新型脈沖電子束焊接偏壓電源設計
2012-08-07 10:52:18齊鉑金徐國寧劉方軍
北京航空航天大學學報
2012年10期
齊鉑金 徐國寧 劉方軍 肖 攀
(北京航空航天大學 機械工程及自動化學院,北京100191)
1 問題提出
電子束焊接是利用會聚的連續高速電子流轟擊焊件連接部位所產生的熱能使被焊金屬熔合的焊接方法.脈沖電子束焊接是相對于通常所說的連續束流電子束焊接而言的,即將焊接束流調制成脈沖形式進行焊接[1-2].在保持同樣的功率情況下,脈沖電子束焊接比傳統的連續束流電子束焊接的穿透深度和深寬比要大30% ~50%[3],能夠使中壓電子束焊透深度接近常規連續束流高壓電子束的焊透深度[4].并且脈沖電子束焊接對薄壁件焊接能夠起到降低熱輸入和防止被焊工件過熱,減少焊接變形的效果.到目前為止,通過查詢國內外相關文獻,脈沖電子束焊接相關研究報道還不多見.
脈沖電子束焊接電源由加速電源、陰極加熱電源和脈沖偏壓電源組成,如圖1所示,其中脈沖偏壓電源產生脈沖柵偏電壓,是實現脈沖束流的核心和關鍵.
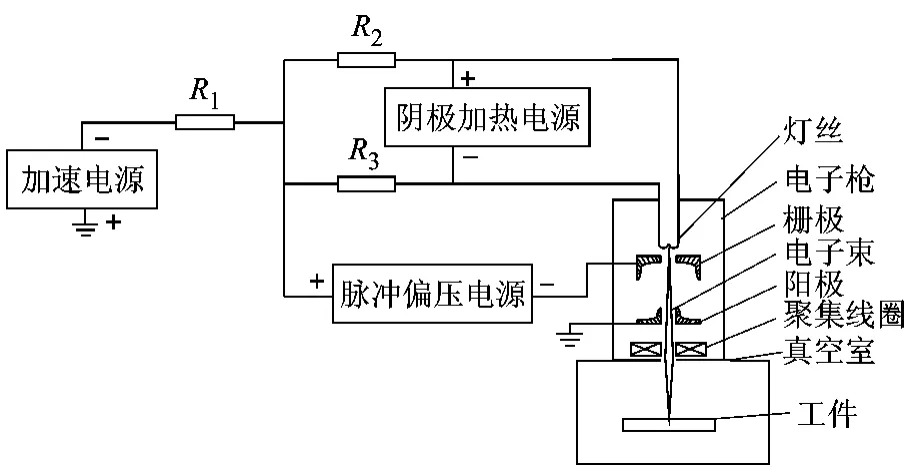
圖1 脈沖電子束焊接電源總圖
脈沖偏壓電源的主要作用是控制和調節脈沖電子束流,它的原理是在陰極和柵極之間加脈沖柵極偏壓,通過調節脈沖柵極偏壓的參數調節脈沖電子束流的參數.其中電子束流和柵偏電壓對應關系如圖 2 所示[3-5].
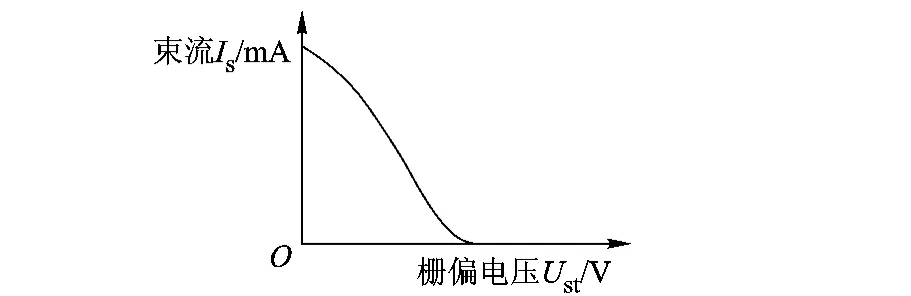
圖2 束流與柵偏電壓關系示意圖
從圖2中可以看出,隨著柵偏電壓值增大,束流值減小,高的柵偏電壓值對應小的電子束流值,低的柵偏電壓值對應大的電子束流值.
根據束……
登錄APP查看全文