下注鋼錠保護渣的應用分析
2012-07-30 07:08:12程敏杰
一重技術 2012年5期
關鍵詞:裂紋
程敏杰
冶金系統從300 kg小鋼錠乃至13 t大鋼錠的下注工藝已普遍采用保護渣澆注。用保護渣澆注的鋼錠,不僅能提高鋼材質量,同時也能提高鋼材收得率。一重下注鋼錠系列保護渣,系采用當地的礦物原料及就近獲得的工業廢棄物,具有優良而穩定的性能和廣泛的適應性。
1 下注鋼錠保護渣的特性分析
采用保護渣澆注時,保護渣的作業行為可分為三層結構,即粉末層、燒結層、熔融層。保護渣三層結構能連續不斷地更新變化,歸根于保護渣所具備的化學和物理性質。
1.1 粘度
粘度是指保護渣熔融層的流動性。保護渣的粘度應適中,而且不能隨溫度急劇變化。此外,熔渣的粘度在冷卻過程中不得陡然升高,即熔渣應屬于“長渣”。
根據錠型大小、鋼種及出鋼溫度等,可通過調整化學組份(主要是CaO/SiO2),加入適量的助溶劑以使保護渣熔融層具有合適粘度。
1.2 熔點
熔點是指保護渣的熔化溫度。對于CaO—SiO2─Al2O3三元系保護渣,CaO是調整熔融特性的核心。
對于一重18~32 t或更大鋼錠,以堿度定為0.13,熔點定為1200℃為適宜。由此可以保證使三層結構中熔融層液態渣流入模壁與坯殼之間。
1.3 熔化速度
熔速快慢直接影響保護渣在鋼液面上形成具有合適的三層結構,其中熔融層的液體渣能連續地流入模壁與坯殼之間,形成均勻的薄渣衣。一重的18~32 t或更大鋼錠,其熔速確定為80.7 s。
2 保護渣的制作要求
2.1 原材料選擇
我廠使用的保護渣是以電廠灰和一重精煉爐渣為基料,適當調整熔劑配比為原料制成(見表1)。
2.2 保護渣粒度
保護渣粒度對保護渣物理化學性質有很大影響。一般要求粒度在60~80目以下,按一定比例組成。
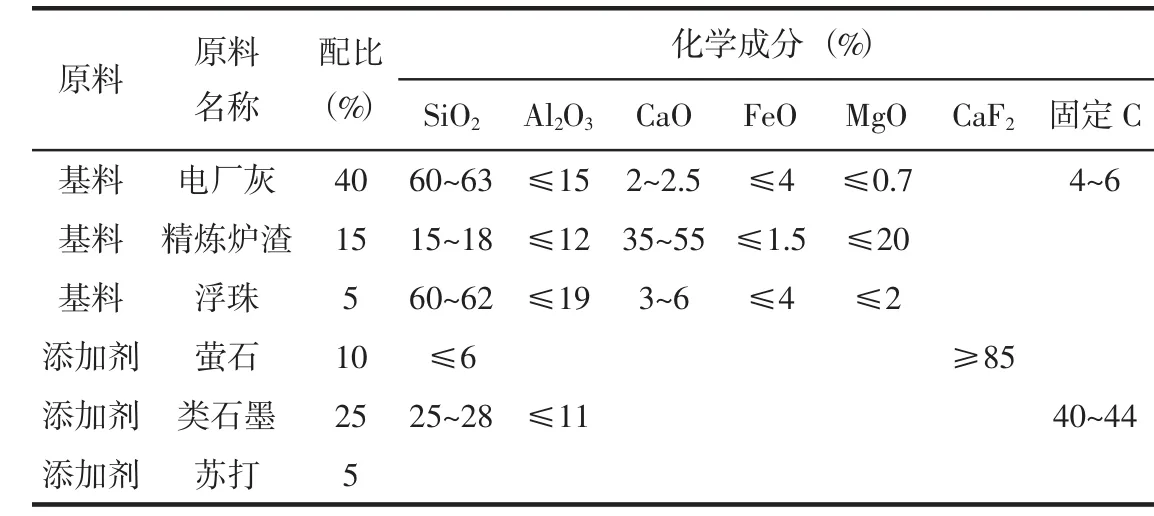
表1 保護渣原材料的化學成分
2.3 保護渣干燥
一般要求保護渣水份含量不大于0.5%,保護渣中含水量對鋼錠表面質量影響很大,特別是對鋼錠下部表面質量影響更大。若含水量大于2%,在鋼錠表面上會形成巴掌大面積的缺陷,這些缺陷在同高度各表面上均存在。而水份含量小于0.5%,表面一級品率可達90%以上。
3 保護渣的使用方法
3.1 加入量
加入量也會影響保護渣的作用。加入保護渣后,既不要露出鋼液亮光或熔融渣層,也不要加入過多而至浪費。國內外下注保護渣的加入量,一般在 1.5~2.5 kg/t鋼。
3.2 加入方法
一般采取吊掛和投入相結合的方法。即先將1/3~1/2保護渣吊掛在鋼錠模中心離模底100~200 mm高度上。當高溫鋼液從下部進入模內時,燒毀保護渣包裝袋,保護渣迅速覆蓋在鋼液表面上。隨著鋼液在模內上升,保護渣逐漸消耗。鋼液上升到錠高大約1/3~1/2處時,將會露出鋼液亮圈,此時應迅速、連續地補加剩余保護渣。
4 保護渣的作用
