TSC無功補償在大功率點焊機行業中的應用
2012-07-29 04:47:46韓瑞東王勝斌
應用能源技術 2012年1期
關鍵詞:變壓器
韓瑞東,王勝斌,牛 明
(1.山西潞安集團余吾煤業有限責任公司,山西 長治 046000;2.哈爾濱特通電氣有限公司,哈爾濱 150069;2.哈爾濱特通電氣有限公司,哈爾濱 150069)
眾所周知,現在很多的制造型企業都存在相當數量的大功率點焊機,該負荷的特點是:速度快、沖擊大、持續時間短、功率因數低、含有大量的無功功率及少量的諧波,這對電力系統的穩定運行產生不良影響。因此點焊機的電能質量問題成為現在電力系統中亟待解決的問題之一。
1 使用點焊機企業的負荷特點
(1)點焊機動作速度極快,焊接持續時間為幾百毫秒,焊接間隔為幾秒,焊接的頻率大。
(2)點焊機在焊接過程中焊接電流非常大,根據焊接材料的不同,焊接電流瞬間可以從零安培達到幾千安培,因此,對電網和其他設備的沖擊都非常大。
(3)點焊機的焊接過程中產生大量的無功功率,因此其功率因數偏低,無功功率巨大。累積起來平均功率因數偏低,會產生較高的力率電費。
2 點焊機無功補償的方法
點焊機由于其自身動作速度極快、沖擊電流大和無功功率大等特點,要求補償設備能夠適應其特點達到良好的補償效果,下面是普通補償設備無法滿足補償要求的幾點主要原因。
(1)控制器跟蹤速度慢。
普通的補償設備控制器動作的速度慢,無法跟蹤點焊機這種動作速度快、持續時間短的負荷(點焊機焊接持續時間為150 ms~200 ms,焊接間隔為1.5 s~2 s)。響應速度趕不上負載的變化,系統功率因數總是處于欠補償或處于過補償狀態。
(2)投切開關速度慢、涌流大。
普通補償裝置使用的交流接觸器,使用交流接觸器響應速度慢,交流接觸器的響應速度基本在100 ms。并對電容器投切會產生很大的浪涌和脈沖過電壓,導致絕緣擊穿或接觸器觸頭燒損,造成接觸器損壞。
(3)單組容量小。
普通補償裝置使用的交流接觸器,由于其通流能力的限制,每一組的補償容量都很小,基本在60 kvar以下,無法達到補償效果。如果分組投入,由于焊接持續時間過短,所有的補償容量沒有全部投入,焊接過程就已經結束了。
根據點焊機的負荷特性,采用快速TSC動態無功補償裝置的補償方案,既解決接觸器投切速度慢、單組容量小的問題,又能夠解決有源電力濾波器容量大、設備投資高的問題。屬于性價比最高的補償方式,TSC補償設備的主要特點見表1。
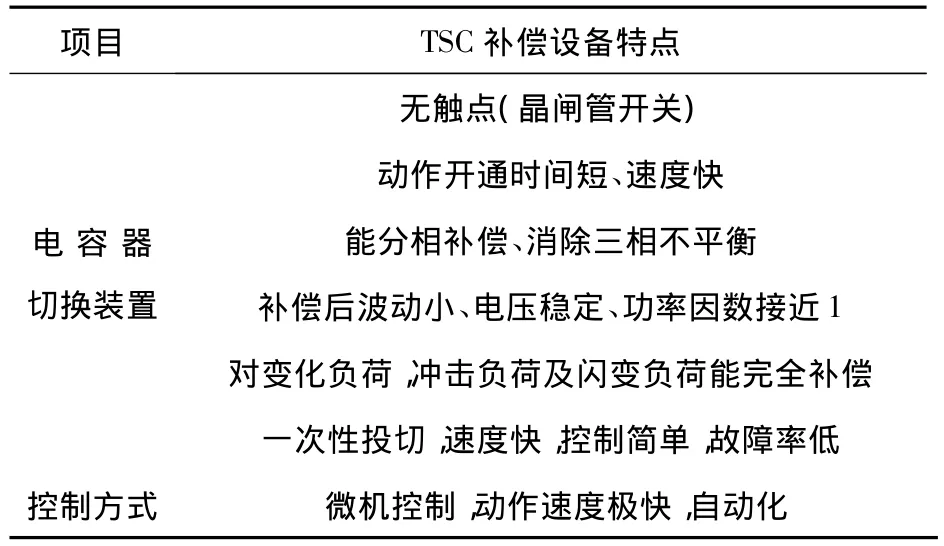
表1 TSC補償設備的特點
根據多年的補償經驗,在TSC補償設備的基礎上,根據點焊機負荷的自身特點提出了獨特的解決方案。具體措施如下:
設備自投產以來,一直在穩定運行。根據目前了解的情況,未發現國外有同類產品;在國內,只有我廠一車間有類似的產品。兩相比較,此次研制的銀陽極澆鑄機結構設計更合理,性能更優異,主要體現在:回轉盤只需在原地回轉,不需移動和升降,其它動作機構疊加在一起,顯得更加協調和緊湊;澆鑄過程更平穩,升降機構運行平穩,回轉裝置運行平穩,對澆鑄非常有利。工業無線控制遙控器防護等級IP65,信號穩定,在澆鑄過程中可以更加便捷地進行操作。
(1)控制器的跟蹤補償的速度快。
通常的交流有效值計算是在一個工頻周期內完成的,除去數據傳輸中的耗時,至少也有20 ms延時,單單在檢測這個環節就需要20 ms,這是不能滿足點焊機(焊接時間為200 ms左右)補償的快速性要求的。我公司依據系統的特征,實時的去檢測物理量,摒棄傳統檢測的周期概念,采用改進的檢測方法,從而提高了檢測處理的快速性和連續性。補償裝置從電網檢測、數據處理運算直至投切電容器組實現無功補償,總的響應時間≤20 ms。
(2)單步補償一步到位。
由于點焊機的焊接無功電流一般達到上千安培,因此,補償裝置的單步的補償容量要求很大可以達到幾百千伏,為了滿足通態電流的要求,采用多組投切開關并聯的方式,提高TSC補償裝置的單步補償容量。
(3)電容器的放電速度快。
由于TSC采用的是過零投切電容器組,因此,快速檢測過零就是裝置動作快速性的又一個硬性指標,點焊機兩次焊接之間的的工作間隔只有2 S左右,因此,選用精確計算的放電方式,通過計算確保在1 S內將電容器的電壓降到電網的峰值以下,確保投切開關能夠在2S內檢測到過零電壓使其符合投切條件。
3 TSC在點焊機場合中的應用
3.1 某點焊機應用企業的實際負荷情況
某電站設備有限公司是制造各種電站鍋爐和工業鍋爐的生產廠。因此,用到大量的焊接設備該廠包括大功率點焊機、吊車、空壓機、以及可移動的氬弧焊機和氣保焊機等負荷。這些負荷的特點是:變化速度快、沖擊大、持續時間短、功率因數低、三相不平衡、含有大量的無功功率及少量的諧波。以某電站設備有限公司焊接車間內1#變壓器,2#變壓器為例,通過測量變壓器出口的電壓以及電流來確定補償方案。
(1)三相點焊機工作數據測試情況。

