三坐標(biāo)測量機在柴油機機體測量中的應(yīng)用研究
2012-08-03 11:56:16程敢峰胡步凡夏煥金
鐵道機車車輛 2012年2期
關(guān)鍵詞:測量
程敢峰,胡步凡,夏煥金
(中國南車集團 戚墅堰機車有限公司 柴油機分廠,江蘇常州213011)
柴油機的機體作為整個柴油機的安裝基礎(chǔ)和骨架,結(jié)構(gòu)形狀復(fù)雜。機體上各安裝面的尺寸和形位精度直接決定了柴油機其他相關(guān)零部件如曲軸、凸輪軸、活塞、連桿等在機體上的裝配精度和柴油機的性能,所以對機體加工表面的尺寸精度、形位精度的測量提出了更高的要求。用傳統(tǒng)的測量方法進行機體測量,存在著測量效率低、工作量大、測量不確定度高、測量影響環(huán)節(jié)多等多方面的問題,一些尺寸甚至存在無法測量的問題。這些問題將直接影響到機體測量的準(zhǔn)確性,而且不利于現(xiàn)場質(zhì)量的控制,尤其對于設(shè)計和加工要求較高的尺寸,傳統(tǒng)的測量方法在一定程度上還有可能造成檢驗的誤判,增加工件加工過程中機床調(diào)整的時間和頻次,甚至產(chǎn)生不必要的損失。
當(dāng)前,三坐標(biāo)測量機可以進行零件和部件的尺寸、形狀及相互位置的檢測,并且檢測效率是傳統(tǒng)的專用設(shè)備測量效率的1.5~2倍[1],同時還大大地提高測量精度和減輕勞動強度。基于三坐標(biāo)測量機的上述特點,使用LK Ultima 60.25.20的三坐標(biāo)測量機作為機體測量改進測量方法的主要測量設(shè)備。
三坐標(biāo)測量機的型號選定后,測量精度主要由測量機所處的環(huán)境溫度、濕度、清潔度和測量工藝來體現(xiàn)的,下面以生產(chǎn)的某種柴油機機體,如圖1所示,作為研究對象進行測量工藝研究。
1 測量工件的裝夾
機體為U型箱體類零件,在夾具松開、夾緊狀態(tài)下測量會存在測量數(shù)據(jù)差異較大的現(xiàn)象。為確保測量結(jié)果能反映出要求狀態(tài)的加工尺寸精度,機體測量時的裝夾狀態(tài)保持與其在加工時所處的裝夾狀態(tài)完全一致。柴油機機體加工時采用隨行夾具定位在機床工作臺上,加工完畢后在不松開夾具的條件下進行測量,解決了測量狀態(tài)要求的問題。采用隨行夾具的工藝方案后,為使隨行夾具達到移送系統(tǒng)裝置的精度,采用直線導(dǎo)軌移送的方案。同時為了克服三坐標(biāo)測量機輸送導(dǎo)軌與工件輸送導(dǎo)軌斷續(xù)對接,對隨行夾具的輸送狀態(tài)、定位精度和三坐標(biāo)測量機的整體測量精度的影響,將原來只對三坐標(biāo)測量機進行防震基礎(chǔ)的施工,改為對三坐標(biāo)測量機和隨行夾具移送系統(tǒng)裝置整體進行防震基礎(chǔ)的施工。該綜合方案可以克服因基礎(chǔ)變形、局部偏載而造成三坐標(biāo)測量機的測量誤差等諸多影響。
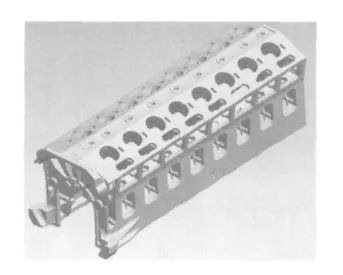
圖1 機體模型
2 測量環(huán)境的控制
