高碳鉻軸承鋼馬貝復合組織淬火新技術
2012-07-21 01:52:10尤紹軍毛玉紅姜長英
軸承 2012年4期
尤紹軍,毛玉紅,姜長英
(1.瓦房店軸承集團有限責任公司 技術中心,遼寧 瓦房店 116300;2.鐵道部駐大連車輛驗收室,遼寧 大連 116028)
軸承零件淬火后,不僅要求具有良好的組織、硬度、強度、韌性和尺寸穩定性,同時要求其淬火時不開裂、變形量小。軸承零件淬火工藝是保證軸承零件淬火后滿足這些要求的重要因素。軸承零件淬火新技術、新工藝長期以來一直是軸承熱處理技術人員的研究重點。
1 軸承零件熱處理技術要求
軸承零件熱處理后一般要求淬火組織與硬度合格、淬火組織與尺寸穩定性高、變形量小、不開裂。
大型軸承零件的熱處理技術要求與中小型軸承零件基本相同,但大型軸承零件一般具有壁厚大、結構復雜和壁厚差較大的特點,淬火加熱和冷卻時,產生較大的熱應力和組織應力,零件變形和開裂的傾向性大。為了達到淬火技術要求,大型軸承零件必須采用具有良好淬透性的高級高碳鉻軸承鋼,如ZWZ11,ZWZ12,ZWZ13 或ZWZ14鋼等,這些高碳鉻軸承鋼合金元素含量高、Ms點低,淬火開裂敏感性低,但淬火后殘余奧氏體較多。
因此,研究在保證大型軸承零件淬火后達到淬火硬度和淬火組織等技術要求的前提下,既減少軸承零件淬火后殘余奧氏體量,提高軸承零件的尺寸穩定性,又使軸承零件不易變形開裂的熱處理新技術、新工藝對制造重大裝備用高端大型軸承具有重大意義。
2 高碳鉻軸承鋼主要淬火方式
Ms點為奧氏體開始轉變為馬氏體的溫度(高碳鉻軸承鋼Ms約為220 ℃),Mf點為奧氏體停止轉變為馬氏體的溫度(高碳鉻軸承鋼Mf約為-70 ℃)。Ms點和Mf點溫度主要由鋼種和加熱條件確定。