表2 1#變壓器及其負荷情況表

圖1 1#變壓器點焊機工作過程的電壓(CH1)和電流(CH2)波形
如圖1和圖2所示。由圖1可以看出,在焊接同一型號鋼管時,其負荷的變化規律基本一致。穩定基礎電流大約為360 A;焊接時電流大約為920 A,持續時間大約在150 ms左右,工作間隔2 s。
通過現場對800 kVA(1#變壓器)的測試,無論在焊接時,停焊階段其負荷的功率因數基本穩定在0.7左右。系統中諧波的含量并不高,2%左右,同時5次諧波的含量也很小。
(2)單相點焊機工作數據測試情況。
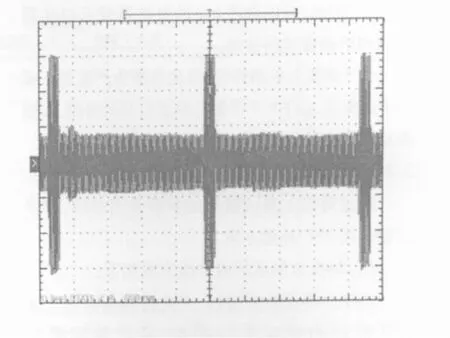
圖2 1#變壓器點焊機連續工作的電流波形
2#變壓器及其負荷情況表見表3。

