某貨船舵系修理實踐創新與研究
2012-08-21 13:28:36張偉平
中國修船 2012年4期
張偉平,沈 兵
(1.南通航運職業技術學院,江蘇南通 226010;2.中船澄西船舶修造有限公司,江蘇江陰 214433)
0 前言
舵系修理是船舶塢修工程中的一項常規修理項目,一般以舵銷承、舵桿承的間隙測量或更換為主,常規修理難度并不是很大,修理周期均能在一個常規塢期內結束,一般3~5天。2011年初,中船澄西船舶修造有限公司承修了一艘美國籍貨船,對該船的舵系進行了全面的修理,其修理難度、技術含量、工藝創新量、工作量均創歷史之最,經過廠方與船東共同努力,達到了圓滿效果。
1 舵系基本情況及數據介紹
該舵系主要由上舵桿和2只舵銷外加舵葉組成,2只舵銷分別與舵葉上下兩端錐體過盈連接,3個舵承分別為位于舵機間的上舵桿承、位于掛舵臂上的上舵銷承和托底龍筋上的下舵銷承。
舵葉尺寸:4 810 mm(長) ×8 200 mm(高),質量22.5 t。上舵桿:最大直徑495 mm,長度7 990 mm,質量6.5 t。上下舵銷:直徑330 mm,長度1 150 mm。舵銷退白比:1∶12(圓錐,俗稱退白,以下一律將圓錐稱退白)。舵葉上下圓錐孔材料:25#鑄鋼。舵桿、上下舵銷材料:25#鍛鋼。
2 工程勘驗和整體修理原則方案
2.1 工程勘驗
船舶進塢后,將舵葉、舵桿、舵銷、所有的舵承全部拆解進內場,經過勘驗,發現如下問題:①舵機間上舵桿承底座法蘭有裂紋,法蘭與船體連接的電焊焊縫存在裂紋;②銅質上舵桿承內徑磨損超差,平面摩擦片磨損減薄超差;③上下舵銷承(賽龍材質)磨損超差,上下舵銷承本體座孔腐蝕為橢圓;④上舵桿保護套磨損嚴重,舵桿壓腳板平面銹蝕嚴重,壓腳板連接螺栓孔出現偏差、內表面銹蝕;進一步上鏜床校調,發現舵桿整體彎曲,且局部存在扭曲;⑤上舵銷錐體表面嚴重銹蝕,直徑減小10 mm以上,上舵銷整體彎曲;⑥下舵銷錐體表面局部銹蝕;⑦壓腳板連接螺栓外徑磨損腐蝕嚴重,與螺栓孔出現間隙;⑧舵葉壓腳板平面嚴重腐蝕,螺栓孔內表面磨損腐蝕出現橢圓,直徑變大,上下舵銷退白孔腐蝕嚴重,直徑變大[1]。
2.2 整體修理原則方案
根據工程勘驗,確定了整體修理方案:①船體尾部重新確定舵系中心線;②舵機間甲板換板,上舵桿承底座法蘭更換;③上舵桿彎曲、扭曲校正,鍵槽轉過180°重新鏜制,舵桿壓腳板螺栓孔恢復尺寸 (因船東對本廠報價和時間不滿意,送丹麥專業廠修理);④上舵銷換新;⑤舵葉進車間,將舵銷圓錐孔、連接螺栓孔恢復尺寸;⑥所有舵承換新;⑦壓腳板連接螺栓全部更換。
3 修理實施
3.1 舵系中心線的重新確定
存在的難點:該船的舵系中心線是指上舵桿承座孔中心A、上舵銷承孔中心B、下舵銷承孔中心C 3個點連成的一條直線,也就是說這3個點必須要在一條直線上。
根據工程勘驗可知,整個舵系中心線必須重新加工再造,但該輪舵系中心線的下面2個點B、C狀況較差,只有上舵桿承孔中心A較好,也就是說只有一個點A無法確定這條直線,而且由于底座法蘭存在裂紋,該中心點A最終還必須被更換。
1)舵系中心線的確定和舵銷承座孔的加工。