按照淬火冷卻方式和淬火后得到的淬火組織劃分,目前常用的高碳鉻軸承鋼淬火方式主要有馬氏體淬火、下貝氏體淬火和貝馬復合淬火。
2.1 馬氏體淬火
淬火組織:馬氏體+少量殘余奧氏體+少量殘留碳化物。
淬火工藝:加熱溫度為830~880 ℃(具體溫度根據鋼種和零件尺寸確定);保溫時間根據工件壁厚確定,每100 mm保溫0.6~0.8 h,最少保溫10min;采用冷卻能力足夠的淬火介質(主要是淬火油或鹽浴)并進行適當的攪拌,確保工件以大于臨界冷卻速度的冷速冷到Ms點以下一定溫度。
馬氏體淬火工藝曲線如圖1所示。
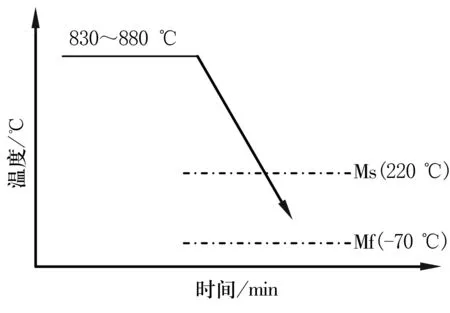
圖1 馬氏體淬火工藝曲線
2.2 下貝氏體淬火
淬火組織:下貝氏體+少量殘余奧氏體+少量殘留碳化物。
淬火工藝:加熱溫度為830~880 ℃(具體溫度根據鋼種和零件尺寸確定);保溫時間根據工件壁厚確定,每100 mm保溫0.6~0.8 h,最少保溫10 min;采用冷卻能力足夠的淬火介質(主要是淬火油或鹽浴)并進行適當的攪拌,確保工件以大于臨界冷卻速度的冷速冷至下貝氏體轉變溫度區,并等溫足夠的時間(約4 h)。
下貝氏體淬火工藝曲線如圖2所示。
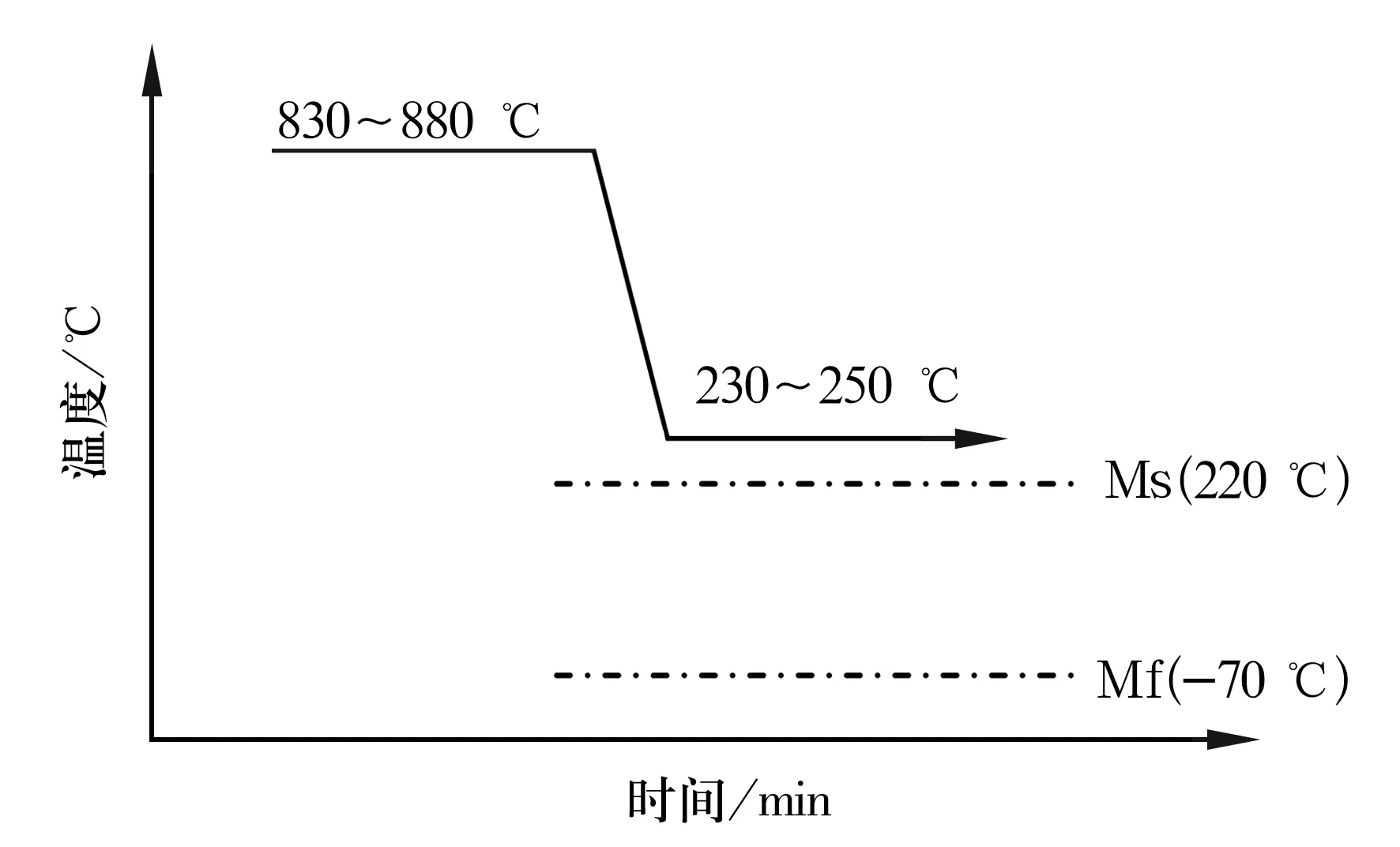
圖2 下貝氏體淬火工藝曲線
2.3 貝馬復合淬火
淬火組織:下貝氏體+馬氏體+少量殘余奧氏體+少量殘留碳化物。
淬火工藝:加熱溫度830~880 ℃(具體溫度根據鋼種和零件尺寸確定);保溫時間根據工件壁厚確定,每100 mm保溫0.6~0.8 h,最少保溫10 min;采用冷卻能力足夠的淬火介質(主要是淬火油或鹽浴)并進行適當的攪拌,確保工件以大于臨界冷卻速度的冷速冷至下貝氏體轉變溫區,并等溫一定的時間(約0.5 h),使工件內奧氏體部分轉變為下貝氏體,然后繼續冷卻到Ms點以下一定溫度,使工件內其余的奧氏體大部分轉變為馬氏體。
