Q02 PLC控制伺服電動機系統在機床轉臺上的應用
2012-07-21 01:52:10鄒波
軸承 2012年4期
鄒波
(1.成都重型軸承研究所,成都 610031;2.成都科華重型軸承有限公司,成都 610300)
為了提高機床設備精度和實現自動化控制,PLC和伺服系統被廣泛運用于各種數控機床和轉臺等設備中,以實現精確的位置和速度控制。其中位置控制的精度主要取決于伺服控制器及運動控制器的精度。下文通過一個高精度定位加工用轉臺的設計,討論了采用PLC和伺服系統對轉臺進行精確的旋轉控制,以及對傳動桿的直線運動進行精確控制的方法,同時,考慮到傳動中的累積誤差,采用周期的位置檢查進行調整。如何采用PLC進行精確的位置控制并讓兩軸協調運作是控制系統的關鍵。
1 控制系統及原理
高精度定位加工用凸輪分度轉臺結構如圖1所示。控制系統通過定位模塊實現對兩軸的控制。根據運行的要求,基本控制模式為:由伺服電動機通過變速機構帶動凸輪旋轉,凸輪每旋轉一周帶動轉臺旋轉90°,到達指定位置后凸輪停止動作,此時,上方傳動桿落至指定位置后對工件進行加工,加工完成后傳動桿上升至原位,凸輪繼續轉動并帶動轉臺旋轉至下一加工位置。
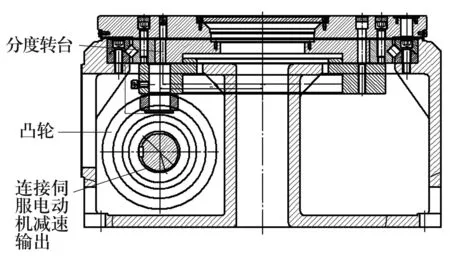
圖1 高精度定位加工用凸輪分度轉臺結構簡圖
從運動時序看,由于系統采用凸輪旋轉帶動轉臺,同時與上方傳動桿交替運動的方式,因此,控制系統設計由1個PLC及定位模塊和2個伺服控制模塊組成。控制原理為:由PLC控制定位模塊輸出,由QD70P4采用脈沖和方向控制的方式,通過2個伺服控制器分別驅動伺服電動機;兩個運動系統的配合動作、協調工作由PLC完成。
為實現精確的位置控制,差錯控制方面通過檢測伺服驅動器上差分輸出的方式實現半閉環控制;同時考慮到系統保護,在固定的周期通過凸輪上的感應開關檢驗是否超過行程,形成轉臺運動的再次校驗;傳動桿的運動則通過限位開關形成再次的校驗系統。控制系統流程如圖2所示。
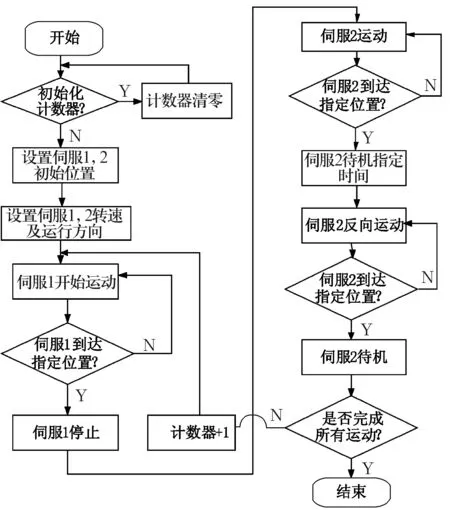
圖2 控制系統流程圖
2 控制系統硬件構成
控制系統硬件構成如圖3所示。該系統采用高速脈沖控制,上位機采用三菱PLC Q02,并用RS232與計算機系統連接;采用QD70P4定位模塊進行位置控制,該模塊在多軸系統中可以進行4軸控制輸出,并實現位置及速度控制,實際采用了2軸控制輸出的方式,分別控制凸輪和傳動桿;伺服控制器采用MR-J2S,可以使用脈沖加方向的輸入方式及RS232和RS422的通信方式。

圖3 控制系統硬件組成
由于定位模塊QD70P4采用開環脈沖輸出(4軸開路集電極輸出型),無法對系統中的伺服電動機和伺服控制器進行監控,故使用PLC檢測伺服控制的差分輸出信號,并用軟件進行設置,實現對位置的閉環控制。因為設備的傳動系統較為復雜,為提供系統保護,采用周期性的外部檢測方式,并傳遞給PLC校正。
3 程序設計
由于采用脈沖控制伺服驅動器,電動機行程所需的脈沖數為:一次移動所需脈沖數n=指定距離×電動機旋轉一周所需脈沖數÷電動機旋轉一周時負載移動量。
設計中使用了實用程序包GX Configurator-PT1,對要運行QD70的軸逐個進行初始化設置。QD70實用程序包GX Configurator-PT為無需考慮I/O信號和緩沖存儲器即可使用專用屏幕進行QD70的初始化設置、自動刷新設置監視和其他功能的專用軟件,作為開發的內置軟件,該程序包需要和GX Developer同時使用。
控制伺服電動機位置控制程序如下:
LD X0
OUT Y0
ANI M8
DMOVP K6000 U0G804;6 000
脈沖/秒
MOVP K1500 U0G802;ACC/DCE
1 500 ms
MOVP K1500 U0G803
DMOVP K25000 U0G806;設置單向
行程
LD X0
ANDP M9
MOVP K3 U0G801;設置正向
速度位置控制
SET M8
MOVP K1 U0G800;設置連續定位
控制
在質量合格的產品進入加工環節后,汪記在產品的每個階段也都制定著嚴謹的工藝及操作規程,各個環節嚴格按照要求組織生產。生產過程中,設立質檢監督崗位,對生產各環節的操作進行抽查驗證,同時在生產現場各個工序環節安裝視頻監控系統,實時監控廠區生產操作,實現關鍵環節監控全覆蓋、無盲區。
LD X0
ANI X8
ANDP M19
MOVP K4 U0G801;設置反向
速度位置控制(軸1不需要反向運行)
SET M8
MOVP K1 U0G800;設置連續
定位控制
LD X0
ANDP X18;檢測行程是否完成
RST M8
MOVP K0 U0G800;設置定位終止
LD M8
ANI X1;軸1出錯警報
ANI X18
OUT Y8;設置軸1的啟動信號
END
上段程序中通過地址801設置進行正反控制,通過X1對軸進行監視;速度控制用804進行設置;行程完成后檢測X18,使軸1停止;在設置完成后,使啟動信號Y8變成ON以從QD70把脈沖輸出到驅動裝置。
此處兩軸交替運行,通過設置M9和M19來切換運行。從時序上可知,軸2在軸1停止之后啟動,而軸2停止后軸1再進行下一段運行,對于需要兩軸同時運行的場合,可以先設置好運行參數,再同時啟動Y8和Y9。
4 結束語
采用PLC高速脈沖控制伺服驅動的方式簡單,硬件成本較低,系統采用的結構和控制方法,可廣泛應用于轉臺及直線運動的精確位置控制和速度控制,或需要進行各運動系統協調運作的情況,該控制方式可做為類似系統控制方法的參考。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
