衍射時(shí)差法超聲檢測(TOFD)技術(shù)在工程施工中的應(yīng)用
2012-09-07 03:04:46吳俊王超
石油化工建設(shè) 2012年4期
吳俊 王超
中國石油天然氣第七建設(shè)公司山東青島266061
衍射時(shí)差法超聲檢測(TOFD)技術(shù)在工程施工中的應(yīng)用
吳俊 王超
中國石油天然氣第七建設(shè)公司山東青島266061
作為焊接接頭無損檢測方法的一種,TOFD技術(shù)因其具有其它檢測方法無法具備的優(yōu)點(diǎn)近年來被越來越多的業(yè)內(nèi)人士所認(rèn)知,在工程建設(shè)領(lǐng)域中逐漸得到廣泛的應(yīng)用。
焊接接頭無損檢測TOFD檢測
衍射時(shí)差法超聲檢測(TOFD)技術(shù)在近年來被越來越多的業(yè)內(nèi)人士所認(rèn)知,作為焊接接頭無損檢測方法的一種,TOFD技術(shù)因其具有其它檢測方法無法具備的優(yōu)點(diǎn)而在工程建設(shè)領(lǐng)域中逐漸得到應(yīng)用。目前,國家質(zhì)檢總局在2009年8月31日頒布的《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》中更是明確了TOFD檢測技術(shù)的規(guī)定,使TOFD檢測具備了制度保障。我單位在廣西石化1000萬t/a煉油項(xiàng)目球罐裝置中對(duì)19臺(tái)球罐的焊接接頭開始使用TOFD檢測技術(shù),隨后在350萬t/a重油催化裂化裝置中也對(duì)現(xiàn)場組焊的再生器、沉降器等核心設(shè)備的焊接接頭采用了TOFD檢測,并取得了良好效果。
1 TOFD的概念及相關(guān)介紹
1.1 TOFD的概念
TOFD是TimeOfFlightDiffraction的簡稱,譯為衍射時(shí)差法超聲檢測,是一種依靠從待檢試件內(nèi)部結(jié)構(gòu)(主要是指缺陷)的“端角”和“端點(diǎn)”處得到的衍射能量來檢測缺陷的方法,屬于超聲波檢測的一種。
1.2 TOFD基本結(jié)構(gòu)
TOFD工具由一發(fā)一收雙探頭組成(見圖1)。
1.3 TOFD檢測顯示
TOFD檢測結(jié)果可進(jìn)行存儲(chǔ)記錄,記錄的圖示稱為灰度圖(見圖2)。

2 TOFD的起源及發(fā)展概述
2.1 TOFD的起源

20世紀(jì)70年代,英國AEA國家無損檢測研究中心的Harwell實(shí)驗(yàn)室提出了超聲波衍射時(shí)差法(TOFD),經(jīng)過多年的技術(shù)發(fā)展和大量的試驗(yàn)研究,現(xiàn)在TOFD已具有較高的缺陷檢出率和可靠性,對(duì)缺陷高度測量有很好的精確度(精度可至±1mm),同時(shí)以成像的方式可即刻獲得對(duì)焊縫的清晰印象,“實(shí)時(shí)”分析缺陷,且檢測記錄方便保存、重復(fù)性高,TOFD已成為一種普遍接受的自動(dòng)超聲檢測方法。
2.2 TOFD的發(fā)展
2.2.1 TOFD在國外的發(fā)展
TOFD技術(shù)在歐美發(fā)達(dá)國家已經(jīng)作為一種先進(jìn)的無損檢測技術(shù)得到承認(rèn)和廣泛的應(yīng)用,此技術(shù)必將為我國關(guān)鍵設(shè)備安全生產(chǎn)和安全運(yùn)行提供有力的技術(shù)保障。
目前,在美國和日本應(yīng)用較多的TOFD檢測驗(yàn)收標(biāo)準(zhǔn)是美國ASMECodeCase2235-6,它是根據(jù)ASMEVIII卷Division1,papa.UW-11(a)和ASMEVIII卷Division2,TableAF-241.1的要求在進(jìn)行射線檢驗(yàn)時(shí),解答在什么條件和限制下可以使用超聲波檢測替代射線檢測。