機體材料球墨鑄鐵在室溫狀態(tài)下熱膨脹系數(shù)為11.2×10-6[2],針對上述溫度影響,綜合實際經(jīng)驗,對機體生產(chǎn)線設(shè)備及廠房采取以下措施:采用全空調(diào)車間,因為工廠處于中國南方地區(qū),特別是冬夏季節(jié)溫差大,若不控制環(huán)境溫度,其產(chǎn)生的綜合效應(yīng)將使過程質(zhì)量控制無法進行。在空調(diào)車間中再設(shè)置一個小空調(diào)房,放置三坐標(biāo)測量機及其控制系統(tǒng)。三坐標(biāo)測量機空調(diào)房保證測量精度的溫度范圍為:20℃±2℃,時間梯度:4℃/D,1℃/h,空間梯度:1℃/m。環(huán)境濕度:測量機空調(diào)房內(nèi)≤80%。
這樣生產(chǎn)車間的溫度和檢測房的溫度都控制在較小的變化范圍內(nèi),基本保持一致。這樣測量數(shù)據(jù)對指導(dǎo)生產(chǎn)才有實際意義。
由于動態(tài)測頭是在與實體接觸的瞬間進行測量采樣工作,無論X、Y、Z任何方向受到力,均會產(chǎn)生階躍信號,因而工件表面的清潔情況對測量的準(zhǔn)確與否至關(guān)重要。測量之前要求先用蘸有清潔劑的抹布對測量表面和測量頭全部清潔一遍,然后,再用干抹布全部清潔一遍,每次抹布使用后需要清洗。如果測量中發(fā)現(xiàn)有超差情況出現(xiàn),并且數(shù)據(jù)點偏離很大,首先就要考慮清潔問題。尋找測量超差項點的要素提取點位,仔細觀察是否存在金屬碎屑或毛刺,再次清潔后重新測量。
3 測量坐標(biāo)系的建立
對于檢測的整個過程中,最基本也是最至關(guān)重要的工作是測量基準(zhǔn)的定義和確立。在選擇測量坐標(biāo)系基準(zhǔn)時,應(yīng)首先考慮基準(zhǔn)平面間或基準(zhǔn)線間是否垂直、基準(zhǔn)平面與基準(zhǔn)線間是否平行,并且要盡量按照設(shè)計、加工、測量三基準(zhǔn)相統(tǒng)一的原則選擇測量坐標(biāo)系。由圖2、圖3可知,某型號機體的1#和9#主軸承孔公共軸線是主要設(shè)計基準(zhǔn)和工藝基準(zhǔn),9#主軸承孔外側(cè)止推面和機體底平面是另兩個設(shè)計基準(zhǔn)。從設(shè)計意圖上看,主軸承孔公共軸線與9#主軸承孔外側(cè)止推面為垂直關(guān)系,主軸承孔公共軸線與機體底平面為平行關(guān)系,9#主軸承孔外側(cè)止推面和機體底平面為垂直關(guān)系。工件坐標(biāo)系的基準(zhǔn)元素選擇應(yīng)圍繞這三者進行。
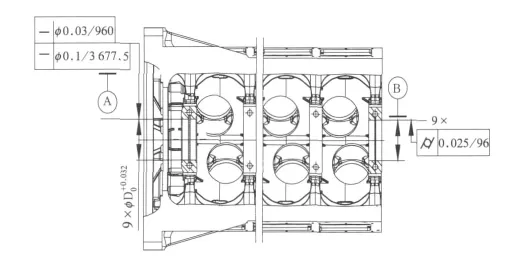
圖2 機體示意圖
3.1 粗基準(zhǔn)建立
首先使用人工手工模式測量9#主軸承孔外側(cè)止推面,測4點,以該平面法向作為X方向,X原點在該平面上。人工手動模式測量9#主軸承孔,以元素圓的方式測量4點,將Y軸和Z軸原點移動到該圓圓心位置。
3.2 精基準(zhǔn)建立
在單軸基準(zhǔn)坐標(biāo)系D(2)下,以程序模式測量9#主軸承孔,以元素圓柱(CYL001),測量8點,將Y軸和Z軸原點移動到該圓柱軸線位置,以圓柱軸線為基準(zhǔn),旋轉(zhuǎn)Y軸和Z軸,使YZ平面垂直于該圓柱軸線。該坐標(biāo)系為D(5)。
圖3 機體示意圖
在坐標(biāo)系D(5)下,設(shè)置工作平面為YZ平面,程序模式測量9#主軸承孔外側(cè)止推面,以元素平面(PLN_ThrustFace)測6點。
