GCr15鋼軸承零件馬氏體淬火油的性能分析及選擇
2012-07-21 01:52:10縣曉明王娟娟王文琢
軸承 2012年4期
縣曉明,王娟娟,王文琢
(甘肅海林中科科技股份有限公司,甘肅 天水 741018)
1 淬火中常見(jiàn)的問(wèn)題
GCr15鋼圓錐滾子軸承零件在淬火中通常存在的問(wèn)題為:(1)薄壁套圈(特輕、輕寬類)圓度超差比例過(guò)高;(2)厚壁外圈(有效壁厚>12 mm)圓度超差比例過(guò)高、屈氏體超標(biāo)和硬度不均;(3)滾子(有效直徑>26 mm)淬、回火后經(jīng)常出現(xiàn)屈氏體超標(biāo)及淬火硬度不均勻。初步分析認(rèn)為造成上述問(wèn)題的原因是:(1)淬火過(guò)程中軸承內(nèi)、外圈產(chǎn)生的變形同產(chǎn)品結(jié)構(gòu)、車削應(yīng)力、入爐擺放方式、加熱與冷卻不均勻及馬氏體轉(zhuǎn)變時(shí)應(yīng)力不均衡等因素有關(guān);(2)淬火介質(zhì)各冷卻區(qū)間的冷卻性能及冷速的分布形式同零件組織轉(zhuǎn)變、淬火變形和硬度不均衡存在一定關(guān)聯(lián)[1]。從原因(1)著手,對(duì)工件入爐的擺放方式、淬火加熱溫度、淬火油溫及淬火油攪拌速率等作了大量的探索,但收效甚微。因此解決以上問(wèn)題的思路逐漸轉(zhuǎn)向淬火油冷卻性能的分析、淬火油的選擇及應(yīng)用效果探索等方面。
2 淬火油冷卻過(guò)程及其曲線
2.1 冷卻過(guò)程傳熱類型
淬火介質(zhì)同淬火件的換熱過(guò)程根據(jù)熱流密度、過(guò)熱度的量值可分為膜沸騰、過(guò)渡區(qū)沸騰、核沸騰(過(guò)渡區(qū)沸騰、核沸騰總稱為池沸騰)和對(duì)流4個(gè)階段[2]。
冷卻曲線適用于淬火介質(zhì)冷卻能力的測(cè)定與研究,冷卻曲線與膜沸騰、池沸騰、對(duì)流3個(gè)傳熱階段的對(duì)應(yīng)關(guān)系如圖1所示。在膜沸騰階段,附在工件表面的蒸汽膜具有隔熱作用,此時(shí)的冷卻速度非常緩慢;在池沸騰階段,工件表面不斷與周圍的涼液接觸,熱量被迅速帶走,此時(shí)的冷卻速度很快;在對(duì)流階段,當(dāng)工件表面的溫度低于介質(zhì)的沸點(diǎn),僅靠對(duì)流換熱,冷卻速度緩慢。圖1中,TVP為膜沸騰向池沸騰轉(zhuǎn)變的起始溫度點(diǎn)(特性溫度點(diǎn));Ts為特溫秒,膜沸騰開(kāi)始至結(jié)束整個(gè)過(guò)程持續(xù)的時(shí)間;CRmax為淬火介質(zhì)在80 ℃、靜態(tài)(無(wú)攪拌)條件下,核沸騰階段達(dá)到的最高冷卻速度;Tmax為池沸騰階段最高冷卻速度所對(duì)應(yīng)的溫度值;CP550為池沸騰階段500~600 ℃的平均冷速;TCP為池沸騰向?qū)α鬓D(zhuǎn)換的拐點(diǎn)溫度,該溫度點(diǎn)以下進(jìn)入對(duì)流換熱過(guò)程[3]。