2.2.2 TOFD在國內(nèi)的發(fā)展
在我國,TOFD技術(shù)的研究和應(yīng)用也在蓬勃發(fā)展,影響日益擴(kuò)大。隨著我國能源工業(yè)的發(fā)展,對(duì)安全環(huán)保的強(qiáng)調(diào),對(duì)檢測質(zhì)量、成本和效率的不斷重視,TOFD檢測具備了越來越廣泛的應(yīng)用需求。2007年國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局以國質(zhì)檢特函(2007)402號(hào)文《關(guān)于進(jìn)一步完善鍋爐壓力容器壓力管道安全監(jiān)察工作的通知》的方式為TOFD技術(shù)在國內(nèi)的應(yīng)用提供了契機(jī)。
目前,《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》中已明確寫進(jìn)了TOFD檢測方法,中國特種設(shè)備檢測研究院等單位已具有了較成熟的院標(biāo),這些都將對(duì)TOFD檢測技術(shù)的推廣創(chuàng)造極為有利的條件。
3 TOFD的技術(shù)特點(diǎn)及適用性
3.1 TOFD的優(yōu)點(diǎn)
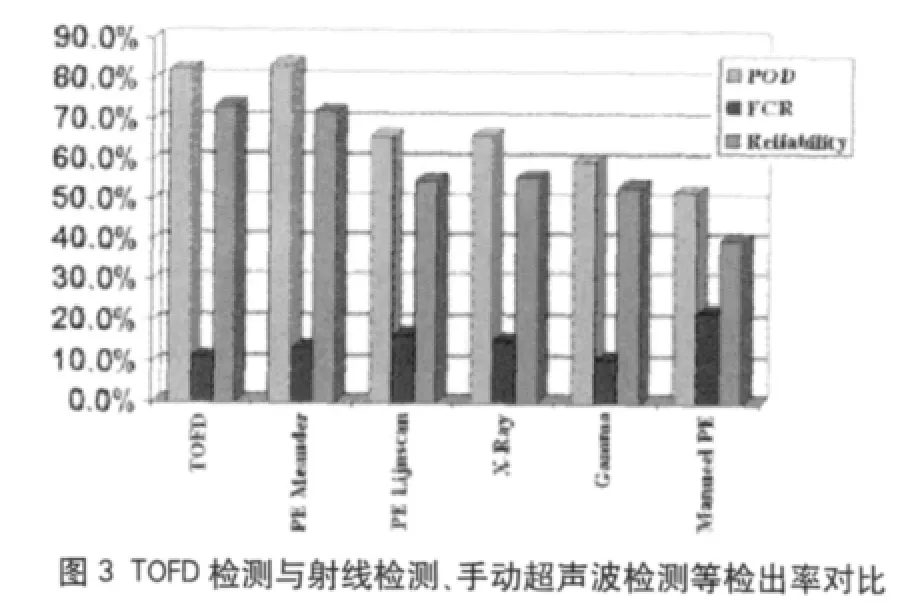
(1)能探測不利取向的缺陷,缺陷檢出率高。以荷蘭焊接協(xié)會(huì)的試驗(yàn)結(jié)果(見圖3、表1)為例。其中,POD為缺陷檢出率;FCR為誤報(bào)率;R為可靠性。
(2)超聲波束覆蓋區(qū)域大,效率高。
(3)缺陷高度測量精確。深度尺寸定位和相應(yīng)的誤差不依靠信號(hào)振幅,而是靠衍射波轉(zhuǎn)播過程中的時(shí)間差,因此缺陷的測高精確。
(4)實(shí)時(shí)成像,便于快速分析。
(5)非基于波幅,受波幅影響小。
(6)TOFD檢測橫截面視圖的檢測數(shù)據(jù)可以進(jìn)行自動(dòng)的數(shù)字記錄并作持久保存,可以為以后的檢測提供準(zhǔn)確明了的資料,尤其是對(duì)于判斷缺陷的擴(kuò)展性提供了可靠的根據(jù)。
(7)TOFD檢測與射線檢測(RT)相比,TOFD檢測使用水作為耦合劑,對(duì)環(huán)境無污染無輻射,對(duì)人體無傷害。可與施工同步進(jìn)行,可以有效地保證大型石油化工項(xiàng)目的施工進(jìn)度。
3.2 TOFD的主要局限性
(1)掃查面盲區(qū):直通波有一定的寬度,處于此范圍的缺陷波難以被發(fā)現(xiàn),在表面存在盲區(qū);
(2)底面盲區(qū);
(3)橫向缺陷檢出率較低;
(4)TOFD信號(hào)較弱,對(duì)噪聲敏感;

表1 TOFD檢測與射線檢測、手動(dòng)超聲波檢測等檢出率對(duì)比
(5)TOFD數(shù)據(jù)分析對(duì)檢測人員要求高。
TOFD檢測要求檢測人員不僅要具備熟練的常規(guī)超聲波檢測技能,還需要進(jìn)行TOFD相關(guān)理論的培訓(xùn)。檢測人員對(duì)TOFD數(shù)據(jù)分析正確與否將直接決定TOFD檢測結(jié)果的可靠性。