4.1 隔絕模內鋼液與空氣之間的相互作用
(1)防止模內鋼液二次氧化 真空澆注的一個重要作用就是防止鋼液二次氧化。我廠對用于訂貨技術條件較高的產品,大于24 t的鋼錠一般都進行真空澆注。然而又不能把所有鋼種都進行真空澆注,即其中一部分鋼錠是大氣澆注的。在大氣澆注時,鋼水表面暴露在大氣中,必然被空氣中的O所氧化而污染鋼液。鋼液被氧化形成氧化物夾雜或翻皮的過程,大致如下:
由空氣中21%{O2}溶解形成2[O]鋼液,溶解到鋼液表層的[O]與鋼中元素發生如下氧化反應:

氧化產物浮到鋼液表面后將被流動鋼液帶到模壁附近的彎月面上集聚。由于彎月面的鋼液溫度較低,而氧化物的熔點一般都較高,集聚的氧化物很快形成凝固殼并流入模壁與坯殼之間被擠壓在鋼錠表層,形成夾雜和翻皮。尤其是 (Al2O3)、 (TiO2)、(Cr2O3)之類的高熔點氧化物,相互之間能結合成熔點、硬度很高的化合物─尖晶石,更容易被反彈擠壓到坯殼表面形成夾雜。
對于以上各鋼種在澆注過程中如沒有保護渣覆蓋,鋼液被氧化所形成的各種氧化物更容易進入模壁與坯殼之間成為夾雜和翻皮。在鋼錠凝固過程中,這些夾雜和翻皮會使鋼錠側向模壁傳熱不均,促使熱應力集中,造成鋼錠表面縱、橫裂紋的產生。同時由于鋼錠表面夾雜的存在,在鍛造時不能焊合而形成表面裂紋。
此時,如果有保護渣覆蓋在鋼液表面,不僅可以防止空氣中的O氧化鋼液,同時還會把鋼液中原有夾雜溶解在保護渣中,避免或減少鋼錠表面缺陷的產生。
(2)防止鋼液表面吸收[N] 如沒有保護渣覆蓋在鋼液表面,空氣中的{N2}溶解會形成2[N]鋼液,其中[N]很容易與不銹鋼中的]發生反應形成[Ti ]
N 漂浮在鋼液表面,進而被鋼液帶到彎月面集聚形成所謂冷皮的集結物,并被卷入模壁與坯殼之間形成粗糙的表面及形成氣孔和氣孔內含渣。這是由于在彎月面上的冷皮集結物中的部分[Ti ]N發生如下反應:

其產物{N2}氣從坯殼表面移出而形成氣孔,留在孔內的是產物 (Ti O2)渣。據有關資料介紹,保護渣能防止空氣中{N2}進入鋼液中,大約可以避免增加15%~20%[N]含量。
4.2 改善鋼錠表面質量
(1)渣衣在模壁與鋼錠之間起潤滑劑作用 與模壁相接觸的鋼液在受到急冷而迅速地形成凝固殼的同時,其凝固殼向內、向下發生體積收縮,產生與模壁相對運動的摩擦力。特別是模壁內表面形成了凸凹不平的粗糙表面,將使摩擦阻力相對增大,易出現懸掛而產生表面橫裂紋。如果二者之間有1~2 mm厚的均勻渣衣存在,不僅使鋼錠表面光滑,而且能避免或減輕鋼錠因體積收縮而產生與模壁的相對摩擦力,在此渣衣起著潤滑劑作用。
(2)渣衣能改善鋼錠的傳熱條件 高溫鋼液流入常溫模內會形成極大溫差,使鋼液與模壁相接觸表面迅速地形成激冷層(凝固殼)。凝固殼形成的同時,還將伴隨著體積收縮,使凝固殼與模壁之間出現氣隙,造成緩冷。
因激冷會使激冷層中產生很大熱應力,容易出現表面裂紋。而緩冷則延緩鋼錠的凝固,使生產率下降,惡化鋼錠的低倍組織。
