404 Not Found
404 Not Found
激光切割參數對板材品質影響的研究
葉 暢,尹昭輝,季進軍
(江蘇省電子產品裝備制造工程技術研究開發中心,江蘇 淮安 223003)
激光切割在現代工業中得到廣泛應用,激光切割設備占整個激光加工設備比例達70%以上[1]。隨著生產的發展和新工藝的應用,對切割品質的要求越來越高,這對切割工藝規范的選取提出了更高的要求。但是激光切割品質受到各種因素的影響,為了獲得理想的切割品質,各個切割參數被限制在一個很窄的范圍內。因此對影響激光切割表面品質的主要因素,如工作氣體、激光功率、輔助氣體、焦點位置及切割速度進行實驗分析對比,研究出相應條件下的加工最優工藝參數,對保持切割品質穩定尤為重要。
1 激光切割質量的評價指標[2,3]
關于評價切割質量的主要指標,作如下闡述。
1.1 激光切割缺陷
(1)過燒。由于激光功率過大或切割速度過慢,使工件的熔化范圍大于高壓氣流所能吹除的范圍,熔融金屬未能被氣流完全吹除,產生過燒,如圖1 所示。

圖1 過燒
(2)掛渣。輔助氣體氣流,未能將切割過程中產生的熔化或汽化的材料徹底吹除,而在切割面的下緣附著熔渣的現象,稱為掛渣。如圖2 所示。

圖2 掛渣
1.2 可量化的切割品質指標
(1)切割表面粗糙度。是反映切割品質的一個重要指標,用Rz 表示。
(2)切口寬度。切口寬度主要取決于光束模式和聚焦光斑的直徑,切割參數也有一定影響。
(3)切口錐度。當切割參數選擇不當,或輔助氣體壓力不足時,切口容易呈上寬下窄的錐度,如圖3 所示。但對薄板切割來說,這不是一個很難解決的問題。

圖3 切口的錐度
1.3 切割面粗糙的評價基準
對于厚度在2 mm 以上的板材激光切割,切割面粗糙度分布是不均勻的,沿厚度方向差別很大,切割面的形貌分為截然不同的兩部分,上部表面平整光滑,切割條紋整齊、細密,粗糙值小;下部分切割條紋紊亂,表面不平整,粗糙度值大。如圖4 所示。

圖4 采用不同切割參數的切割面形貌
由此可見,靠近下緣位置,是切割面粗糙度值最大位置,是切割面品質的薄弱環節,因此在評價切割面品質時,應以下緣表面為基準,目前國內多采用聚下緣1/3 處的粗糙度為基準。
2 影響切割品質的主要因素分析
影響激光切割品質的主要因素,大致可分為兩類:激光切割系統性能的影響和激光切割參數的影響。本文主要研究激光切割參數對切割品質的影響。
2.1 焦點位置對切割面粗糙度的影響分析
選取激光功率500 W,對2.3 mm 厚軟鋼進行切割實驗,切割速度2 m/min,焦點距離63.5 mm。實驗得出點陣圖如圖5 所示。

圖5 焦點位置對切口表面粗糙度的影響[6]
分析得出結論:由圖5 得出切口光潔范圍是:0.988<ab<1.003,所以一般切割常將焦點置于工作表面下1mm 的范圍。
2.2 激光功率和切割速度對切口寬度的影響分析
分別試用激光功率400 W、600 W、800 W、1 200 W、1 600 W 切割機,對1 mm 厚低碳鋼板進行切口實驗;另用激光功率600 W 采用不同切割速度切割機,對1 mm 厚低碳鋼板進行切口試驗實驗。兩數據如表1、表2 所列。