TOFD數(shù)據(jù)分析對(duì)人員的要求很高,對(duì)TOFD圖像分析識(shí)別的難度要遠(yuǎn)遠(yuǎn)大于對(duì)射線底片的評(píng)判。需要檢測人員經(jīng)過大量的實(shí)踐和科研,通過射線、超聲以及解剖的驗(yàn)證,積累豐富的數(shù)據(jù)分析經(jīng)驗(yàn),方可較為準(zhǔn)確的對(duì)TOFD數(shù)據(jù)進(jìn)行分析。TOFD數(shù)據(jù)分析人員絕不是僅通過人員資格培訓(xùn)考核就能勝任此項(xiàng)工作的,必須具有一定時(shí)間和一定量的檢測經(jīng)驗(yàn)的積累。
3.3 TOFD的適用性
采用以TOFD技術(shù)為主、結(jié)合脈沖反射法超聲檢測及表面檢測方法(MT、PT或ET)的綜合檢測方式,在一定條件下,可替代射線檢測,并在缺陷檢出率、檢測效率、面型缺陷檢測敏感性、環(huán)境親和性等方面具有優(yōu)越性。
4 TOFD的在工程施工中的實(shí)際運(yùn)用
4.1 TOFD檢測施工程序
TOFD檢測工作委托→施工方提供焊接工藝、設(shè)備基本信息、施工單位自檢→準(zhǔn)備條件具備→現(xiàn)場實(shí)施TOFD檢測→數(shù)據(jù)分析,確定可疑部位→可疑部位再次檢測→出具缺陷處理通知單→返修后(施工單位自檢合格后)復(fù)檢→出具初步結(jié)論通知單→出具檢測報(bào)告。
4.2 TOFD檢測適用焊接接頭需滿足條件
(1)材料為低碳鋼、合金鋼;(2)截面全焊透的焊接接頭;
(3)工件厚度t:12≤t≤400mm(不包括焊縫余高,焊縫兩側(cè)母材厚度不同時(shí),取薄側(cè)厚度值)。
4.3 確定檢測區(qū)域?qū)挾?/p>
對(duì)于TOFD檢測,其檢測區(qū)域?yàn)椋?/p>
(1)檢測區(qū)域?qū)挾葢?yīng)是焊縫本身,再加上焊縫熔合線兩側(cè)各25mm的范圍或t(厚度)中較小值的范圍。
(2)若焊縫實(shí)際熱影響區(qū)經(jīng)過測量并記錄,并且超聲探頭的位置可按預(yù)先標(biāo)記得到控制時(shí),檢測區(qū)域?qū)挾瓤梢詼p小到包括實(shí)際熱影響區(qū)加上兩側(cè)各6mm的范圍。
4.4 檢測區(qū)域的表面處理
由于TOFD檢測技術(shù)的特殊性,為確保TOFD探頭表面與工件耦合良好,采集到準(zhǔn)確有效數(shù)據(jù),必須對(duì)焊縫表面進(jìn)行打磨處理。
(1)一般情況下焊縫余高不需磨平,但在T字口焊縫應(yīng)將縱焊縫200mm長范圍內(nèi)磨平。設(shè)計(jì)要求去除余高的焊縫,應(yīng)將余高打磨到與鄰近母材平齊。保留余高的焊縫,如果焊縫表面有咬邊、較大的隆起和凹陷等也應(yīng)進(jìn)行適當(dāng)?shù)男弈ィ⒆鲌A滑過渡以免影響檢測結(jié)果的評(píng)定。
(2)要求焊縫熔合線兩側(cè)表面進(jìn)行處理,無飛濺、凹坑等,表面應(yīng)平整,一般粗糙度Ra≤6.3μm(與JB/T4730.3中的規(guī)定一致)。
(3)打磨寬度與工件厚度有關(guān)(與JB/T4730.3中規(guī)定的手動(dòng)超聲探頭移動(dòng)區(qū)寬度一致):工件厚度t≤46mm,每側(cè)打磨寬度約150mm;工件厚度t≤120mm,每側(cè)打磨寬度約200mm。
(4)一般做法是先使用砂輪片進(jìn)行打磨,再使用鋼絲刷進(jìn)行去毛刺處理。
4.5 確定可疑缺陷部位、再次檢測和返修后復(fù)檢
對(duì)檢測結(jié)果進(jìn)行綜合分析,確定可疑部位并按下述方式進(jìn)行再次檢測:
(1)采用手動(dòng)UT進(jìn)行再次檢測,必要時(shí)輔助采用相控陣超聲成像方式,以判斷其形態(tài)、位置和尺寸。依據(jù)Q/CSEI01-2007《承壓設(shè)備衍射時(shí)差法超聲檢測》(國家特檢院院標(biāo))進(jìn)行缺陷評(píng)定和驗(yàn)收。
(2)采用射線檢測進(jìn)行再次檢測驗(yàn)證。若發(fā)現(xiàn)超標(biāo)缺陷后,由施工單位進(jìn)行缺陷處理(返修),在施工單位自檢合格的基礎(chǔ)上采用與初檢一致的檢測方法進(jìn)行復(fù)檢。
4.6 其它要求
(1)在探頭移動(dòng)區(qū)周圍空間沒有阻擋探頭移動(dòng)的障礙物,離掃查面應(yīng)有300mm的空間以便實(shí)施檢測操作。
(2)檢測現(xiàn)場需要一定量的自來水(每檢測1m約需水3L),同時(shí)需要220V電源。
(3)檢測實(shí)施時(shí),附近不應(yīng)有電、磁、聲等強(qiáng)干擾信號(hào)源。
5 總結(jié)
目前大型壓力容器(特別是現(xiàn)場組焊設(shè)備)等設(shè)備根據(jù)設(shè)計(jì)圖紙要求大部分焊縫需進(jìn)行100%射線檢測,目前現(xiàn)場施工常規(guī)的射線檢測種類有χ射線檢測和γ射線檢測兩種,而χ射線檢測很難滿足大厚度工件檢測的技術(shù)要求,所以只能采用γ射線進(jìn)行檢測。由于Ir-192特別是Co-60射線源的底片靈敏度偏低,尤其是對(duì)壁厚較大且裂紋敏感性材料的高強(qiáng)鋼設(shè)備,可能導(dǎo)致危害性裂紋的漏檢。再是裝置處于施工密集區(qū),由于放射源的輻射危害影響,在射線曝光期間,周圍不能進(jìn)行正常施工。因此,大范圍、長時(shí)間實(shí)施現(xiàn)場射線檢測,嚴(yán)重影響了射線輻射范圍內(nèi)大規(guī)模施工組織的正常進(jìn)行,對(duì)工程安全、工期和質(zhì)量將產(chǎn)生極為不利的影響。
采用TOFD檢測代替射線檢測較好地解決了上述問題。在廣西石化1000萬t/a煉油項(xiàng)目19臺(tái)球罐及350萬t/a重油催化裂化裝置中再生器、沉降器、分餾塔及催化劑罐等7臺(tái)核心設(shè)備采用TOFD檢測技術(shù),共檢測焊縫長度達(dá)7000m,焊縫合格率為98.6%,在質(zhì)量、進(jìn)度等方面取得了良好的效果。
1TSGR0004-2009《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》;
2Q/CSEI01-2007《承壓設(shè)備衍射時(shí)差法超聲檢測》,中國特種設(shè)備檢測研究院標(biāo)準(zhǔn);
3CEN/TS14751-2004(歐盟標(biāo)準(zhǔn)化協(xié)會(huì)焊接分技術(shù)委員會(huì)):《焊接-超聲波衍射時(shí)差法在焊接檢驗(yàn)中的使用》;
4NEN1822:2005(荷蘭):《超聲波衍射時(shí)差法的檢驗(yàn)驗(yàn)收準(zhǔn)則》;
5ASMEcodecase2235-9(美國):《超聲檢測替代ASME規(guī)程中要求的射線檢測的要求》;
6ASTME2373-2004(美國):《采用超聲波衍射時(shí)差法的標(biāo)準(zhǔn)實(shí)施規(guī)程》;
7NDIS2423-2001(日本):《超聲波衍射時(shí)差技術(shù)(TOFD)用于缺陷高度測量的方法》。
book=87,ebook=63
TE682
B
1672-9323(2012)04-0087-03
2012-04-08)
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13