新型耐熱鋼用于超超臨界機(jī)組鍋爐出現(xiàn)的問題分析及對策
2012-08-09 02:12:22劉鴻國
電力建設(shè) 2012年2期
劉鴻國
(華能玉環(huán)電廠,浙江省 臺州市,317604)
0 引言
新型鋼材應(yīng)用是超超臨界機(jī)組鍋爐的關(guān)鍵技術(shù)之一。T23、T/P92、SUP304H、HR3C 等新型耐熱鋼在國外已研究應(yīng)用多年,但在國內(nèi)使用時間還較短。部分新型耐熱鋼實(shí)施了國產(chǎn)化或正在實(shí)施國產(chǎn)化,對材料的制造、安裝工藝、使用性能及特性尚未全面掌握。近年來有些采用新型耐熱鋼的超超臨界機(jī)組鍋爐先后出現(xiàn)焊口開裂、受熱面爆管、氧化皮堆積堵管等問題,嚴(yán)重影響了機(jī)組安全、穩(wěn)定運(yùn)行。分析這些新型耐熱鋼早期失效案例的原因、機(jī)理,提出預(yù)防措施,對超超臨界機(jī)組鍋爐安全運(yùn)行以及更高等級鍋爐的選材有重要的借鑒意義。
1 鍋爐的熱負(fù)荷、用材及常見缺陷
國內(nèi)超超臨界鍋爐主要由哈爾濱鍋爐廠、上海鍋爐廠、東方鍋爐廠制造(哈爾濱鍋爐廠簡稱A廠、上海鍋爐廠簡稱B廠、東方鍋爐廠簡稱C廠),它們所依托的外方技術(shù)路線不同,因此在1 000 MW超超臨界機(jī)組鍋爐爐型和熱負(fù)荷選擇上有較大差異,如表1所示。

表1 1 000 MW超超臨界機(jī)組鍋爐熱負(fù)荷Tab.1 Heat load of 1 000 MW USC boilers
由于設(shè)計(jì)及制造方面的差異,3家鍋爐廠的產(chǎn)品在實(shí)際運(yùn)行中先后出現(xiàn)了不同的問題。A廠水冷壁設(shè)計(jì)了節(jié)流孔圈,由于制造、安裝、運(yùn)行過程中的清潔和給水品質(zhì)等問題,節(jié)流孔圈極易堵塞造成超溫爆管。B廠水冷壁采用T23鋼,該類鋼由于焊接工藝及設(shè)計(jì)、結(jié)構(gòu)應(yīng)力等原因,水冷壁焊縫及鰭片容易開裂。一些發(fā)電廠在集箱、管道、三通等部件上較多地出現(xiàn)P92鋼焊縫裂紋、異種鋼接頭早期失效,甚至出現(xiàn)了HR3C鋼管子彎部垂直段爆裂、Super304H鋼氧化皮剝落等現(xiàn)象。
2 T/P92鋼應(yīng)用中的主要問題
國內(nèi)首臺1 000 MW超超臨界機(jī)組投運(yùn)已經(jīng)5年了,但是對新型耐熱鋼材仍然缺乏足夠的認(rèn)識。由于一些設(shè)計(jì)、制造單位用材不當(dāng),配管及施工單位對規(guī)程執(zhí)行不嚴(yán),出現(xiàn)了T/P92鋼管道、集箱焊縫開裂,表面產(chǎn)生裂紋等早期失效現(xiàn)象。某電廠2號鍋爐,材質(zhì)為P92鋼的高壓再熱器、高壓過熱器集箱由日本制造,在運(yùn)行1年后的檢修中,經(jīng)射線和超聲波檢查,其焊縫存在大量不同深度的裂紋,其中10個焊口需要挖補(bǔ)或切割消缺。電廠和制造廠分析原因,認(rèn)為是日本方面焊接工藝存在問題。某電廠3號鍋爐投運(yùn)4個月,B側(cè)再熱器出口管道(材質(zhì)為SA335P92鋼,規(guī)格為φ836 mm×46 mm,運(yùn)行溫度600℃,壓力27.46 MPa),出鍋爐后的第1個彎頭處水壓堵閥與直管段對接焊縫發(fā)現(xiàn)有貫穿性裂紋,裂紋已穿透焊縫,外表面裂紋長度約為650 mm,見圖1。