貝馬復合淬火工藝曲線如圖3所示。
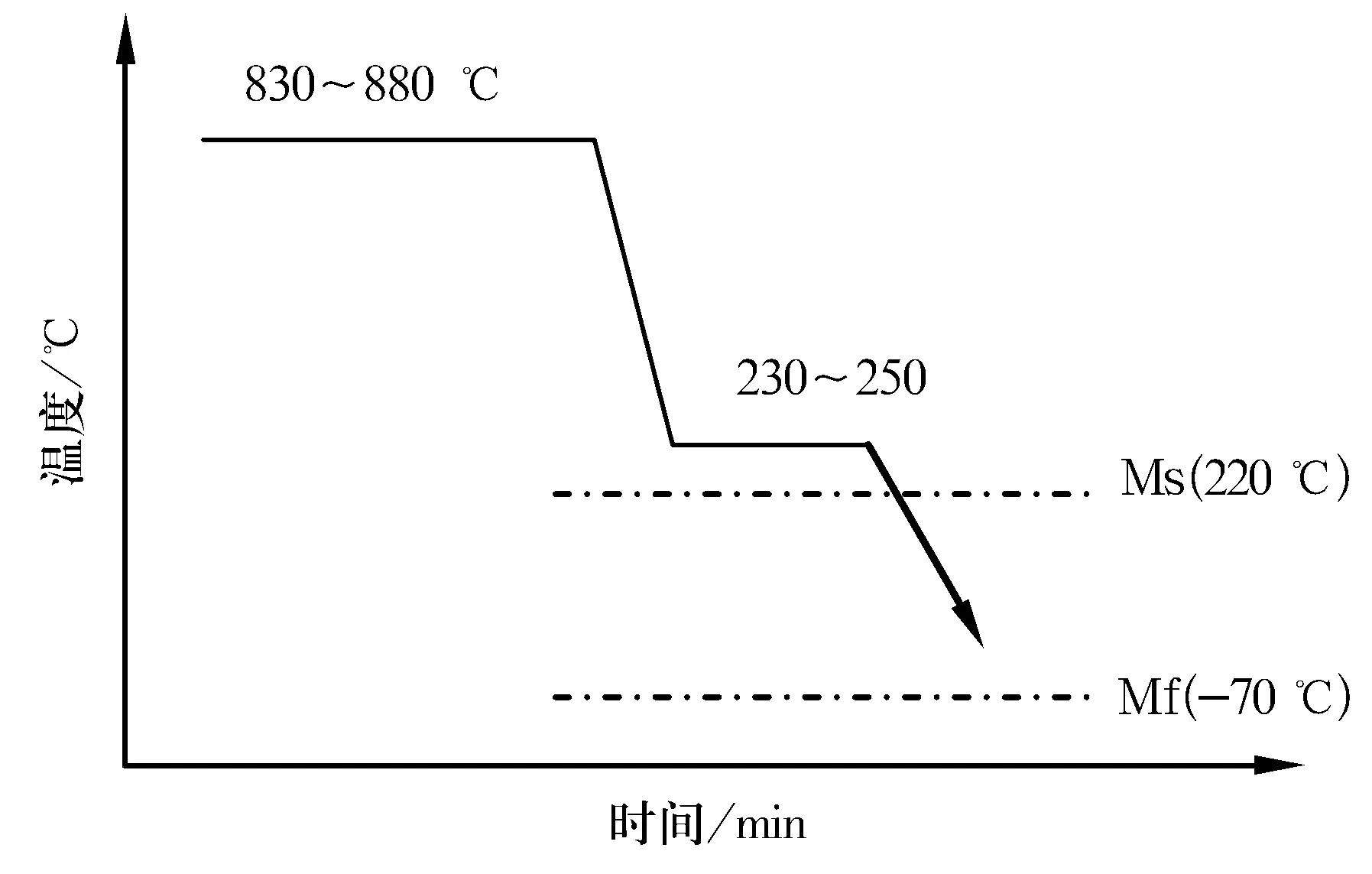
圖3 貝馬復合淬火工藝曲線
3 高碳鉻軸承鋼馬貝復合組織淬火
3.1 馬貝復合淬火工藝
為了更好地滿足大型軸承零件的熱處理技術要求,提高熱處理質量,研究了一種新的熱處理方式——馬貝復合組織淬火。
淬火工藝為:加熱溫度830~880 ℃(具體溫度根據鋼種和零件尺寸確定);保溫時間根據工件壁厚確定,每100 mm保溫0.6~0.8 h,最少保溫10 min;采用冷卻能力足夠的淬火介質(主要是淬火油或鹽浴)并進行適當的攪拌,確保工件以大于臨界冷卻速度的冷速冷至Ms點與Mf點之間某一溫度Md,并等溫一定的時間,保證工件心部也冷到Md,使工件內奧氏體部分轉變為馬氏體,Md溫度越低,奧氏體轉變成馬氏體的量越多;在工件心部溫度冷到Md后,立即將工件轉入適當的介質(如空氣、熱油或鹽浴)內加熱到下貝氏體轉變溫度,并等溫一定的時間(約4 h),使工件內殘余奧氏體轉變為下貝氏體,并使已形成的馬氏體回火。
馬貝復合組織淬火工藝曲線如圖4所示。
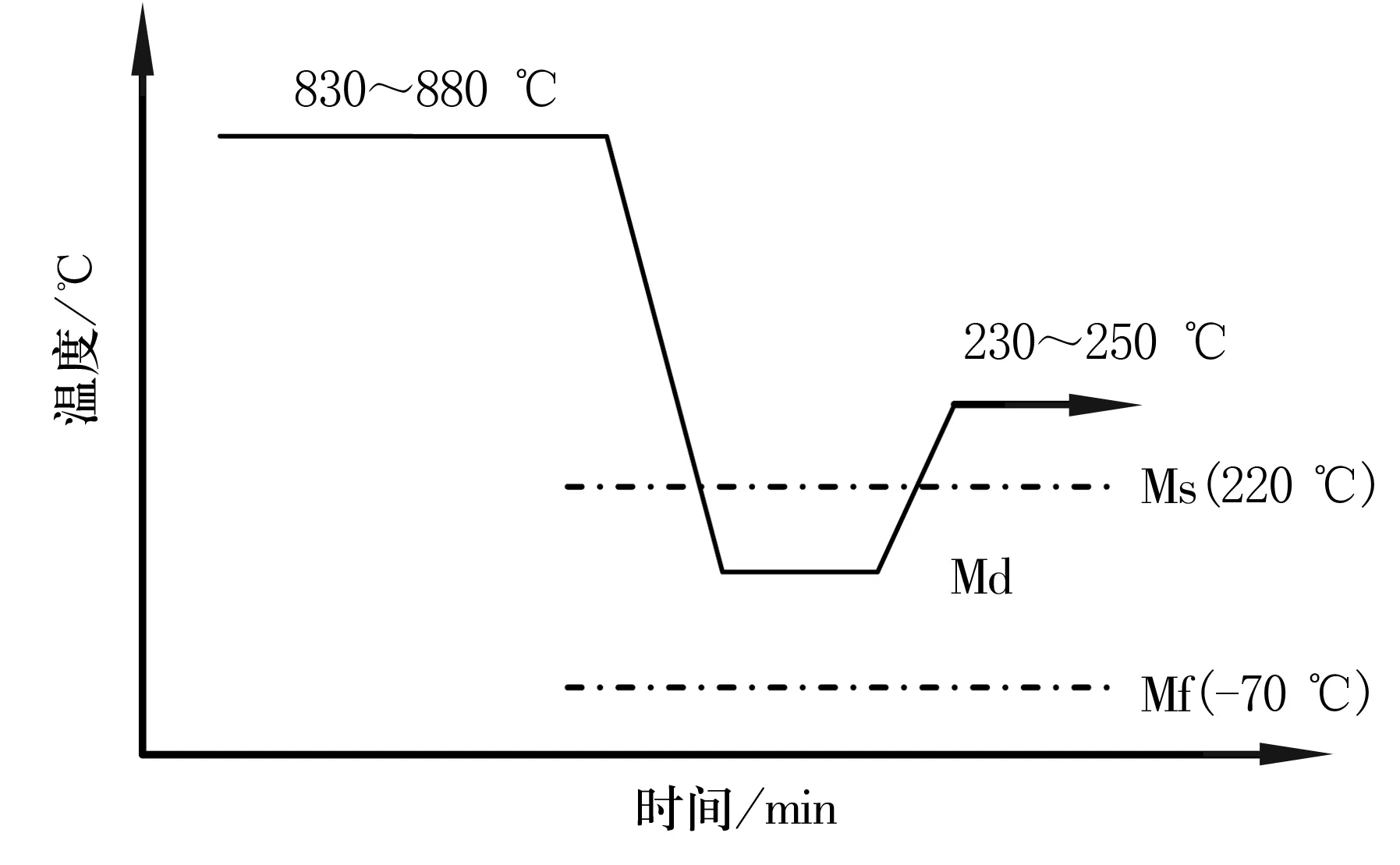
圖4 馬貝復合組織淬火工藝曲線
3.2 馬貝復合組織淬火的特點
(1)采用的淬火冷卻速度更快,不易導致軸承零件淬火時開裂,從而可以使軸承鋼更充分的淬火,擴大軸承鋼應用范圍,充分發揮材料的性能潛力。
(2)淬火組織內的馬氏體含碳量比貝馬復合淬火組織的低,具有更好的沖擊韌性、斷裂韌性和耐磨性。
