有關數控車床可轉位加工夾具的應用研究
2012-08-28 06:30:06許雷許峰
科技傳播 2012年14期
關鍵詞:生產
許 雷 許 峰
沈陽機床集團沈一機床廠,遼寧沈陽 110141
夾具在機械制造行業的生產和加工過程中,占據著零部件加工和生產的關鍵地位,在工程機械、汽車、化工機械等不同的零部件裝配過程中起著至關重要的作用,因為在零部件的機械加工制造和生產中往往都需要大批量的攻絲、鉆孔、倒角、套絲等特殊的加工工序。在實際加工過程中,我們經常會遇見一些零部件在具體加工的時候,由于零部件加工尺寸和形狀的不同,而采取不同的加工方法。這樣就會為企業成生產產生巨大的影響。在具體的加工過程中,經常遇到的解決方式就是車床的集中工序加工法,這種方法雖然可以解決一些問題,但經常會在零部件加工的整個過程中造成一系列頻繁更換絲錐、鉆頭、板牙等夾具和刀具,大大影響了企業生產效益。筆者結合自己當前的實際工作,經過了大量的調研和研究,提出了一種可以緩解上述工作壓力和解決上述復雜程序的方法,即設計了一種可以在車床上進行使用的一種多工位的同時還能轉位移動的夾具。
1 車床可轉位夾具的機械原理
可轉位夾具的結構主要是把頭部設計成了兩個部分,其中一個叫做固定盤,另一個叫做可轉位的分度盤,固定盤的尾部通常都是利用莫氏錐和具體車床的尾架進行連接。我們在可轉位的分度盤上,每間隔120°都會有均勻分布的3個夾具的定位孔,在這些定位孔上依次安裝了板牙快換夾頭或絲錐、J813板手夾緊式的鉆夾頭、倒角式的鉆頭夾具。他們都是用螺紋和分度盤的定位孔相互連接。最大優勢就是可以同時完成3個工位的加工程序。板牙快換夾頭或絲錐,板牙都是利用花鍵和分度盤上的具體固定套進行連接的;板手夾緊式鉆夾頭能夠裝夾Φ1mm~13mm的鉆頭,可以進行不同種類的套絲、攻絲工序,所以在進行鉆孔的實際工序都相對比較方便;倒角式的鉆頭夾具選用鉆頭與莫氏錐鏈接,可裝夾最大Φ16mm的鉆頭。通常情況下,固定盤在間隔1200都設計分布3個均勻的直徑為Φ8mm銷孔,在分度盤的轉到相應夾具的位置的時候,慢慢轉動手柄,使偏心輪隨著轉動,從而進一步壓縮彈簧,把定位銷壓入銷孔之中,這樣一來就會用偏心輪的自鎖力將分度盤進行固定。在理論上保證了夾具所夾持的零部件和刀具成直線。在完成這道加工工序后,再轉動手動利用偏心輪壓縮彈簧還原就可將定位銷拔出銷孔,如果將分度盤轉動1200到套絲或攻絲工位就會立刻進行下一道加工工序。在實際生產制造過程中這種可轉位夾具,完全可以把攻絲、倒角、鉆孔、套絲等工序多合一,這樣就能一次裝夾,然后在實際加工中通過可轉位完成其他工序的加工。
2 可轉位夾具的設計
可轉位夾具的設計圖紙如下:
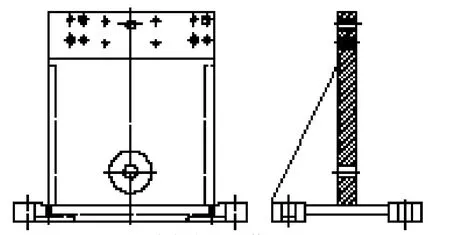
銑剖分面夾具體圖
夾具體為鑄造件,剛度好,安裝穩定,不過制造的周期相對較長。對于切削力的計算,選用了如下公式:

可轉位夾具的夾緊力分別為:
P=1.75mm,M=12mm,L=140mm,夾 緊 力:W0=5380N,作用力:F=70N。定位誤差的計算:
剖分面對連接螺栓孔中心線有垂直度要求(垂直度允差0.08);對連桿體小頭孔有中心距1 900.1要求;對剖分面有0.025的平面度要求。夾具的主要定位元件為一固定銷,結構簡單,但不便于更換。該定位銷的基本尺寸取工件孔下限尺寸Φ29.49。公差與本零部件在工作時與其相配孔的尺寸與公差相同,即為考慮到配合間隙對加工要求中心距1900.1影響很大,應選較緊的配合。另外小頭孔的定位面較短,定位銷有錐度導向,不致造成裝工件困難。故確定小頭定位孔的孔徑為
3 實例分析
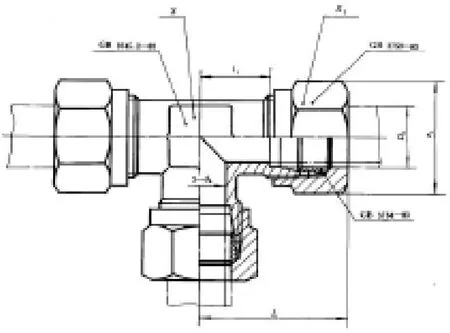
隔壁式三通接頭加工圖
在加工和生產中,筆者對用這種多工位的可轉位夾具實際效率進行了分析和總結,數據顯示,這種可轉位夾具能夠大大提升生產效率,進一步減少了生產過程中換裝夾具的時間。下面以加工隔壁式三通接頭為例進行分析,隔壁式三通接頭需加工Φ9.5和Φ8.5mm的內孔以及一些倒角M18和Ml6螺紋結構,生產加工由原來的60min/件,銳減到30min/件,效率整體提高了36個百分點。雖然這種可轉位夾具結構簡潔方便,但是由于其結構的特點,其加工范圍大大折扣,只能加工一些小口徑的零部件,對以一些大口徑部件無能為力,再加上在加工過程中的不斷磨損,所以其精準度也在隨著使用時間的延長而降低,所以不適用于一些精加工生產中。
4 結論
隨著科學技術的不斷進步,目前很多的機械加工車床都已經演變成了數控自動一體化車床。零部件的機械加工往往需要大量的鉆孔、套絲、攻絲、倒角等加工工序,大大影響了企業生產效益。所以我們在生產中應該結合實際工作,可以在一些車床生產中使用這種多工位可轉位移動的夾具。
[1]康永剛,等.基于實例和知識的夾具智能CAD系統[D].西北工業大學,2009.
[2]高禮凱.汽車機直型榫齒形葉片夾具設計自動化[D].江南大學,2008.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16