圖1 再熱器熱段管道對接焊縫裂紋Fig.1 Butt weld crack of reheated pipeline
缺陷產(chǎn)生的原因:焊縫裂紋都發(fā)生在彎頭水平段對接焊縫的仰焊處,結(jié)構(gòu)形式和系統(tǒng)布局綜合導(dǎo)致應(yīng)力重疊,其中焊縫硬度較高,熱影響區(qū)硬度合格,焊縫裂紋是原始缺陷或裂紋在設(shè)備起、停過程中的熱應(yīng)力和運(yùn)行過程中的內(nèi)壓應(yīng)力共同作用下逐步發(fā)展起來的。同時,運(yùn)行中管道下部承受了軸向附加拉應(yīng)力,促進(jìn)了裂紋的擴(kuò)展。在仰焊位置焊接作業(yè)較困難,焊接的線能量及焊層厚度較難控制。此外,一些施工單位在吊焊位置采用φ4.0 mm焊條蓋面,在工藝控制上較為困難,沒有嚴(yán)格執(zhí)行規(guī)范要求的焊接、熱處理工藝[1]。
P92鋼主汽管道焊縫磁粉檢測經(jīng)常發(fā)現(xiàn)焊縫表面存在微裂紋,如圖2所示。該類缺陷在配管廠較為普遍。經(jīng)試驗(yàn)分析得知,該類裂紋既非常見的焊接熱裂紋,也非延遲裂紋(氫致裂紋),而是P91P92鋼焊縫的高應(yīng)力馬氏體在潮濕環(huán)境下產(chǎn)生的應(yīng)力腐蝕[2]。主要原因是焊后沒有及時熱處理。若焊后不能及時熱處理,需進(jìn)行后熱處理。后熱處理必須采取特殊措施,否則焊縫表面仍會產(chǎn)生微裂紋。

圖2 主汽管道表面微裂紋Fig.2 Micro-cracks on main steam pipe
3 Super304H和HR3C鋼應(yīng)用中的主要問題
Super304H、HR3C鋼在實(shí)際使用中也出現(xiàn)了一些問題,特別是在國產(chǎn)化過程中,由于制造工藝問題及缺乏對材料的長期性能評價,出現(xiàn)了爆管開裂等早期失效現(xiàn)象。某電廠6號機(jī)組(1 000 MW)鍋爐在整套啟動期間二級再熱器入口管(材質(zhì)Super304H,規(guī)格φ60 mm×3.8 mm)發(fā)生泄漏,3條裂紋長度分別為20、5、3 mm,距離焊縫分別為 25、10、15 mm,金相組織為奧氏體+少量孿晶,見圖3。

圖3 Super304H鋼裂紋尖端金相組織Fig.3 Microstructure of crack tip for Super304H steel
分析認(rèn)為Super304H鋼開裂的主要原因是不銹鋼基體發(fā)生了晶界腐蝕現(xiàn)象,形成了離散分布的晶界微裂紋。在焊接應(yīng)力和工作應(yīng)力作用下,晶界微裂紋擴(kuò)展加快,聚合串連形成宏觀裂紋,屬于晶間腐蝕誘導(dǎo)下的應(yīng)力腐蝕開裂。該管子為國產(chǎn)化產(chǎn)品,對該批管子晶間腐蝕試驗(yàn)表明:部分樣管具有較高的晶間腐蝕敏感性,原始試樣直接進(jìn)行熱腐蝕后就產(chǎn)生了嚴(yán)重的晶界腐蝕開裂現(xiàn)象,經(jīng)敏化處理后,進(jìn)行熱腐蝕試驗(yàn)的試樣彎曲后表面裂紋非常嚴(yán)重。
某電廠1 000 MW超超臨界機(jī)組Π型直流鍋爐(B廠生產(chǎn)),自2010年10月投產(chǎn)以來,鍋爐末級再熱器HR3C鋼管最外圈下彎頭部位已發(fā)生3次開裂泄漏事故,嚴(yán)重影響了機(jī)組的安全運(yùn)行。管子規(guī)格為φ57 mm×4 mm,爆口總長約160 mm,開口最寬處約8 mm,破口邊緣粗鈍,管壁無明顯減薄,呈脆性斷裂特征,爆口附近存在眾多平行于破口的縱向凹痕(見圖4)。