而應用保護渣澆注后,在錠與模壁之間會形成一種特殊的夾層——渣衣。在鋼液向橫壁傳熱過程中,渣衣起著下列作用:
①首先使鋼錠絕熱,減緩初期的急冷作用。這是因為高溫鋼液在接觸模壁之前,先接觸的是幾乎具有相同溫度的渣衣,故渣衣就象絕熱層似地,減緩了鋼液向模壁的傳熱作用。
②凝固殼形成的同時,伴隨著體積收縮,流入模壁與坯殼之間的渣衣取代了傳熱差的氣層,起著傳熱良導體的作用,提高鋼錠均勻冷卻速度,改善鋼錠內部柱狀晶結構,減少偏析的發生。同時如前面分析那樣,避免或減少在鋼錠凝固過程中由于傳熱不均勻性造成熱應力集中產生表面裂紋缺陷。
③均勻覆蓋在鋼液表面上的保護渣能使鋼液平穩上升,避免因鋼液飛濺、紊流所造成的鋼錠表面結疤缺陷。
④由于保護渣絕熱性好,故保溫效果好,避免因溫降而在鋼錠表面產生皺紋。
4.3 潤濕吸收夾雜能力
保護渣吸收Al2O3為主的夾雜能力的強弱直接影響到鋼錠的質量,同時也是衡量保護渣性能的一項主要參數[1]。
吸收夾雜、溶解氧化物的保護渣熔融層必須具備三個條件:
(1)對夾雜、氧化物有較強的潤濕性。
(2)對夾雜、氧化物有較低的活度。
(3)向保護渣中加入助熔劑,以利于提高吸收夾雜和溶解氧化物的速度。
根據國內外資料介紹,一般保護渣脫出鋼中Al2O3夾雜可達50%~60%左右。從現場取4~6 t及18~32 t鋼錠保護渣澆注時模內渣的樣品分析后發現,4~6 t鋼錠保護渣吸收Al2O3量是原保護渣的2.7倍,18~32 t鋼錠保護渣吸收Al2O3量是原保護渣中的1.7倍。保護渣還有吸收其它氧化物的作用。保護渣中Al2O3含量越低越好。
保護渣在澆注過程中吸收大量的Al2O3后熔渣粘度變化較小,具有良好的化學穩定性[1]。
4.4 有保濕、防止熱損失的作用
覆蓋在鋼液表面上的保護渣是一種絕熱性物質,在隨鋼液在模內上升過程中,從始至終有效地防止鋼液的熱輻射、對流傳熱的損失,起著保溫作用。
5 保護渣的使用效果
(1)鋼錠表面質量好
對從模內脫出的鋼錠進行觀察后發現,使用上述保護渣澆出的鋼錠表面非常光滑,無裂紋、夾渣、水紋、麻點等表面易產生缺陷。其中18~32 t鋼錠表面質量的改善尤為突出。
(2)減少鍛造廢品率
鋼錠表面質量的提高,使鋼錠鍛造時表面鍛造裂紋明顯減少。例如極易產生鍛造裂紋的鍛鐵軋輥,以前采用電爐鋼水無保護渣上注鋼錠,鍛造裂紋非常嚴重,廢品率達50%。而改用精煉爐鋼水保護下注鋼錠后,鍛造裂紋少且小,鍛造廢品率減至5%以下。
6 結語
實踐證明,采用保護渣澆注是提高鋼錠內外部質量、提高收得率的有效措施。特別對大型鋼錠的下注工藝而言,采用保護渣澆注是必不可少的。
[1]MC系列模鑄保護渣的研究下載.作者:潘國平、張求劍、代仕艷、魏慶成、甘永年、韓剛.來自:煉鋼.發表時間:1992-03-01.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38