冷速/(℃·s-1)
2.2 淬火介質(zhì)性能參數(shù)
依據(jù)ISO 9950標(biāo)準(zhǔn)測(cè)量淬火油冷卻曲線后,通過(guò)回歸分析推導(dǎo)出硬化指數(shù)(HP)值[3]
HP=K1+K2TVP+K3CR-K4TCP,
式中:K1,K2,K3,K4均為常數(shù)。HP與TVP,CR成正比關(guān)系,與TCP成反比關(guān)系,TVP,CR值越大,HP值也越大,可以判斷80 ℃靜態(tài)淬火油冷卻性能參數(shù)對(duì)HP的影響趨勢(shì)。
3 淬火油的冷卻性能
3.1 GCr15軸承鋼連續(xù)冷卻轉(zhuǎn)變(CCT)
GCr15鋼的連續(xù)冷卻轉(zhuǎn)變曲線(C曲線)如圖2所示。試驗(yàn)用鋼的成分為:w(C)= 1.04%,w(Si)= 0.26%,w(Mn)= 0.33%,w(Cr)=1.53%,w(Ni)= 0.31%;奧氏體化溫度為860℃。由圖2可知:650 ℃以上溫度區(qū)間對(duì)應(yīng)膜沸騰換熱階段;550~650 ℃溫度區(qū)間對(duì)應(yīng)過(guò)渡區(qū)沸騰換熱階段;350~550 ℃溫度區(qū)間對(duì)應(yīng)冷卻曲線的核沸騰換熱階段;而350 ℃以下溫度區(qū)間則對(duì)應(yīng)對(duì)流換熱階段。結(jié)合GCr15鋼CCT曲線、淬火介質(zhì)冷卻曲線和HP計(jì)算公式可知:TVP膜沸騰結(jié)束溫度點(diǎn)高,Ts持續(xù)時(shí)間短,則有利于池沸騰快速冷卻換熱的起始,避免膜沸騰換熱過(guò)程對(duì)孕育期的過(guò)度消耗,可有效預(yù)防GCr15鋼(CCT曲線)中600,400 ℃兩鼻尖處孕育期較短所導(dǎo)致的屈氏體超標(biāo)及硬度值不均勻現(xiàn)象的出現(xiàn);TCP點(diǎn)以下對(duì)應(yīng)馬氏體轉(zhuǎn)變區(qū),TCP點(diǎn)越低促進(jìn)馬氏體轉(zhuǎn)變的能力則越高,冷卻介質(zhì)硬化能力就越強(qiáng)。因此選擇淬火介質(zhì)時(shí)必須強(qiáng)調(diào)淬火油冷卻曲線中TVP,Ts,CR,TCP等參數(shù)同GCr15鋼 CCT連續(xù)冷卻曲線中組織轉(zhuǎn)變過(guò)程所要求的冷速相匹配,這樣可避免產(chǎn)生非馬氏體組織并獲得均勻的淬火硬度,還可防止因淬火應(yīng)力過(guò)高而產(chǎn)生工件開(kāi)裂、變形等缺陷。