圖4 HR3C鋼爆管Fig.4 Explosion of HR3C steel
從金相組織及能譜觀察結(jié)果看,管子組織為孿晶奧氏體,晶粒度3~4級。ASME SA-213/SA-213M(2007版)標(biāo)準(zhǔn)[3]中規(guī)定TP310HCbN鋼的晶粒度為7級或更粗,但是對晶粒度的下限值未做具體規(guī)定。GB 5310—2008《高壓鍋爐用無縫鋼管》[4]中 對07Cr25Ni21NbN不銹鋼的晶粒度規(guī)定為4~7級。因此,本取樣管的晶粒較為粗大,晶粒度不滿足標(biāo)準(zhǔn)GB 5310—2008的技術(shù)要求。距爆口約700 μm和1 000 μm位置各有1條與爆口方向平行的縱向裂紋,裂紋均近似垂直于管子外壁,深分別約150 μm和850 μm,沿晶界由管子外壁向內(nèi)擴(kuò)展。爆口裂紋尖端的主裂紋旁存在較多的二次裂紋,裂紋均沿晶界擴(kuò)展(見圖5)。在裂紋尖端發(fā)現(xiàn)了Cl元素,晶界處已發(fā)生了晶間腐蝕。據(jù)了解,該廠末級再熱器管屏彎頭冷彎成型,彎后未進(jìn)行固溶熱處理,導(dǎo)致彎管外弧側(cè)的形變硬化未能充分消除,硬度值明顯高于標(biāo)準(zhǔn)要求,外弧側(cè)材料脆性增加且材料的晶間腐蝕敏感性較嚴(yán)重。分析認(rèn)為,管子開裂的主要原因是具有較高晶間腐蝕敏感性的奧氏體不銹鋼在一定的腐蝕介質(zhì)下產(chǎn)生了晶間腐蝕,形成晶間微裂紋。在彎管殘余應(yīng)力和運(yùn)行應(yīng)力的共同作用下,晶界微裂紋加速擴(kuò)展,最終相互連接、聚合,形成宏觀裂紋,即發(fā)生應(yīng)力腐蝕。裂紋萌生于外壁,由外壁向內(nèi)壁擴(kuò)展,最終導(dǎo)致管子開裂。建議對冷彎后的HR3C鋼管子進(jìn)行固溶處理并嚴(yán)格控制彎管質(zhì)量。

圖5 HR3C鋼爆管裂紋尖端Fig.5 Crack tip of HR3C explosion
4 T92/HR3C異種鋼焊接接頭早期失效
A、B鍋爐廠制造的高溫再熱器,在機(jī)組啟動過程中或短時間運(yùn)行后先后出現(xiàn)了T92/HR3C異種鋼焊接接頭早期失效,導(dǎo)致停爐。對樣管進(jìn)行解剖宏觀檢查及光譜、硬度、金相分析等表明:主裂紋為沿周向擴(kuò)展的平直裂紋,其斷裂面基本與管長方向垂直,主裂紋端部還有2條與主裂紋不相連的裂紋,這2條細(xì)微裂紋均未開裂到外壁。光譜分析化學(xué)成份合格,硬度值超標(biāo),裂口處T92鋼側(cè)橫截面金相組織為位向不明顯的回火馬氏體+鐵素體。分析認(rèn)為,由于在配管過程中T92鋼和HR3C鋼管厚度差異較大,T92鋼側(cè)管子車削加工不良,臺階處有應(yīng)力集中傾向,在焊接工藝不當(dāng)?shù)纫蛩氐墓餐饔孟庐a(chǎn)生顯微裂紋,進(jìn)而在熱應(yīng)力和內(nèi)壓應(yīng)力的共同作用下,顯微裂紋擴(kuò)展成宏觀裂紋,由內(nèi)向外擴(kuò)展,最終導(dǎo)致接頭失效。建議對類似管子加工配管時必須車削光滑,過渡合理,避免結(jié)構(gòu)應(yīng)力集中,施工中嚴(yán)格按焊接工藝評定要求施焊,焊后24 h內(nèi)對焊接根部進(jìn)行超聲波檢測。