設(shè)置測頭接近距離為5,設(shè)置測頭回退距離為10。程序模式測量主軸孔止推面和機體底面交線所在位置的直線,以元素直線(LINE_+Y_PAN)測6點。
定義平面(PLN_ThrustFace)為基準(zhǔn)D,圓柱(CYL001)軸線為基準(zhǔn)E,直線(LINE_+Y_PAN)為基準(zhǔn)F。
建立坐標(biāo)系D(6):基準(zhǔn)E為-X軸,Y軸原點,Z軸原點;基準(zhǔn)F為Y軸;基準(zhǔn)D為X軸原點。
程序模式測量1#主軸承孔,以元素圓柱(CYL002)測量8點。
3.3 測量坐標(biāo)系的確定
構(gòu)造 一 條 直 線 (LINE_CRKB_X),將 圓 柱(CYL001)和圓柱(CYL002)的中心點連接而成。
定義直線(LINE_CRKB_X)為基準(zhǔn)G,直線(LINE_+Y_PAN)為基準(zhǔn)C,平面(PLN_ThrustFace)為基準(zhǔn)D。
建立工件坐標(biāo)系D(7):基準(zhǔn)G為X軸,Y軸原點,Z軸原點;基準(zhǔn)C為Y軸;基準(zhǔn)D為X軸原點。
由于1#和9#主軸承孔公共軸線是主要設(shè)計基準(zhǔn),且兩孔為長距孔,總長3 677.5mm,符合大特征的要求。因此選該公共軸線作為工件主基準(zhǔn)。將1#和9#主軸承孔作為圓柱元素測量,計算兩圓柱的中心,這兩個圓柱的中心可以作為空間點定義,計算這兩個空間點連線構(gòu)造的3D直線。該3D直線,即為1#和9#主軸承孔公共軸線,它只能通過計算得到,而不能通過測量得到。
主基準(zhǔn)確定后,機器坐標(biāo)系的X軸與1#和9#主軸承孔公共軸線的空間夾角也確定了,工件坐標(biāo)系傾斜該角度后,就確定了新的X軸(空間軸),將該軸線定義為工件坐標(biāo)系的Y軸和Z軸的原點。
在9#主軸承孔的止推面上以極坐標(biāo)方式測6點,X方向的原點設(shè)置在該平面上。
定義第二基準(zhǔn)。在機體后端底面與主軸承孔外側(cè)止推面相交的直線理論位置上測量6點,根據(jù)測量點計算直線實際方向,將Y軸旋轉(zhuǎn)到該直線的實際方向。根據(jù)右手螺旋法則,Z軸自動生成。X軸正方向指向機體前端面,Y軸正方向指向機體右側(cè),Z軸正方向指向機體底面。工件坐標(biāo)系示意圖如圖4所示。
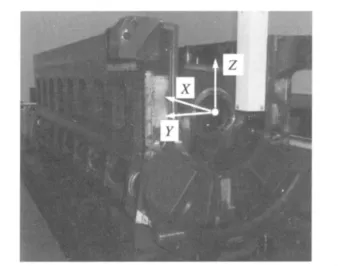
圖4 工件坐標(biāo)系
4 采點策略
采點策略直接關(guān)系到測量精度和測量效率。對于某型號柴油機機體的三坐標(biāo)測量工序中,測量要素可分為圓柱和平面兩大類。而圓柱要素的提取又是靠其截面圓要素的采集來實現(xiàn)的。圓的直徑和圓心位置根據(jù)圓柱表面輪廓各點位置的測量結(jié)果來確定。
每個測量點都是獨立的,由圓形數(shù)學(xué)模型計算可推導(dǎo)出公式(1)、公式(2)[3]:
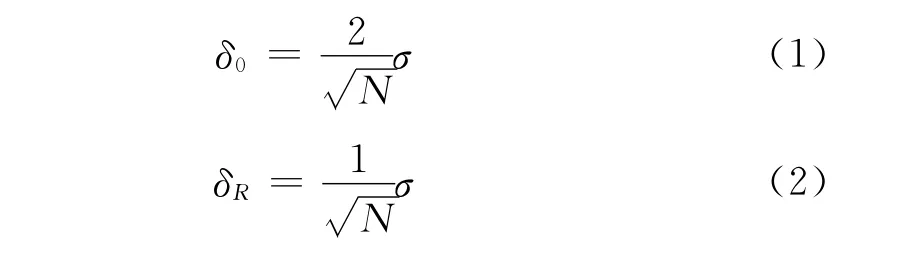
其中σ為每個測量點測量的不確定度;δ0、δR分別為圓心坐標(biāo)合成標(biāo)準(zhǔn)不確定度和半徑合成標(biāo)準(zhǔn)測量不確定度;N為測量點數(shù)。