表3 2#變壓器及其負荷情況表

圖3 2#變壓器點焊機工作過程的電壓(CH1)和電流(CH2)波形
2#變壓器接了一個掛在AC上的單相點焊機,圖3可以反映點焊機工作的電流分布。與1#變壓器帶的點焊機工作的狀態基本一致,由圖4可以看出,在焊接同一型號鋼管時,其負荷的變化規律基本一致。穩定電流大約為280 A(三相);焊接電流大約為1690 A(單相),持續時間大約在200 ms左右,工作間隔2s。
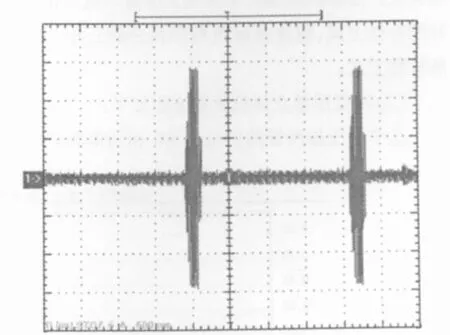
圖4 2#變壓器點焊機連續工作的電流波形
通過測試,無論在焊接時,還是停焊階段其負荷的功率因數基本穩定在0.54左右。系統中電壓諧波畸變率在2%左右,同時5次諧波的含量也很小,因此,可以選用6%的電抗器就可以達到抑制和治理諧波的目的。
由于焊機為單相焊機,因此負荷為嚴重的三相不平衡負荷,必須對不平衡負荷進行分相補償,以提高整體的功率因數,并穩定三相不平衡的電壓值。
3.2 針對于該企業的TSC補償方案
通過對以上測試數據的分析分別對1#、2#變壓器采用TSC補償方案。
(1)1#變壓器點焊機補償方案如下:
由于點焊是斷續過程,因此按照基礎和快速分開控制的模式進行補償,其安裝容量為345 kvar,穩定基礎負荷的安裝容量為165 kvar;點焊機快速負荷的安裝容量為180 kvar的雙柜,用以滿足月平均功率因數的要求。見表4。

表4 補償容量估算
采用點焊快速負荷與穩定基礎負荷分開補償,并且采用雙控制模式,點焊機快速負荷采用快速補償控制模式;穩定基礎負荷采用常速補償控制模式。點焊機快速負荷采用大容量單組三相共補的補償方式;穩定基礎負荷采用分級三相共補的補償方式。
(2)2#變壓器點焊機補償方案如下:
這個變壓器所帶的負荷是AC相的單相焊機負荷,并且由于點焊是斷續過程,因此,按照基礎和快速單相分開控制的模式進行補償,其安裝容量為435 kvar,穩定基礎負荷的安裝容量為165 kvar;單相點焊機快速負荷的安裝容量為270 kvar的雙柜,用以滿足月平均功率因數的要求見表5。

表5 補償容量估算
采用點焊快速負荷與穩定基礎負荷分開補償,并且采用雙控制模式,點焊機快速負荷采用快速補償控制模式;穩定基礎負荷采用常速補償控制模式。點焊機快速負荷采用大容量單組單相分補的就地補償方式;穩定基礎負荷采用分級三相共補的補償方式。
3.3 TSC補償方案的效果
通過對某電站設備有限公司的焊接車間功率因數的前后對比(補償前的平均功率因數基本在0.77左右,補償后功率因數基本在0.95左右),可以看出我公司設計制造的TSC無功補償裝置完全能夠滿足點焊機無功補償的快速性和大容量的特點,補償后的功率因數完全滿足國家標準,同時,在有的生產繁忙月份還會出現力率電費的獎勵。如圖5和圖6所示。

圖5 補償前功率因數的變化曲線

圖6 補償后功率因數的變化曲線
4 結束語
在制造業飛速發展的現在,隨著電能質量問題在點焊機行業中凸顯,嚴重影響了該行業的發展,因此采用更加科學可靠的電能治理方案是現在亟待解決的問題,特別是在有點焊機存在機械制造行業相對集中的地區尤為重要,相信在不遠的將來,TSC補償技術能夠廣泛的應用在該補償領域,并且更加安全高效的補償方案會隨著電力電子技術的發展應運而生,為工業的發展提供更高效安全的電能治理方案。
[1]李鵬.ATSC型快速動態無功補償裝置[J].電力系統自動化,2001(5).
[2]王兆安.諧波抑制和無功功率補償[M].北京:機械工業出版社,2005,10.
[3]姜 寧,王春寧,董其國.無功電壓與優化技術問答[M].北京:中國電力出版社,2006,6.
[4]李蘭芳,點焊機三相不平衡負荷的靜止無功補償[J].高電壓技術,2010(3)
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:30:32
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
經濟技術協作信息(2018年7期)2019-01-14 03:05:42
通信電源技術(2018年3期)2018-06-26 06:33:30
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年7期)2017-06-05 09:36:14
電子制作(2017年10期)2017-04-18 07:23:16
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46