5 超超臨界鍋爐氧化皮問題分析及對策
660、1 000 MW超超臨界機(jī)組的鍋爐在運(yùn)行過程中,先后出現(xiàn)氧化皮剝落堆積現(xiàn)象,三大鍋爐廠的產(chǎn)品均有相應(yīng)案例。有些電廠鍋爐過熱、再熱系統(tǒng)受熱面經(jīng)磁性檢查或拍片檢查有50%的彎部存在氧化皮堆積現(xiàn)象,有些管子堆積高度超過管徑一半以上。經(jīng)分析認(rèn)為,660 MW機(jī)組鍋爐堆積的氧化皮主要來自T23、T91、TP347H 鋼管,1 000 MW 鍋爐主要來自Super304H鋼管。這與設(shè)計(jì)上對這些新型材料抗蒸汽氧化許用溫度選用的余度不足、制造工藝不當(dāng)、運(yùn)行時超溫及汽水品質(zhì)不良等因素有關(guān)。
TP347H、Super304H鋼作為18-8奧氏體不銹鋼與HR3C鋼相比Cr含量較低,晶內(nèi)Cr擴(kuò)散能力不強(qiáng),不能為氧化界面提供選擇性氧化所需的充足Cr原子,無法在金屬表面形成致密的純Cr2O3保護(hù)膜,使金屬基體遭受進(jìn)一步的氧化腐蝕,抗蒸汽氧化能力一般認(rèn)為只能作用于 620℃以下[5]。通過對Super304H鋼管內(nèi)壁氧化皮金相試驗(yàn)和能譜面、線、點(diǎn)掃描試驗(yàn),結(jié)合起來看,氧化層外層富Fe和O,成份為Fe3O4和Fe2O3,內(nèi)外層界面處有1層深色薄層,該層富Cr,成份接近Cr2O3,臨近該層的白色顆粒富Ni和Cu,為氧化的金屬,向內(nèi)是(Fe,Cr)3O4尖晶石層,在氧化層和基體相鄰處的深色層為Cr2O3,如圖6所示。管壁氧化皮的結(jié)構(gòu)和形貌受鋼管材質(zhì)、規(guī)格和介質(zhì)溫度、壓力、流速等多種因素的影響,導(dǎo)致氧化皮厚度不均勻,結(jié)構(gòu)復(fù)雜,成份不同[6]。
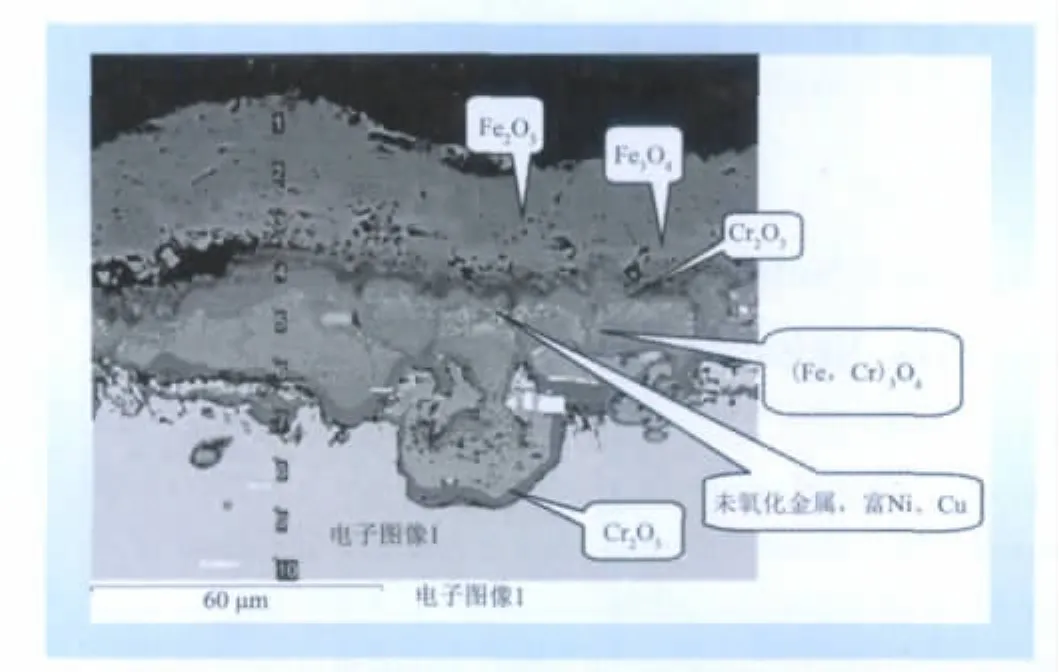
圖6 SUP304H鋼管內(nèi)壁氧化皮成份分布Fig.6 Component distribution of oxide coating in SUP304H steel inner wall
對超超臨界機(jī)組鍋爐管子氧化皮剝落和堆積問題,國內(nèi)進(jìn)行了一些研究[7],但目前并未較深地掌握超超臨界工況下TP347H、Super304H等鋼材的蒸汽氧化及剝落機(jī)理,也未提出較切實(shí)可行的預(yù)防措施。
玉環(huán)電廠超超臨界1 000 MW機(jī)組,其鍋爐爐膛設(shè)計(jì)截面熱負(fù)荷較高、材料選用等級相對其他制造廠偏低、Super304H鋼未噴丸處理、實(shí)際燃用煤種嚴(yán)重偏離設(shè)計(jì)、采用雙切圓燃燒器設(shè)計(jì),這些因素使氧化皮剝落的風(fēng)險較高。然而,該電廠卻是4家裝有同類機(jī)組的電廠中唯一一家暫時不受氧化皮剝落堆積困擾的電廠,該電廠在新型不銹鋼使用性能研究和防止氧化皮剝落堆積方面做了一些有益的工作。主要從溫度、材料表面處理、水處理品質(zhì)等方面在運(yùn)行、檢修過程中進(jìn)行預(yù)防。