表1 不同功率產生的切口寬度數據記錄表
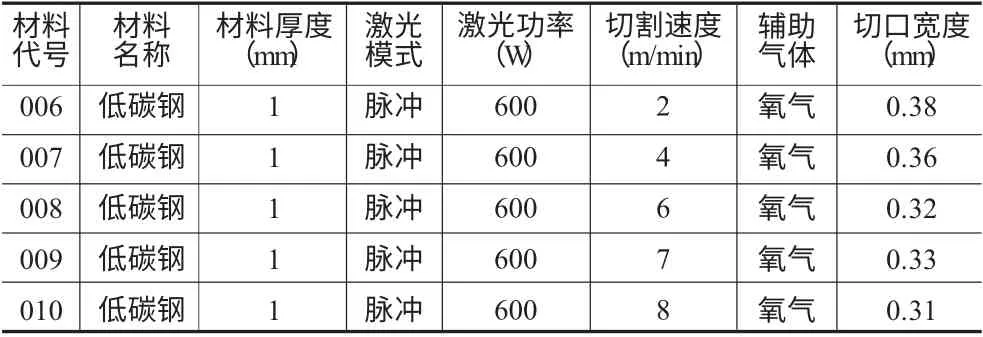
表2 不同切割速度產生的切口寬度數據記錄表
分析以上兩表格數據,可得出結論:切口的寬度隨激光功率的增加而增大,隨切割速度增加而減小。
2.3 激光功率對切割面粗糙度的影響[2]
分別試用400W、600W、800W、1 000W、1 200W、1 600W 幾個激光功率,采用3 m/min 的切割速度,對2 mm 厚低碳鋼板進行切割實驗,分析近下緣處粗糙度。分析數據如表3 所列。

表3 不同功率切割產生切割面粗糙度數據記錄表
分析表3 數據,可得出結論:
(1)激光功率太小,熱量不足,越靠近下緣熔融產物溫度越低,因而未能被高壓氣流徹底吹除,而滯留在切割下緣產生掛渣[5];
(2)激光功率太大,造成熱輸入過大,使工件的熔化范圍大于高壓氣流所能驅除的范圍,熔融金屬未能被氣流完全吹除,而產生過燒。
(3)由表3 數據可以看出,有一個最佳激光功率范圍(800~1 000 W),此處切割面粗糙度最小。
2.4 切割速度對切割面粗糙度的影響
選試用1 000 W 激光功率,采用不同的切割速度,對2 mm 厚低碳鋼板進行切割實驗,分析近下緣處粗糙度。分析數據如表4 所示。

表4 不同切割速度產生切割面粗糙度數據記錄
分析表4 數據,可得出結論:與選擇不同功率類似,切割速度太小,會產生過燒;切割速度太大,會掛渣,近下緣的粗糙度都很大。在所選切削速度范圍內,有一個最佳切割速度50 mm/s。
3 結束語
(1)用1 000W CO2激光器切割2 mm 低碳鋼時,用O2做輔助氣體,ab=1,切割速度50 mm/s 時,可得到最佳的切割品質。
(2)實驗證明,在激光切割過程中,激光功率、掃描速度、離焦量、吹氣量、板材厚度以及材料本身的特性等諸多因素,影響著切口的品質。其中,最為顯著的是切割速度、輸出功率和板材的厚度。為保證產品的技術性,獲得良好的切割品質,需要選擇合適的切割速度;同時為提高產品的經濟性,提高工效,降低成本,還需要在保證品質的前提下,盡可能縮短切割時間。
(3)隨著激光切割工藝的完善,激光切割以逐步從試驗轉化為工業化生產力,從一般的工業應用向精細加工領域發展。
[1]陳武柱.激光焊接與切割質量控制[M]. 北京:機械工業出版社,2010.
[2]張永強.激光切割質量同軸視覺檢測與控制研究[D].北京:清華大學機械工程系,2006.
[3]張永強,吳艷華,陳武柱,等. 激光切割質量在線評價方法的研究[J].中國激光,2006,33(11):1581-1584.
[4]閆 禾,等.高功率激光加工及其應用[M].天津:天津科學技術出版社,1992.
[5]Miyamoto I,et al. The Mechanism of Laser Cutting[J]. Welding in the World,1991,29(9-10):283-294.