圖2 GCr15鋼的連續(xù)轉(zhuǎn)變曲線
3.2 淬火介質(zhì)冷卻性能要求
受軸承零件類型、尺寸及有效壁厚等多種因素的影響,零件蓄熱量存在較大差異,造成淬火冷卻過(guò)程熱傳導(dǎo)時(shí)間和應(yīng)力分布存在明顯差異。因此不同類型、不同系列及不同規(guī)格軸承零件對(duì)淬火油冷卻性能的要求不盡相同。壁厚12 mm以下的特輕、輕系列套圈要求淬火油具備高于Ms的TCP轉(zhuǎn)換溫度,以緩和冷卻速度,避免淬火組織應(yīng)力過(guò)高導(dǎo)致的變形;對(duì)于壁厚12~20 mm的GCr15鋼軸承套圈,直徑26~30 mm 的GCr15鋼滾動(dòng)體則要求淬火油具備高的TVP和CRmax,短的Ts,低的TCP轉(zhuǎn)換值,以縮小同一零件不同部位散熱過(guò)程的時(shí)間差,促進(jìn)奧氏體向馬氏體充分轉(zhuǎn)變,并獲得足夠的淬硬層深度及均衡的體積應(yīng)力分布,避免屈氏體超標(biāo)及應(yīng)力不均衡誘發(fā)的變形。
4 淬火介質(zhì)的選用及其效果對(duì)比
實(shí)踐中通常采取提高淬火溫度、延長(zhǎng)保溫時(shí)間的方式來(lái)提高奧氏體化的均勻性和穩(wěn)定性,確保奧氏體在冷卻過(guò)程(720~550 ℃)的穩(wěn)定。冷卻環(huán)節(jié)中通過(guò)提高旋轉(zhuǎn)淬火機(jī)轉(zhuǎn)速或調(diào)整攪拌速度等方法來(lái)提高冷卻速度,避免產(chǎn)生非馬氏體組織及硬度不均勻的現(xiàn)象。通常零件淬火后會(huì)出現(xiàn)馬氏體組織級(jí)別偏高、殘留碳化物過(guò)少、屈氏體超標(biāo)及淬火硬度不均勻并存的矛盾現(xiàn)象,可見(jiàn)僅靠調(diào)整工藝并不能很好地解決問(wèn)題。
下面通過(guò)對(duì)4條熱處理生產(chǎn)線(分別用A,B,C,D標(biāo)識(shí))淬火油的冷卻性能及應(yīng)用效果的對(duì)比分析,說(shuō)明淬火介質(zhì)冷卻性能對(duì)軸承零件淬火組織、硬度和圓度的影響。
4.1 A生產(chǎn)線
A生產(chǎn)線淬火件入油方式為自由落體式,落料槽有攪拌冷卻裝置,光亮淬火油使用約14個(gè)月,該淬火油的冷卻曲線及冷卻性能參數(shù)見(jiàn)圖3。通過(guò)與SH/T 0564—1993標(biāo)準(zhǔn)中普通淬火油的冷卻性能參數(shù)進(jìn)行對(duì)比可知,A線光亮淬火油已發(fā)生嚴(yán)重的老化:(1)膜沸騰階段延遲至530℃,特性溫度值略高于普通淬火油TVP值(520 ℃);(2)Tmax降低至493.35 ℃,低于普通淬火油;(3)TCP為325.46 ℃,稍高于GCr15鋼的Ms點(diǎn)(240~250 ℃)。