例如針對鍋爐設(shè)計(jì)截面熱負(fù)荷較高,煤種適應(yīng)性較差,又大量燃用劣質(zhì)煤,爐膛燃燒特性發(fā)生變化,下游(過熱器、再熱器)煙溫高于設(shè)計(jì)值等問題,采取了加強(qiáng)配煤攙燒和燃燒調(diào)整試驗(yàn)、加裝溫度測點(diǎn)、實(shí)施爐內(nèi)外壁溫測點(diǎn)比對試驗(yàn)等措施,以控制管屏溫差,防止受熱面超溫。此外,還開發(fā)了超超臨界鍋爐壽命管理系統(tǒng),加強(qiáng)材質(zhì)評估和檢修檢查、監(jiān)督;嚴(yán)格控制汽水品質(zhì),采用自行研發(fā)的“定向微量加氧”技術(shù),既解決了給水側(cè)Fe3O4析出,水冷壁節(jié)流孔結(jié)垢問題,又避免了蒸汽側(cè)氧化皮剝落堆積。上述工作仍在進(jìn)行中,以期對超超臨界機(jī)組防治氧化皮危害有所幫助。
6 結(jié)論
(1)加強(qiáng)新型耐熱鋼使用性能研究評價,掌握T23、TP347H、Super304H、HR3C 鋼材特性,對保證超超臨界鍋爐安全運(yùn)行有重要意義。
(2)Super304H、HR3C鋼在國產(chǎn)化過程中,應(yīng)注意敏化試驗(yàn),防止晶間腐蝕導(dǎo)致早期失效。
(3)制配彎管時應(yīng)按照有關(guān)要求進(jìn)行固溶處理,并對固溶效果進(jìn)行金相檢驗(yàn),該措施可有效防止彎部開裂。
(4)對于新型耐熱異種鋼焊接接頭(如T92/HR3C鋼),應(yīng)注意配管質(zhì)量,加強(qiáng)焊接工藝評定、長期性能評價,嚴(yán)格執(zhí)行焊接工藝和焊后熱處理、無損檢測,預(yù)防焊接接頭早期失效。
(5)優(yōu)化選材、提高受熱面材料抗蒸汽氧化能力、防止受熱面超溫、嚴(yán)格汽水品質(zhì)控制、注重燃燒調(diào)整、優(yōu)化運(yùn)行方案、加強(qiáng)檢修檢查和材料評估監(jiān)督是防止超超臨界機(jī)組鍋爐氧化皮剝落堆積危害的重要途徑。
[1]沈琦,劉鴻國.新型耐熱鋼T/P92、T/P122在超超臨界機(jī)組中的應(yīng)用及監(jiān)督[J].電力建設(shè),2010,31(10):71-75.
[2]范長信,周榮燦.9% ~12%Cr新型馬氏體耐熱鋼的焊后熱處理[G]//超超臨界鍋爐用鋼焊接技術(shù)協(xié)作網(wǎng).第二屆論壇論文集.北京:超超臨界鍋爐用鋼焊接技術(shù)協(xié)作網(wǎng),2007:16-21.
[3]ASME SA-213/SA-213M—2007鍋爐、過熱器和換熱器用無縫鐵素體和奧氏體合金鋼管子[S].北京:中國石化出版社,2007.
[4]GB 5310—2008高壓鍋爐用無縫鋼管[S].北京:中國標(biāo)準(zhǔn)出版社,2008.
[5]賈建民.超超臨界機(jī)組鍋爐用不銹鋼管表面冷作硬化處理對其抗蒸汽氧化性能的影響[J].熱力發(fā)電,2009(6):32-36.
[6]柯文石,洪道文,劉鴻國,等.超超臨界機(jī)組用新型不銹鋼SUP304H實(shí)際服役條件下運(yùn)行2.5萬h性能評價[J].中國電機(jī)工程學(xué)報,2010,30(8):177-180.
[7]劉鴻國,蔡暉,唐麗英.不銹鋼爐管運(yùn)行近10 000 h后的氧化物檢測及分析[J].理化檢驗(yàn):物理分冊,2009(11):711-713.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24