HXN3機(jī)車軸箱體鑄造工藝及模具CAD/CAM技術(shù)的應(yīng)用
2012-08-03 11:56:20張可剛
鐵道機(jī)車車輛 2012年2期
關(guān)鍵詞:工藝設(shè)計(jì)
張可剛
(中國(guó)北車集團(tuán) 大連機(jī)車車輛有限公司,遼寧大連116021)
HXN3機(jī)車軸箱體是HXN3機(jī)車走行部分的關(guān)鍵件之一,由于其獨(dú)特的設(shè)計(jì)結(jié)構(gòu),采用傳統(tǒng)的二維工程圖進(jìn)行鑄造工藝設(shè)計(jì)和鑄造模具的設(shè)計(jì)與制造比較困難。考慮到該產(chǎn)品已進(jìn)行了三維實(shí)體設(shè)計(jì),具有鑄造工藝及模具三維實(shí)體設(shè)計(jì)制造的基礎(chǔ),為此,嘗試采用UG軟件CAD/CAM技術(shù),對(duì)HXN3機(jī)車軸箱體鑄造工藝及模具進(jìn)行三維實(shí)體設(shè)計(jì)和數(shù)控加工自動(dòng)編程,并通過(guò)開發(fā)UG軟件后處理功能,應(yīng)用引進(jìn)的5軸數(shù)控加工機(jī)床,采用數(shù)控加工技術(shù)完成HXN3機(jī)車軸箱體鑄造模具加工制造。
1 HXN3機(jī)車軸箱體三維鑄造工藝設(shè)計(jì)
HXN3機(jī)車軸箱體(見(jiàn)圖1)在設(shè)計(jì)結(jié)構(gòu)上,由于沒(méi)有明顯的分型面,采用常規(guī)二維圖工藝設(shè)計(jì)難度較大。為此,根據(jù)軸箱體三維實(shí)體模型嘗試采用三維鑄造工藝設(shè)計(jì)。三維鑄造工藝設(shè)計(jì)是在三維實(shí)體設(shè)計(jì)模型的基礎(chǔ)上完成澆口、冒口、砂芯、分型面等工藝設(shè)計(jì)工作,該設(shè)計(jì)方法具有圖形直觀、便于工藝分析等特點(diǎn),有利于鑄造工藝的模擬分析和模具設(shè)計(jì)與數(shù)控加工。該工藝設(shè)計(jì)應(yīng)用了UG軟件CAD技術(shù),對(duì)HXN3機(jī)車軸箱體澆口、冒口及砂芯進(jìn)行了三維工藝設(shè)計(jì)。圖2為澆口、冒口三維工藝設(shè)計(jì)圖,圖3為分型面及砂芯三維工藝設(shè)計(jì)圖。具體設(shè)計(jì)方案如下。

圖1 軸箱體三維設(shè)計(jì)模型圖
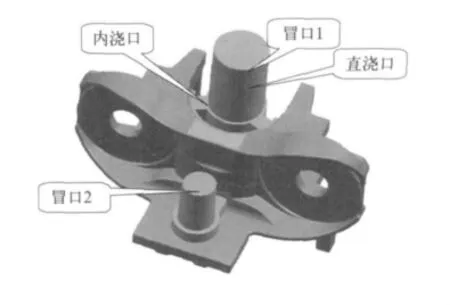
圖2 澆口、冒口三維工藝設(shè)計(jì)圖
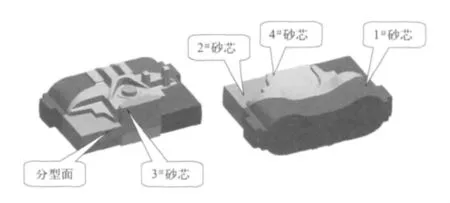
圖3 砂芯三維工藝設(shè)計(jì)圖
1.1 澆注系統(tǒng)設(shè)計(jì)
根據(jù)軸箱體結(jié)構(gòu)特點(diǎn),設(shè)置二道內(nèi)澆口,并將內(nèi)澆口開在軸瓦加工面上,并考慮到內(nèi)澆口又是鑄件補(bǔ)縮通道,因此,內(nèi)澆口尺寸適當(dāng)放大,其截面尺寸為:50mm×90mm。為了保證鑄件補(bǔ)縮效果,直澆口采用φ160 mm×250mm保溫冒口套,直澆口總高度設(shè)計(jì)為294 mm。
1.2 冒口設(shè)計(jì)