通過咨詢,我們請來了專業的望光外鏜加工公司“高登”。使用該公司的專業設備,利用上舵桿承中心A和底座法蘭平面D,重新確定了一條新的舵系中心線L。通過檢測,該新舵系中心線與船舶軸系中心線相交并成90°,該條舵系中心線被船東、船檢一致通過。將該中心線延長到上、下舵銷承孔各自的上下表面,使用外鏜鏜排分別將上下舵銷承內孔鏜圓,這樣上下舵銷承孔B、C完成再造。
2)上舵承桿承底座法蘭的更換、中心確定、加工。
舵機間的甲板和上舵桿承底座法蘭整體割除,先將舵機間甲板整體更換并電焊交驗結束,而后將新的底座法蘭吊裝到位,利用新加工出來的上、下舵銷承內孔B、C拉出一條鋼絲線,對舵桿承底座法蘭進行粗定位,而后將底座法蘭焊接交驗結束。再次通過上下舵銷承內孔B、C拉鋼絲線,用外鏜設備根據這條鋼絲線對舵桿承底座法蘭平面進行加工。最后將舵桿承座吊裝放至法蘭平面上,再次通過上下舵銷承中心B、C拉鋼絲線,將舵桿承座中心A與B、C在同一條直線上,以舵桿承座連接螺栓孔為基準,在底座法蘭上重新鏜制螺栓孔。
至此,上、下舵銷承孔B、C及上舵桿承中心A均被重新加工,并在同一條直線上,而且,舵機間甲板的裂紋、舵桿承底座法蘭的裂紋均全部解決,整個舵系中心線的再造完成。
3.2 舵葉修理
該船舵葉的整個形狀如圖1所示。

圖1 舵葉示意圖
正常狀態下,圖1中所示的上下舵銷退白孔a、b的母線應平直,內表面應光滑無銹蝕,兩孔中心必須在一條直線上,壓腳板平面平整,該平面還必須垂直于上下舵銷退白孔中心O1O2的連線,并且還要保證,壓腳板中間一排螺栓孔的連線的中點O3與上舵銷退白孔的中心距離O1O3為1 085 mm。
而該船舵葉目前的狀態是:壓腳板平面腐蝕嚴重,必須修復;上下舵銷退白孔磨損腐蝕嚴重,根本無法確定是否在一條直線上,必須恢復退白孔尺寸;平面與孔的連線是否垂直更加無法確定。要將該舵葉修理至重新使用,必須進行全面修理。
1)上下舵銷退白孔的材料為鑄鋼件,利用大面積堆焊恢復其尺寸非常困難,更難以解決的是本公司對這種大型舵葉的退白孔 (圓錐孔)沒有加工能力,只能加工直孔 (即圓柱孔)。通過集思廣益,并請專業技術人員對強度進行核算后,決定先將舵銷退白孔用落地鏜床鏜成直孔,而后鍛制了20Mn鍛件,將該鑄件在車床上車成外圓為圓柱型、內孔退白型,最后分別將這2只鑄件裝入直孔。
2)因為舵葉腐蝕嚴重,舵葉上下舵銷孔上落地鏜床加工的基準都已經破壞,必須對舵葉的幾個加工基準重新確認。
3.2.1 舵葉加工面加工基準的確認
中船澄西船舶修造有限公司修理的船舶主要面向國外,而國外的修造船企業很多都配備了大型的鏜銑床設備,這些鏜銑床配備有大型旋轉平臺,在制造或者修理舵葉時,能在不需要輔助劃線拉線的情況下直接將分別位于舵葉上下兩端的中間有隔斷的舵銷孔一次鏜出,簡單而又直觀。而我公司擁有的鏜銑床,沒有或者只有較小的旋轉工作平臺,在加工舵葉的上下端的孔時,需要輔助劃線,保證上下端的孔加工后,其中心點在同一條直線上。這個過程相對復雜,需要借助透明水管、D0.7的鋼絲線等,并需多次轉換。
