系列工藝孔的開設與結構變形
2012-09-07 07:50:12樓俊浩
中國修船 2012年1期
樓俊浩,周 洋
(上海船廠船舶有限公司,上海 200082)
系列工藝孔的開設與結構變形
樓俊浩,周 洋
(上海船廠船舶有限公司,上海 200082)
在船舶的改裝項目中,特別是涉及到鋼結構改裝的項目,作業人員經常性的遇到工藝孔的開設和結構的變形方面的問題,而且工藝孔的開設很容易引起結構的變形,這就需要工程技術人員在工程推進中特別注意變形控制。文章就工藝孔系列開設時與結構的變形進行關聯討論,由變形控制要求引申出工藝孔開設注意事項,以及開設此類工藝孔時適用的原則。
船舶改裝;工藝孔;結構變形
船舶在修理、改裝過程中工藝孔的開設對于修理工作的開展相當有利,但在完整船體或結構部位開設工藝孔勢必造成結構的局部 (臨時的)破壞,對該區域的結構強度有所消減,結構存在變形的可能性,特別是船舶的大型改裝工程,經常性的開設大量的大開口、大尺度工藝孔,對船體的結構強度影響很大,結構變形控制顯得相當的重要和緊迫。本文就船舶大型改裝項目中,系列工藝孔的開設、產生的結構變形、變形控制等展開探討,以期獲得船舶改裝工程中對于開設工藝孔方面產生結構變形應加以注意的要素。
1 工藝孔開設的分類
1.1 常規小工藝孔的開設
因修理需要經常性的開設常規工藝孔 (對于局部結構而言尺度范圍較小的工藝孔),其破壞結構的程度很小,在強度損失方面可以忽略不計。例如開設在縱骨間距之內,長度不超過肋距;或在肋距之內,高度不超過縱桁間距;或在垂向扶強材之間,高度不超過2層平臺間距等。
1.2 結構內部大量改建需要開設的大尺度工藝孔
船舶改裝需要在甲板、旁板或內底板等區域開設大尺度的工藝孔,方便材料的進入或板架、分段的進入。受新制分段的尺度入場要求,工藝孔的尺度必須足夠大,此時無法避免局部構件被臨時破壞。但需要注意在開設工藝孔之前應對結構強度進行評估,在必須開設工藝孔的位置,計算結構破壞后強度的消減及對該區域船體的變形影響,找出原結構力傳遞中斷的臨時替代方案或臨時保持措施。必須維持的原則是:原有結構力的傳遞必須得到有效的替代,以確保在工藝孔開設期間局部強度得到保證,結構變形處于受控狀態。特別是在大開口橫向工藝孔的開設中務必注意橫向強力臨時扶強材的設置,不主張對縱向構件破壞數量過多。
1.3 船體改建需要系列開設的工藝孔
在大型改裝工程中,各艙室類似位置工藝孔的開設成為一個系列是常有的事情,特別是船舶雙底、雙殼的改裝。雙殼改裝中內壁呈縱向連續,需要由甲板開設系列縱向長工藝孔以便板架分段吊裝入內或由貨艙吊裝板架分段到位。在主甲板區域沿船長方向連續開設工藝孔,或在橫艙壁與縱向內壁連接處同位置開設類似工藝孔。在雙底改裝中內底板同樣是縱向連續結構型式,需要穿越橫向艙壁,在橫艙壁與內底板交接處同樣開設同位置類似工藝孔。上述工藝孔的開設基本是系列化的,對船體結構的破壞呈系列類似狀態,對結構強度的消減有相同的機理,而帶來的結構變形控制難度加大,若變形產生的后果更加嚴重,將造成主尺度的變化,進而影響質量控制、船檢驗收、船東認可等。

圖1 甲板 (內壁)工藝孔位置圖
2 系列工藝孔的開設與船體結構變形
1)需要特別注意船體橫剖面模數的損失不得大于10%,極限不得超過20%。根據某船舶研究設計院對某船廠改裝的VLCC貨艙區域有限元模型計算結果得知:當橫剖面模數損失大于20%后,結構將處于不穩定狀態和不可控狀態。所以在橫艙壁上開設工藝孔需相當謹慎,特別是船體內部插入新增結構分段,需要在橫艙壁上開設系列工藝孔。
2)甲板區域縱向系列工藝孔的開設 (圖1),對船體結構的強度產生兩個影響:橫向傳遞的力持續被破壞;縱向構件連續性缺失,縱向強度受損。