HXN3機(jī)車軸箱體全部采用保溫冒口,在內(nèi)澆口處放置φ160mm×250mm保溫冒口套1個(gè),在另一側(cè)放置了1個(gè)φ90mm×120mm的保溫冒口,加強(qiáng)鑄件補(bǔ)縮。
1.3 分型面及砂芯設(shè)計(jì)
HXN3機(jī)車軸箱體分上、下型,分型面通過(guò)軸箱體彈簧座圓孔中心上下分型。共有4種砂芯(2#砂芯為2塊),其中1#砂芯根據(jù)HXN3機(jī)車軸箱體結(jié)構(gòu)特點(diǎn),芯頭采用了曲面設(shè)計(jì)結(jié)構(gòu)。
2 HXN3機(jī)車軸箱體模具設(shè)計(jì)及制造
2.1 HXN3機(jī)車軸箱體模具設(shè)計(jì)
在三維鑄造工藝設(shè)計(jì)基礎(chǔ)上,對(duì)HXN3機(jī)車軸箱體模具進(jìn)行了三維設(shè)計(jì),圖4為設(shè)計(jì)的軸箱體上、下模具三維實(shí)體圖。
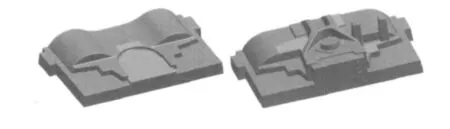
圖4 上、下模具三維實(shí)體圖
2.2 HXN3機(jī)車軸箱體模具數(shù)控加工編程及制造
CAM技術(shù)是在CAD技術(shù)基礎(chǔ)上,在計(jì)算機(jī)上輸入加工工藝參數(shù)和選擇優(yōu)化加工工藝,并應(yīng)用模擬仿真系統(tǒng)進(jìn)行加工過(guò)程的模擬,形成刀具位置源文件。最后利用后處理軟件對(duì)其刀具位置源文件進(jìn)行后置處理,形成數(shù)控機(jī)床可識(shí)別的NC代碼文件,實(shí)現(xiàn)計(jì)算機(jī)數(shù)控編程。
計(jì)算機(jī)數(shù)控編程擺脫了傳統(tǒng)手工編程效率低,程序易出錯(cuò),尤其對(duì)復(fù)雜曲面手工方法無(wú)法實(shí)現(xiàn)編程等弊端,極大地提高了加工工藝水平和產(chǎn)品質(zhì)量。通過(guò)對(duì)UG軟件CAM系統(tǒng)的開發(fā)應(yīng)用,成功的制造出高質(zhì)量的HXN3機(jī)車軸箱體模具。
2.2.1 HXN3機(jī)車軸箱體數(shù)控加工編程
采用UG軟件CAM技術(shù)對(duì)HXN3機(jī)車軸箱體上、下型模具及芯盒進(jìn)行了數(shù)控加工編程,其主要步驟有:
(1)打開文件,取出模具工件和毛坯(Workpiece)組裝圖,將坐標(biāo)系(WCS)移至機(jī)床加工坐標(biāo)原點(diǎn)(Z軸朝上)。
(2)進(jìn)入加工模塊,根據(jù)加工工件創(chuàng)建刀具庫(kù)。
(3)創(chuàng)建加工坐標(biāo)系(MCS),然后對(duì)工件和毛坯進(jìn)行指定。
(4)創(chuàng)建加工操作方法,進(jìn)入加工設(shè)置界面,選擇加工類型(輪廓銑、平面銑等)。
(5)進(jìn)入加工設(shè)置界面,進(jìn)行部件及加工參數(shù)(刀具、切削模式、步距、加工余量、主軸轉(zhuǎn)速、走刀速度、進(jìn)退刀方式等)的選擇確定。
(6)生成刀具位置源文件。
(7)模擬仿真加工刀軌。
按上述步驟完成的HXN3機(jī)車軸箱體上、下型模具加工模擬仿真結(jié)果見(jiàn)圖5。

圖5 上、下模具加工模擬仿真
2.2.2 后置處理文件的開發(fā)