1)將舵葉表面全面清潔一遍后,將舵葉吊放到落地鏜床的操作平臺上并大致墊平,壓腳板面c朝向鏜床主軸。根據工程勘驗可知,上下舵銷退白孔a、孔b和壓腳板平面c均存在腐蝕,相比較而言,孔b和平面c稍好一點,局部有相對完整的地方,孔a狀況極差,所以,以孔b和平面c為劃線的第一步基準。讓劃線工按照相對完好的部分分別劃出當前下舵銷退白孔b的中心點O2和壓腳板平面c的中間一對螺栓孔的中心的連線的中點O3。
2)在舵葉下面4個邊角各放上一只千斤頂,利用鏜床主軸將c面按水平和垂直兩個方向校平(該平面狀況并不好,只能利用狀況相對較好的部分做基準基本校平,接著取一根直徑D14左右的透明塑料軟管,長度比舵葉長3~4 m,在管內灌上自來水,水量以水管每端空20~30 cm左右為宜,仔細排去水中的氣泡,如感覺觀測水位比較困難,可在水中滴入適量水溶性顏料 (比如墨汁)。將水管一端的液位放到舵葉下端退白孔圓心O2上,另一端放到壓腳板平面中心點O3上,利用千斤頂調整舵葉的上下,使點O2O3在同一水平面上。再次復核壓腳板的校調十字線是否變化。
3)在舵葉下端面過舵銷圓心O2掛一條垂線,與舵葉側板的上邊沿相交得到點A2。再將水管一端的液位放到舵葉下端退白孔圓心O2上,以此點為水平基準,利用水管兩端水位水平的原理,在舵葉上下端面和舵葉前緣敲擊出一系列點,連接這些點得到線段d、g和B1B2,則這3條線段與孔b的圓心O2O3在同一水平面內。讓劃線工在水平線g上劃出點O1,使得線段O1O3的長度為1 085 mm,則點O1即為上舵銷退白孔的圓心。接下來移動鏜床主軸過O1垂直向上與壓腳板平面c的上邊沿相交于A1,連接 A1A2。
4)分別過圓心O1O2在舵葉上下端面面板上畫圓e、f。這樣,我們將舵葉中心線重新劃出,下一步可以按照我們的劃線對舵葉平面和退白孔重新進行鏜制。如圖1所示:點O1、O2、O3同一水平面內且該平面將舵葉平均分配為左右兩半,保證了舵葉今后的左右平衡。上下舵銷退白孔圓心連線O1O2垂直于壓腳板平面c,保證了舵葉與舵桿連接后不會傾斜。但舵葉上的2個舵銷退白孔中間是隔斷的,連線O1O2只是條隱形的線,事實上看不到,更加不能將其作為后面加工退白孔的基準,我們只能將這條看不見的線分別投影到舵葉的前緣和上側邊板上,形成了可見的線段B1B2和A1A2,既保證了2個圓心在一條直線上,又能夠在鏜孔時很順利地進行校調。
3.2.2 舵葉退白孔和壓腳板平面的加工
1)使用千斤頂和其他輔助工具,上下左右調整舵葉,伸出落地鏜床主軸,分別對B1B2和A1A2校調,保證此2條線段與鏜床主軸對齊 (如在校調階段以后未移動過舵葉,此過程可省略)。以圓f將鏜床主軸校出圓心,該圓心就是上退白孔的圓心,將上舵銷退白孔鏜出。
2)按照當前的舵葉擺放狀態,移動鏜床,對舵葉的壓腳板平面鏜平,將平面的黑點鏜去即可,盡量少鏜,最終該平面鏜去了5~8 mm。
3)將舵葉吊起,整體旋轉180°,將下舵銷退白孔對著鏜床主軸,使用千斤頂和其他輔助工具,上下左右調整舵葉,對下舵銷退白孔進行鏜孔。
4)如前所述,該鏜床無法鏜出退白孔,只能鏜出圓柱型直孔。
3.2.3 舵葉上下錐孔鋼套的制作安裝
根據舵葉上下錐孔鏜制后的最終尺寸,制作鋼套,鋼套與鏜孔為過盈配合,配合間隙為-0.05~-0.07 mm。鋼套材料為 20 Mn,舵葉材料為SC42,鋼套毛坯進行鍛打處理后,需進行正火和回火處理,鋼套需進行探傷。