圖3 A生產(chǎn)線(RCZ-160-9)淬火油的冷卻曲線
壁厚<9 mm的輕、特輕系列套圈淬火后硬度、組織能夠達(dá)到控制要求,但圓度合格率僅為80%~85%;有效直徑18 mm左右的滾動(dòng)體淬火后出現(xiàn)屈氏體超標(biāo)、硬度不均勻的現(xiàn)象,見(jiàn)表1。由圖3分析可知,冷卻曲線中TVP,Tmax下移,Ts延長(zhǎng),造成工件在550~650 ℃淬火油冷卻能力下降,過(guò)多地消耗了孕育期,是造成GCr15鋼滾動(dòng)體屈氏體超標(biāo)、硬度不均勻的根源;TCP點(diǎn)降至Ms點(diǎn)附近,馬氏體在對(duì)流段劇烈轉(zhuǎn)變,產(chǎn)生的組織應(yīng)力不均衡是小尺寸薄壁套圈圓度超標(biāo)的主導(dǎo)原因。

表1 A線 (RCZ-160-9)淬火后零件的組織、硬度及變形情況
4.2 B生產(chǎn)線
B線快速光亮淬火油冷卻曲線及性能參數(shù)如圖4所示。TVP特性溫度點(diǎn)658.1 ℃;Ts特溫秒1.84 s,Tmax為578.22 ℃,CRmax為334.64 ℃/s,TCP(對(duì)流轉(zhuǎn)換溫度)為355.75 ℃。從圖中可以看出,該淬火油膜沸騰階段具備TVP高、Ts短的顯著特征;池沸騰最大冷速及其對(duì)應(yīng)溫度均有利于防止出現(xiàn)屈氏體組織;B生產(chǎn)線淬火油的對(duì)流階段起始溫度有所提高,馬氏體轉(zhuǎn)變區(qū)間冷速相對(duì)緩慢有利于消除應(yīng)力不均衡的現(xiàn)象。相對(duì)A線淬火油而言,B線冷卻曲線各冷速區(qū)間的分布、冷卻性能參數(shù)合理,更符合GCr15鋼軸承零件對(duì)淬火介質(zhì)冷卻性能的要求。
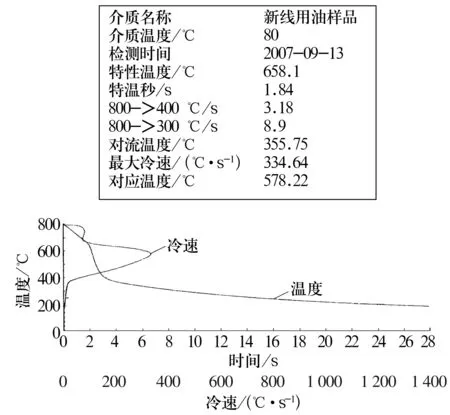
圖4 B生產(chǎn)線(RCWC9-230)淬火油的冷卻曲線
有效壁厚9~14 mm輕系列圓錐滾子軸承套圈淬火后的狀況見(jiàn)表2。車工件經(jīng)B線快速光亮淬火油淬火后,內(nèi)、外圈圓度合格率平均達(dá)到94%以上;套圈淬火后硬度均勻性提高,硬度值集中于64~65 HRC;非馬氏體轉(zhuǎn)變得到有效控制。B線淬火油各冷卻區(qū)間的分布及冷卻性能基本滿足有效壁厚9~14 mm輕、輕寬系列軸承套圈淬火后對(duì)圓度合格率、硬度均勻性及組織轉(zhuǎn)變的控制要求。