馬貝復合組織淬火先發生馬氏體轉變,奧氏體內含碳量低的部分轉變為馬氏體,奧氏體內含碳量高的部分在隨后的Ms點以上的下貝氏體轉變溫度等溫過程中轉變為下貝氏體;而貝馬復合淬火先發生下貝氏體轉變,奧氏體內含碳量低的部分轉變為下貝氏體,奧氏體內含碳量高的部分在隨后Ms點以下冷卻過程中轉變為馬氏體,馬氏體為大片狀的高碳馬氏體,其亞結構為孿晶,脆性極大,同時,高碳馬氏體片形成時,互相撞擊,極易產生內應力和微裂紋。
(3)更低的裂紋敏感性。由于淬火裂紋主要在馬氏體轉變組織中產生,馬氏體含碳量越高,脆性越大,裂紋越容易產生。馬貝復合組織淬火時,馬氏體含碳量低于貝馬復合淬火,同時,淬火過程轉變的馬氏體組織在隨后下貝氏體轉變溫度等溫時進行了及時回火,因而淬火過程不易產生裂紋。
(4)更高的尺寸穩定性。馬貝復合組織淬火過程中,不發生奧氏體的穩定化,剩余奧氏體可以更為充分地轉變為下貝氏體,淬火后殘余奧氏體量少,尺寸穩定性高。
(5)可以按性能要求任意調整馬貝復合組織比例。馬貝復合組織淬火通過在Ms和Mf之間調整淬火冷卻溫度,可以靈活有效地調整馬貝復合淬火組織內的馬氏體和下貝氏體含量,得到需要的組織和性能,并在一定范圍內調整零件的尺寸脹縮量。
(6)不需要回火,節約能源,生產周期縮短。馬貝復合組織淬火后升溫至Ms以上時,使剩余奧氏體轉變為下貝氏體的同時,對先生成的馬氏體組織進行了充分回火,因而同下貝氏體淬火一樣,不需要回火。
3.3 應用示例
294/850軸承外圈外徑1 440 mm, 高度172 mm,有效壁厚120 mm,原使用材料為20Cr2Ni4鋼。采用馬氏體淬火,工藝設備為大型井式淬火爐,淬火工藝為:加熱溫度870 ℃,保溫時間80 min;淬火油冷卻,出油溫度110 ℃;空冷至60 ℃,回火(200 ℃,10 h)。淬火后工件需要多次回火,工件有環狀淬火裂紋出現。