用干冰將鋼套冷凍約2 h,外徑小于新鏜孔時,取出并裝入孔內。待鋼套升溫到環境溫度后,對鋼套進行焊接,焊接后需要進行回火處理。接著,先焊舵銷孔的上表面,后焊接舵銷孔的下表面。需要特別注意的是,為防止鋼套變形,必須嚴格按照圖2的焊接順序施工。最后,對電焊縫進行U.T.探傷,不得有裂紋和其他缺陷。
3.3 舵銷修理加工以及與舵葉上下錐孔的對配
上舵銷本體銹蝕磨損嚴重,本體更換,錫青銅質保護套保留。新的上舵銷本體采用45#鍛鋼,經相應的熱處理和探傷檢測。其加工尺寸如圖3。
下舵銷退白部分銹蝕,采用507堿性焊條局部堆焊后上車床,按照1∶12的退白比,對整個退白重新進行了加工,錫青銅質保護套磨損部分光車。
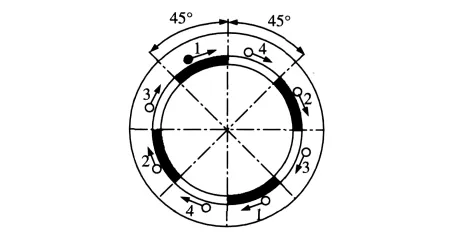
圖2 鋼套示意圖
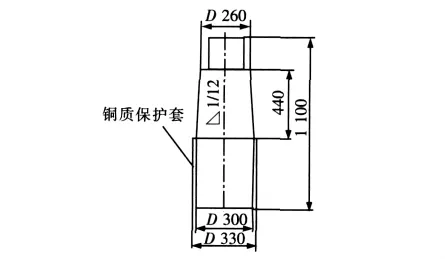
圖3 舵銷示意圖
將上下舵銷退白分別與舵葉上下舵銷孔對配:在舵銷退白上涂滿適量藍油,將舵銷退白壓入退白孔,再次壓松舵銷,檢查舵銷退白孔內的色油點,接觸面必須達到75%以上,且接觸面每平方英寸內必須達到2~3個色油點,如達不到要求,使用風磨機拂刮退白孔內的色油點,重復涂油-壓裝-壓松-拂刮過程,直到接觸面達到要求為止[2]。
3.4 舵葉和舵桿的內場定位對接和壓腳板螺栓孔的鏜孔
上舵桿出現彎曲和扭曲,導致舵桿處在0°時舵葉并不在0°,大致相差3°左右。該舵桿送丹麥專業修理廠經過3個月的修理回廠,我們對其進行了全面的檢測,發現整個舵桿的彎曲、扭轉均已修正。但存在2個問題:一是壓腳板平面加工不平,有0.3~0.4 mm的跳動;二是舵桿中心線與壓腳板平面應該是垂直的,但現在存在0.6 mm左右的不垂直度,必須進行修正。先將舵桿吊放到落體鏜床的工作平臺上,舵桿軸頸位置對著鏜床主軸,不斷調整舵桿,使得主軸校調舵桿軸頸的上側和前緣母線均合格,此時移動鏜床主軸,在舵葉壓腳板四邊用主軸刻上校調線。吊起舵桿,讓壓腳板平面對著鏜床主軸,再次讓主軸對齊壓腳板四邊的校調線,將壓腳板平面鏜平。如圖4所示。

圖4 舵桿壓腳板、舵葉壓腳板示意圖
一般情況,舵葉和舵桿之間的相對位置定位是以壓腳板平面和壓腳板連接螺栓為基準。修理到目前為止,舵葉和舵桿的壓腳板平面均垂直于各自的中心線,可以保證舵葉舵桿裝復后不會出現各自的中心線成彎曲夾角 (也就是曲折)的問題,但由于螺栓孔磨損銹蝕嚴重,舵葉和舵桿裝復后定位不準,相互之間會出現前后左右方向的偏移。這就必須對舵桿和舵葉的壓腳板螺栓孔重新定位、鏜孔。
將舵葉和舵桿分別再次上落地鏜床,其壓腳板平面均對著鏜床主軸,如圖4所示,以舵系中心為基準,舵桿的鍵槽位和舵葉的上退白孔為另一基準,在3個壓腳板平面各劃一條前后方向的線,并將其延伸到壓腳板四邊沿外圍可見,該2條線即為舵葉和舵桿的“0”度線。接著,再以2個壓腳板中間一對螺栓孔中心連線的中點為基準,分別劃0°線的垂線,分別延伸到壓腳板法蘭四邊沿外圍可見,2根線成十字線相交。