表2 B線(RCWC9-230)淬火后零件的組織、硬度及變形情況
4.3 C生產(chǎn)線
C生產(chǎn)線快速光亮淬火油使用初期的冷卻曲線及冷卻能力參數(shù)見(jiàn)圖5。從冷卻曲線各冷卻階段的分布、冷卻能力參數(shù)來(lái)判斷,C生產(chǎn)線淬火油的冷卻性能比B生產(chǎn)線更為理想,其特點(diǎn)在于:(1)TVP為681.1℃,Ts為1.6s,具有膜沸騰階段結(jié)束溫度更高、持續(xù)時(shí)間更短的特點(diǎn);(2)CRmax為390.1(℃/s),Tmax為571.02℃,池沸騰階段CRmax冷卻速度更快,Tmax位置適當(dāng)?shù)奶攸c(diǎn)有利于厚壁件快速冷卻,有更強(qiáng)的避免非馬氏體組織出現(xiàn)的能力;(3)對(duì)流轉(zhuǎn)換溫度TCP為383.67 ℃,遠(yuǎn)高于Ms點(diǎn),馬氏體轉(zhuǎn)變過(guò)程柔和、組織應(yīng)力均衡,有利于減少套圈零件圓度、圓柱度不合格品的產(chǎn)生。

圖5 C線(RCWC9-240)淬火油的冷卻曲線
C生產(chǎn)線淬火效果見(jiàn)表3。圓錐滾子軸承內(nèi)、外圈淬火后VDp(Vdp)合格率均達(dá)95%以上;淬火硬度穩(wěn)定在64~65 HRC,硬度均勻性良好;有效壁厚達(dá)到20 mm時(shí)心部屈氏體T<4級(jí),避免非馬氏體組織轉(zhuǎn)變的能力更強(qiáng)。從C生產(chǎn)線淬火油的冷卻曲線及套圈淬火后的硬度、組織級(jí)別、圓度合格率等方面進(jìn)行分析可知,C線淬火油的冷卻性能更優(yōu)良,更能滿足軸承內(nèi)、外套圈淬火后對(duì)圓度合格率、金相組織及硬度均勻性的控制要求。

表3 C(RCWC9-240)線淬火后零件的組織、硬度及變形統(tǒng)計(jì)
4.4 D生產(chǎn)線
圖6~圖7為D-1,D-2兩條滾動(dòng)體生產(chǎn)線快速光亮淬火油在使用初期的冷卻曲線及冷卻性能參數(shù)。在D-1曲線中,TVP為687.17 ℃,Ts為1.12 s,Tmax為538.302 ℃,CRmax為325.32 ℃/s,TCP為333.45 ℃。在D-2曲線中,TVP為661.94 ℃,Ts為2.1 s,Tmax為580.462 ℃,CRmax為391.18 ℃/s,TCP為402.77 ℃。兩種淬火油冷卻曲線的分布形態(tài)均符合GCr15鋼C曲線對(duì)冷速帶的要求。
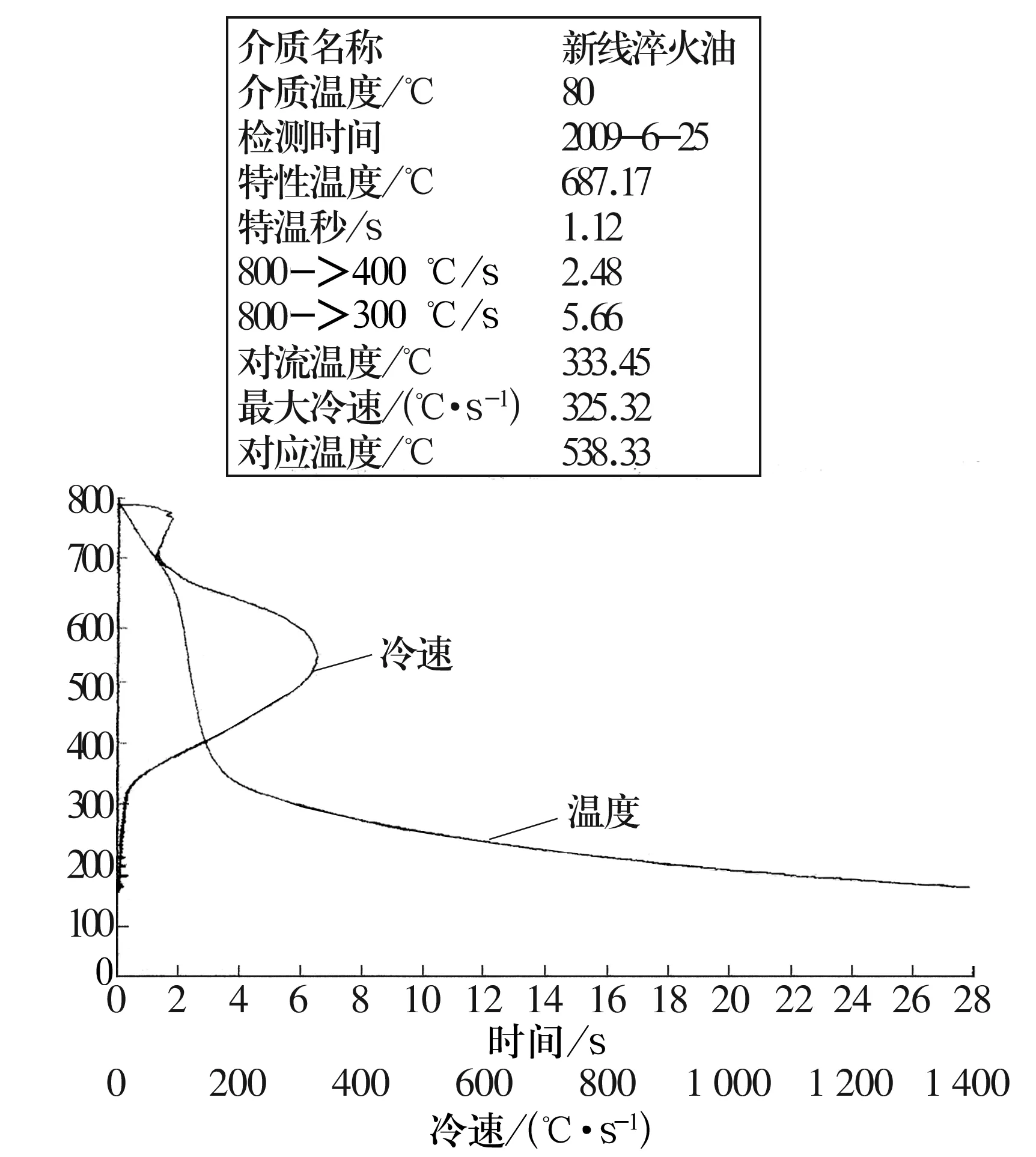
圖6 D-1線(ZMZ802-4B)時(shí)間/淬火油的冷卻曲線