通常而言,外旁板向內主甲板上同一縱向基線上工藝孔同時開設累計不得超過三分之一的船長,同時連續開設不得超過一個貨艙長度。甲板上縱向工藝孔的開設必定破壞橫向構件,或艙壁、或肋骨、或框架肋板。橫向構件被割斷,使外旁板局部處于懸垂狀態,偶有外力影響,很容易失穩。縱向構件割斷越多,外旁板越會失穩變形,受潮流和波浪及船舶固有結構力影響,產生向內或向外的變形,嚴重的連續變形會導致船體整體的翹曲。
根據OBO系列改裝船的經驗,在船的中部3#~5#艙范圍內較容易產生變形。原因在于船中0.3L(L為船長)內,無論船處于中拱還是中垂狀態,應力都較為集中。剛割開時船體結構處于暫時的平衡,沒有顯現出變形,如果不采取措施,時間一長,船體稍微受外力 (潮水漲落、外檔靠船等)影響就會產生變形,且會變形積累。要求后續工作的速度要快,一是及時補齊橫向構件,二是在明顯的變形產生前完成分段的搭載和焊接,使得橫向力的傳遞不至于大面積中斷。
由于板架分段的尺度不會很小,縱向工藝孔的開設往往會割斷1根或數根縱骨,原有縱向力的傳遞在工藝孔區域間斷,橫剖面模數減小,總縱強度受損。在船舶改裝過程中,雖然是靜水空載 (或輕載)浮態,但受綜合力的影響,存在船體總縱彎曲,使得主甲板永遠受力,工藝孔周圍的構件就有相對運動的趨勢。一旦結構穩定狀態發生改變,結構自然就會變形。只是變形速度較慢,需要在改裝時間內將變形量控制在可接受范圍內 (主尺度的千分之二)。工藝孔開設后,采取必要的臨時扶強,3星期左右完成封閉較為妥當。否則嚴重情況下,會使甲板翹曲、橫艙壁凸肚。
3)貨艙橫艙壁區域系列工藝孔的開設 (圖2),對船體結構的強度影響最大的是局部結構力失效,浮態空載船體固有總縱彎曲力作用下中拱,結構變形,部分材料塑性變形,船體主尺度被改變。
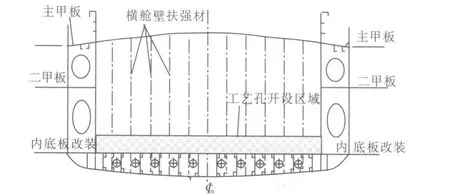
圖2 橫艙壁工藝孔位置圖
當然,船體主尺度發生改變是極端情況,除非結構變形處于失控狀態。但仍需特別注意貨艙橫艙壁與內底板交接處工藝孔的開設,為了使內底板板架能穿越橫艙壁,必須開設工藝孔,而且需要所有艙室橫艙壁的貫穿,同時割開橫艙壁是非常危險的舉動。從船體重力方向橫艙壁力的傳遞過程來看,整個甲板、艙口、橫艙壁的力集中傳遞到內底板,再由內底板分散到內底縱骨,再向肋板、外底板、旁板等傳遞。在橫艙壁與內底板的交接是相當重要的關節點,它是力集中與分散的樞紐,并且橫艙壁與內底板成T型強力結構,保證了力的有效傳遞。若此處結構失效,勢必導致船體由上傳遞下來的力與由下傳上來的力中斷,無法很好的銜接與傳遞,從而產生上部構架塌陷的趨勢。比較極端的表現是,中間甲板內陷,旁板外鼓,主甲板受拉變形,型寬變化、總長變化,艙室尺度變化,艙口圍變形,艙蓋無法匹配等。
所以,必須限制同時對貨艙橫艙壁的下部開設工藝孔。同一艙室的前后橫艙壁禁止同時開工藝孔,且同一橫艙壁開設工藝孔時,尺度極限不得大于半個艙寬,最好控制在三分之一貨艙寬度范圍內。采取先后開設的工藝次序,保證有一半的橫艙壁結構完整。
3 系列工藝孔開設的原則
1)方便作業原則。系列工藝孔的開設目的是為了工作的需要,板架、分段的安裝需要具備良好的吊裝路線和空間。在板架裝焊過程中,工藝孔的開設應當密切配合工程的進度。需要時及時開設,結構改裝到位后及時封閉。
2)強度保證原則。所有系列工藝孔的開設必須以強度保證為基礎,若有強力結構破壞的必須要求設立臨時扶強材。工藝孔的設定,在方便作業的基礎上,盡可能的減少對結構強度的破壞。需要考慮2種情況:一是區分主要的力和次要的力;另一種是用替換力。前者是沿力的主要方向切割,開設工藝孔,防止主要力的集中,導致變形的產生,而忽視次要力的影響,或者不考慮次要力的影響。后者是臨時扶強材的運用,將短時間內中斷的力臨時得到延續,在改造完成時再恢復正常的力的傳遞。