選一塊相對平整的場地,放置5~6塊墊木,將舵葉和舵桿按照安裝時的相對位置吊放到墊木上,調節舵葉舵桿使得各自壓腳板法蘭四邊沿的十字線對齊,用毛螺栓對壓腳板緊固。此時,舵葉舵桿的相對位置與實際安裝時相同,用外鏜缸機對6只螺栓孔進行鏜制。
按照鏜好后的螺栓孔尺寸,新制45#鍛制螺栓,過盈配合, -0.005~ -0.015 mm。
3.5 舵系各檔舵承的加工
該舵系擁有一個舵桿承,錫青銅質,2個舵銷承,尺寸一樣,賽龍材質 (一種高分子合成材料),1只摩擦片,錫青銅質。
3.5.1 上下舵銷承制作、安裝
舵銷承重新制作,為賽龍材質,該材料的特點是耐磨、摩擦系數小、軟質可修正細小偏差、壽命長。但該材料尺寸的設計制作不同于普通的銅質舵銷承:外徑根據舵承孔尺寸+過盈量來確定,過盈量的大小和加工廠的溫度有關,這可以從材料手冊上根據溫度曲線直接查到;內徑尺寸=舵銷軸頸外徑+外徑過盈量的收縮量+舵系運轉間隙+溫度收縮量+入水收縮量。
賽龍舵承的安裝一般有3種方法:粘膠安裝、壓裝和冷凍安裝。該材料對溫度相當敏感,使用干冰冷凍將其外徑收縮至比座孔略小后,人工放至孔內。如有需要,還可以采用液氮冷凍安裝,其收縮率更大[3]。
3.5.2 上舵桿承制作、安裝
上舵桿承重新制作,采用錫青銅材料,外徑過盈配合,內徑的間隙可以根據圖紙或者相關規范查到。由于上舵桿承座為剖分式 (俗稱“哈夫”),上舵桿承的安裝較為簡單,只需把哈夫打開,舵承裝入,再將哈夫收緊即可。
3.5.3 摩擦片的制作、安裝
摩擦片,采用錫青銅材料,整個舵系的重量都承受在該摩擦片上。但是,由于該舵系進行了全面的修理,摩擦片的厚度必須隨之改變,整個舵系安裝到位后,現場測量摩擦片的厚度,再加工制作,否則舵系運轉會出現異常。摩擦片安裝時,先平放到上舵桿承底座上平面,調整對其平腳螺栓孔,收緊平腳螺栓。
4 安裝交驗
該船舵系經過近半年的修理 (其中舵桿在丹麥修理3個月)于近期安裝結束。在操舵試驗過程中,整個舵葉無異響無震動,舵機的油壓正常,各檔舵承間隙測量均恢復到規范狀態。
5 存在的不足
該舵系總裝完成后,舵葉舵系壓腳板法蘭結合處前邊沿有200 mm長的一段,塞尺檢查時0.05的塞尺能塞進約180 mm深,無論我們如何收緊壓腳板連接螺栓都無法改善。如圖5所示。但是,我們用一只小油泵在舵葉下端頂一下,該縫隙會馬上消失,該問題可能會導致壓腳板結合面進水腐蝕。我們分析該問題的原因:①舵桿在丹麥修正彎曲時,曾經進行過熱處理,使得舵桿強度降低。②2只壓腳板平面加工時,可能存在平面度不好的問題。最后的處理方法:用油泵頂起舵葉消除縫隙,在縫隙上涂上密封膠,再用鋼板將2只壓腳板電焊相連。

圖5 舵葉壓腳板示意圖
6 結束語
該船舵系的修理,取得了極大的成功。在修理過程中使用、檢驗了許多新工藝新方法,比如:舵系中心線的分段修理恢復方法、舵葉上下退白孔先鏜直而后壓裝退白套法、舵葉的鏜床結合水平管確定加工基準的方法等,對今后的推廣使用作了有益的探索。
[1]CB/T 3416~3429-1992,船舶軸系、螺旋槳、舵系修理技術要求 [S].
[2]占學明.布朗特輪舵葉錐孔修理工藝 [Z].中船澄西船舶修造有限公司,2005.
[3]黃平濤.船舶設計實用手冊.舾裝分冊 [M].北京:國防工業出版社,2002.