由上式可知圓心坐標(biāo)合成標(biāo)準(zhǔn)不確定度δ0和半徑合成標(biāo)準(zhǔn)不確定度δR均與成正比。圓心坐標(biāo)合成標(biāo)準(zhǔn)不確定度δ0是半徑合成標(biāo)準(zhǔn)不確定度δR的兩倍。隨著測量點數(shù)的增加,圓心坐標(biāo)測量不確定度和半徑測量不確定度減少。這樣我們就可以根據(jù)測量精度要求來確定測量點數(shù)。
4.1 采點位置及數(shù)量
測量第1至第9主軸孔。使用7號測頭。測量位置為主軸承孔圓柱面分4層,每層測量4點。測量結(jié)果用于計算主軸孔直徑、位置度、圓柱度和直線度。對于圓柱面的采點,一般要求采2個圓截面,每個面上成90°均布4點。為了更好的擬合主軸孔的圓柱要素,這里增加了2個截面,比較充分地考慮到了軸承孔本身形狀誤差和尺寸制造誤差。如圖5。
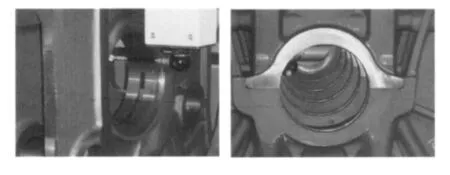
圖5 測量1#至9#主軸孔
左右兩側(cè)10°面和左右側(cè)垂直面的測量均屬于平面元素的測量。采點范圍盡可能遍及整個平面,采點數(shù)量視平面特征而定。這4個平面是安裝各種管道、蓋板的連接平面,對平面的位置精度并沒有嚴格要求,因此采點數(shù)量只需比擬合平面要素所必須的3個點多幾個點即可。具體測量位置為:測量左10°面,在第5和第6觀察窗口之間上下測2點,在第8觀察窗口靠后端上下測2點。左右兩側(cè)測量位置和方法相同。如圖6所示。
除采點位置和采點數(shù)量需要確定外,數(shù)據(jù)的采集還應(yīng)注意測頭的運動路線,盡量減少測頭旋轉(zhuǎn)次數(shù)和移動空程,確定必要的停留點,防止測頭與工件相碰。

圖6 測量左右10°面
影響數(shù)據(jù)采集效率的因素很多,如測頭的大小,測頭大可以減少測量行程,但受到孔徑的限制;測頭小,對圓弧面,尤其是小圓弧面的測量將比大測頭更加準(zhǔn)確,但受到測桿直徑的限制,對一些深小孔的測量可能由于測桿先接觸到孔壁而產(chǎn)生測量誤差。此外測桿的選擇也相當(dāng)重要。測桿過短,進入孔的深度有限;過長,容易引起抖動,導(dǎo)致測量過程中斷,同時,測桿過長也會限制測量速度。
5 結(jié)束語
GRR(Gauge Repeatability and Reproducibility)是用來綜合評定測量方法誤差、測量人員的操作誤差及測量儀器誤差。當(dāng)GRR≤30%時,表示測量方法、測量系統(tǒng)是滿足要求的,可以接受的。經(jīng)過對某種型號的機體關(guān)健尺寸項點,如曲軸孔圓柱度和全長的直線度、凸輪孔的圓柱度和全長的直線度等尺寸,作GRR試驗,其GRR均小于15%,證明所選用的三坐標(biāo)測量機、測量環(huán)境的控制和測量工藝是完全滿足某種型號機體測量的要求。在某種型號柴油機機體測量工藝通過驗收后,現(xiàn)已測量了500多只同種型號柴油機機體,沒有因為測量進度而影響整個柴油機機體加工進度,證明其測量節(jié)拍能滿足機體生產(chǎn)要求,即所選用的采點策略和測量速度也是滿足工藝要求的。
[1]張國雄.三坐標(biāo)測量機[M],天津:天津大學(xué)出版社,1999.
[2]GB/T 1348-1988.球墨鑄鐵件[S].
[3]鄒 鋒.坐標(biāo)測量法中圓參數(shù)測量不確定度的研究[D].合肥:合肥工業(yè)大學(xué),2005.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00