改進后使用ZWZ14高碳鉻軸承鋼,其化學成分見表1。采用馬貝復合組織淬火,工藝設備仍為大型井式淬火爐,淬火工藝為:加熱溫度870 ℃,保溫時間80 min;淬火油冷卻,出油溫度110 ℃;出油后,立即在下貝氏體溫度(235 ℃)等溫10 h。淬火完成后無需回火,工件無淬火裂紋。

表1 ZWZ14鋼的化學成分(質量分數) %
因尚無馬貝復合組織淬火的金相標準,馬貝復合組織淬火的金相組織參考JB/T 1255—2001《高碳鉻軸承鋼滾動軸承零件熱處理技術條件》的馬氏體淬火金相標準評級。用洛氏硬度計檢測硬度, X-350A型X射線應力分析儀檢測殘余奧氏體含量。ZWZ14鋼淬火對比結果見表2。

表2 不同淬火方式下ZWZ14鋼組織與性能對比
由上述分析結果可知,馬貝復合組織淬火可以顯著降低裂紋敏感性,淬火后殘余奧氏體量少,尺寸穩定性高,淬火后可立即進行下貝氏體溫度等溫,不需要進一步的空冷或風冷,工藝簡化。
某公司多個型號的大型軸承零件原采用20Cr2Ni4鋼制造,改用ZWZ14高碳鉻軸承鋼,并采用了馬貝復合組織淬火新技術。改進后,簡化了生產工序,縮短了生產周期,杜絕了大型軸承零件淬火開裂現象的發生,減少了零件熱處理殘余奧氏體量,提高了熱處理質量,同時每噸零件節約材料費用約8 000元、熱處理費用12 000元。
4 結束語
馬貝復合組織淬火新技術具有淬火組織與性能可調控、淬火組織與尺寸穩定性高、淬火變形量小、淬火裂紋敏感性低等特點和優越性,是一種具有顯著優點和廣闊應用前景的淬火新技術,但是在這種熱處理新技術中,材料、熱處理工藝參數、組織與性能之間的關系,尚有待深入研究。