由于采用UG CAM進(jìn)行自動(dòng)數(shù)控編程,生成的刀具位置源文件,其數(shù)控機(jī)床的特定數(shù)控系統(tǒng)并不能自動(dòng)識(shí)別,因此,需要把UG CAM生成的刀具位置源文件轉(zhuǎn)換為特定數(shù)控系統(tǒng)能夠識(shí)別的數(shù)控NC程序,該轉(zhuǎn)換過(guò)程稱之為后置處理。由于不同的數(shù)控機(jī)床有著不同的數(shù)控系統(tǒng),需要采用不同的后置處理文件對(duì)刀具位置源文件進(jìn)行處理。因此,針對(duì)我公司引進(jìn)的5軸數(shù)控鑄造模具加工中心數(shù)控系統(tǒng),采用UG/PostBuilder進(jìn)行了UG后置處理文件的開發(fā)。
UG/PostBuilder是一個(gè)圖形化界面編輯工具,可靈活定義NC程序輸出的格式和順序,以及程序頭尾、操作頭尾、換刀等。UG/PostBuilder后處理開發(fā)流程見(jiàn)圖6。
2.2.3 后置處理
應(yīng)用開發(fā)的后置處理文件,對(duì)生成的HXN3機(jī)車軸箱體模具數(shù)控加工刀具位置源文件進(jìn)行后置處理,圖7為HXN3機(jī)車軸箱體下型模具粗加工后置處理形成NC文件的圖形界面。

圖6 UG/PostBuilder后處理開發(fā)流程圖
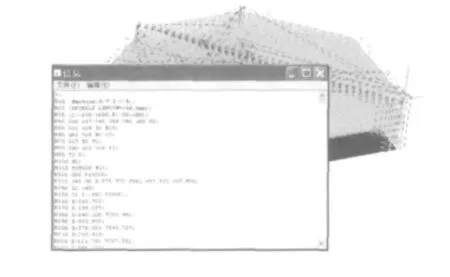
圖7 后置處理圖形界面
2.2.4 HXN3機(jī)車軸箱體模具加工
通過(guò)UG CAM進(jìn)行自動(dòng)數(shù)控編程形成的NC程序文件,并應(yīng)用我公司引進(jìn)的5軸數(shù)控鑄造模具加工中心對(duì)HXN3機(jī)車軸箱體模具進(jìn)行了數(shù)控加工。成功的加工出HXN3機(jī)車軸箱體上、下模及芯盒,極大地提高了模具尺寸精度和制作效率,確保HXN3機(jī)車軸箱體試制一次成功。在此基礎(chǔ)上制作了HXN3機(jī)車軸箱體金屬模具,圖8為HXN3機(jī)車軸箱體上、下型金屬模具圖。
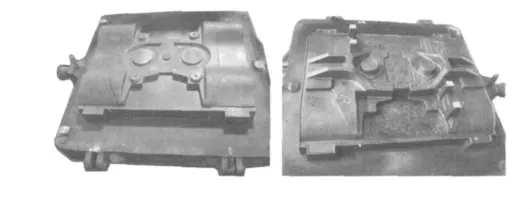
圖8 上、下型金屬模具圖
3 結(jié)論
(1)采用UG軟件CAD/CAM技術(shù)成功的實(shí)現(xiàn)了HXN3機(jī)車軸箱體三維鑄造工藝和模具設(shè)計(jì),并通過(guò)對(duì)UG數(shù)控編程和后置處理的開發(fā),完成了HXN3機(jī)車軸箱體的模具數(shù)控加工編程和制造。
(2)HXN3機(jī)車軸箱體模具的數(shù)控加工,解決了傳統(tǒng)手工制作模具,制作工期長(zhǎng)、精度低的問(wèn)題。同時(shí),為公司鑄造模具制作提供了先進(jìn)的技術(shù)手段。
(3)HXN3機(jī)車軸箱體的試制和生產(chǎn)應(yīng)用證明,該技術(shù)完全可滿足HXN3機(jī)車軸箱體尺寸精度要求,同時(shí),縮短了試制周期,為HXN3機(jī)車軸箱體國(guó)產(chǎn)化提供了有力保證。
[1]沈春根,江 洪,朱長(zhǎng)順,等.UG NX 4.0CAM 實(shí)例解析[M].北京:機(jī)械工業(yè)出版社,2007.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03