3)間斷開設原則。系列工藝孔的開設不得連續進行,必須是“跳幫”間斷開割,在完成一批作業后必須進行工藝孔封閉焊接后方能進入下一批的工藝孔開設。無論是甲板區域的系列工藝孔,還是橫艙壁區域的系列工藝孔,都禁止同時開設,限制連續開割。一個艙室區域內的工藝孔開設后必須保證一半以上結構的完整性。
4)尺度控制原則。在大型改裝過程中必須有船體撓度的定期測量監控 (圖3)。系列工藝孔開設前,測量出船體在縱向、橫向和垂直方向的狀態,并做記錄。在改裝工程中定期望光測量,一般以1周到半個月為一個記錄周期。工藝孔開設過程中,一般依照先主要構件,然后次要構件的次序。根據記錄數據的比對,發現產生變形的構件,必須立即采取措施,防止變形的擴大和繼續。分析數據區分局部變形,還是整體變形。如果是整體變形,必須立即停止所有的切割、開口動作,分析變形的源頭,在采取了有效措施后方能恢復施工。

圖3 尺度控制示意圖
在改裝過程中若發現船體局部尺度有偏移的,必須在周圍區域停止切割,并采取局部開刀、千斤頂推拉方式修正構件或板材的變形,在板材和構件焊接完成85%以上工作量后,方能進入下一個作業程序。若產生的變形是整體的,務必停止全船區域的切割焊接作業,核查變形來源,采取補救措施后方能恢復施工。通常確認外板和主甲板的尺度變形量,在修正了足夠的變形量后,加裝與舊有構件(骨材、肋骨、肋板等)同尺度的臨時扶強材。再次核查船體尺度參數,確認在允許范圍之內后方能進行后續步驟。工藝孔開設完成后,應當對整體進行切割剖口檢查和尺度數據測量記錄。最后測量要求船體扭曲不得超過20 mm,極限不大于50 mm。相同吃水狀態下,船體變形量不得大于20 mm,極限不得大于50 mm。
4 結束語
船舶大型改裝過程中,工藝孔的開設無法避免,系列的工藝孔也是經常需要,開設工藝孔是為了改裝工作的順利進行與完成,若是由于工藝孔的開設導致了大量變形的產生,使得結構處于危險狀態,則無法有效達到船舶改裝的目標。因此,各船企在承接改裝項目時,需要對結構進行必要的評估;在改裝過程中對變形投入足夠的關注度,使得工藝孔的開設真正為工程的順利推進“開通道路”。
Many technology holes will be opened during the steel structure modification projects going on,with some existing problems on structure deformation,to which engineers and technicians should pay special attention for control.This article discusses the techniques on the concerned principles and matters to control such deformation in opening technology holes.
ship modification;technology hole;structure deformation
U673
C
1001-8328(2012)01-0022-03
樓俊浩 (1958-),男,浙江寧波人,工程師,大學專科,主要從事修船工作。
2011-09
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