從上述冷卻性能參數(shù)的量值判斷,D-1線淬火油的冷卻性能更優(yōu)良。兩生產(chǎn)線均具有TVP值高、Ts短、池沸騰階段(Tmax,CRmax)冷速快的特征,是確保有效直徑達(dá)26~30 mm的GCr15滾動(dòng)體不出現(xiàn)非馬氏體組織轉(zhuǎn)變的關(guān)鍵因素。兩種淬火油TCP值差異明顯,該差異是滾動(dòng)體淬、回火后總體硬度相差1~1.5 HRC的主要原因,這充分證明了硬化指數(shù)公式中參數(shù)TCP對(duì)提升淬火油硬化能力的重要作用和意義。滾動(dòng)體選用兩類不同冷卻性能的光亮淬火油淬火后硬度、組織情況見(jiàn)表4。

表4 滾動(dòng)體淬火后的組織、硬度統(tǒng)計(jì)
4.5 試驗(yàn)結(jié)果分析
對(duì)比4條生產(chǎn)線淬火用油的冷卻性能特性及應(yīng)用效果可知,不同壁厚、不同尺寸段的套圈、滾動(dòng)體對(duì)淬火油冷卻性能的要求不盡相同:(1)特輕、輕系列及小尺寸薄壁套圈蓄熱量小,冷卻過(guò)程膜沸騰、池沸騰耗時(shí)短,不易出現(xiàn)非馬氏體組織轉(zhuǎn)變,對(duì)冷卻性能參數(shù)TVP,CRmax,Tmax的要求不必等同于中、重系列厚壁零件;結(jié)合B,C兩線TCP的量值及對(duì)套圈圓度的控制效果,TCP在350~390 ℃更有利于控制圓度變形。(2)輕寬、中、重系列壁厚在10~15 mm的圓錐形套圈,淬火油TVP特性溫度達(dá)650 ℃以上,Ts達(dá)到2 s以內(nèi),Tmax達(dá)570~580 ℃,CRmax達(dá)370~390 ℃/s,TCP達(dá)350~390 ℃,可有效預(yù)防屈氏體超標(biāo),且硬度均勻,可提高套圈圓度、圓柱度合格率。(3)對(duì)于大直徑(26~30 mm)滾動(dòng)體、中重系列厚壁(15~20 mm)套圈,淬火油的冷卻性能除TVP,Ts,Tmax,CRmax必須具備高的特性外,TCP達(dá)到320~350 ℃(稍高于Ms點(diǎn)),不僅能保證馬氏體、屈氏體組織符合標(biāo)準(zhǔn)要求,還能獲得理想的淬硬層深度及均勻的淬火硬度。
5 結(jié)束語(yǔ)
淬火油適宜的冷卻性能及各冷卻區(qū)間(冷速帶)的分布形態(tài)對(duì)提高GCr15軸承零件的淬火質(zhì)量具有顯著的作用。熱處理生產(chǎn)中依據(jù)淬火油的冷卻性能、軸承零件類型和有效壁厚(有效直徑)對(duì)淬火油進(jìn)行分類管理和應(yīng)用,不僅可以改善、預(yù)防淬火過(guò)程中零件屈氏體超標(biāo)、變形量過(guò)大及硬度不均勻等問(wèn)題,更有助于拓寬GCr15鋼軸承零件有效尺寸。
