麗水36-1氣田開發海底管道鋪設的質量控制
2012-09-07 08:59:14王詩鵬李希明梁國慶賈宏偉呂旭鵬
石油工業技術監督 2012年12期
王詩鵬 劉 蒙 李希明 梁國慶 賈宏偉 呂旭鵬
1.中海油(天津)管道工程技術有限公司 (天津 300452)
2.中海石油(中國)有限公司 麗水36-1氣田開發工程項目組 (上海 200030)
1 概 述
海底管道是海上油氣田開發生產系統的主要組成部分,已經成為廣泛應用于海洋石油工業的一種有效運輸手段[1]。
目前開發的麗水36-1氣田是由中國海洋石油總公司和超準石油公司合作,中海油擔任作業者的項目。根據ODP,將建成1座4腿導管架綜合平臺CEP、1條約127km從CEP到溫州霓嶼島南陸上終端304.8mm(12″)油氣混輸海底管線、一座油氣處理及 CO2分離回收終端以及 1條 304.8mm(12″)約31km從陸上終端至溫州龍灣交氣門站天然氣外輸管線。
2 質量控制的內容
2.1 鋪管船主要工機具檢查
2.1.1 張緊器及A/R絞車
張緊器及A/R絞車是海管鋪設中最重要的設備,在鋪管過程中張緊器的張力要嚴格按設計設定,如果張力大于設計值會造成絞船困難并且會使上彎段彎曲的應力增加;張力小于設計值則會出現下彎段彎曲的應力增加。而A/R絞車的拉力過大或過小都會對啟管/棄管造成影響,無論以上哪種情況都會對海底管道的鋪設帶來不利,因此在管道鋪設之前必須對張緊器的張力、A/R絞車的拉力等進行嚴格的標定,以確保鋪管作業的正常進行,必要時需要在第三方的見證下進行測試。
2.1.2 屈曲探測器
屈曲探測器是檢測管道著泥前是否發生彎曲的設備,它在管子內部由一根鋼絲繩與之相連(圖1)。屈曲探測器由機體、測量板和沿著管內壁行走的三向支撐滾輪組成。

在管道鋪設過程中,管道焊接變長,鋪管船不斷前移,屈曲探測器就被不斷牽拉前進,但它始終位于管道著泥點之后。若屈曲探測器被卡住,則說明管道已經變形,則用力拉出探測器,檢查測量板的變形情況就可以知道管道的變形情況。屈曲探測器選擇不當、測量板直徑選擇不合適及牽引拉力控制不準等都會對管子屈曲的分析和修復帶來困難。
2.1.3 鋪管船其他輔助設備情況
在海管鋪設過程前,還要對作業線上許多輔助設備進行檢查,如半自動焊機,NDT檢驗設備、發泡保溫等設備和托管架。另外,正式鋪管前要對鋪管船進行鑒定,如鋪管船的吃水、縱傾角、各錨機的性能等。作業線上的各種滾輪、導航定位設備也要進行嚴格的檢查和標定,使各種設備都處于良好的工作狀態。
2.2 人員資質及程序文件確認
2.2.1 焊工資質及檢驗人員資質確認
海管鋪設中焊接質量的好壞,在很大程度上取決于焊工的技術水平,因此必須要求焊工有豐富的海管焊接經歷[2]。麗水36-1項目中首先要求焊工在檢驗人員、第三方和業主代表的監督下進行現場考試,焊工焊接的每一道焊口、每一填充層所使用的電流及焊接速度都要嚴格控制。焊接完畢后,檢驗人員進行外觀檢查,之后按照相關標準的要求進行檢驗,考試合格后,每名合格焊工分配一個焊工號,焊工及對應的焊工號交予業主審批,作為可以在鋪管船上的操作的憑證。
從事NDT以及對檢驗結果進行解釋的人員應具有有效的檢驗證書,并有處理設備故障的經驗、具備標定設備的操作能力及在現場條件下進行操作檢驗和估算缺陷尺寸和位置的能力。檢驗人員證書要上報業主審批,中間如有人員輪換,要重新上報人員資質證書。
2.2.2 焊接程序及檢驗程序的確認
在海管鋪設前,需要施工方提供焊接工藝評定報告(PQR)。焊接工藝評定必須依據海管材料的物理特性、級別,選擇與之相容的焊接材料,并在將母材焊接后,應有同等的物理機械性能。在焊接程序中要明確規定焊接所采用的方法和工序,并將根據焊接程序所做的焊接試件在試驗室做焊接規范所要求的各種理化試驗,試驗合格后要將試驗報告和焊接程序一同送往有權威的焊接機關或船級社進行驗證、確認,這樣文件才能成為本工程中所遵守的焊接程序。
對于檢驗程序文件,要在正式開工前,施工方將最新版本的檢驗程序文件,包括組對外觀檢驗、超聲波檢驗、針孔檢驗等程序文件交予業主審批,業主審批后,才可以在海底管道鋪設時按照程序文件的要求進行檢驗。
2.3 管材的檢驗
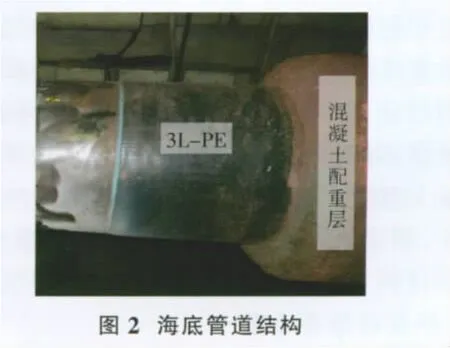
麗水36-1氣田開發項目海底管道結構均為3L-PE及混凝土配重管,鋼管規格為Φ323.9mm×14.3mm和Φ323.9mm×12.7mm兩種,外部混凝土厚度為40mm和60mm兩種,海管結構如圖2。
為保證所用管材符合規格書要求,在使用前要對其進行詳細的檢查。管材運達施工現場,往鋪管船上吊裝時要對管子的編號、管口橢圓度、母材是否損傷、防腐配重層是否破壞、坡口是否磕碰等情況進行詳細檢查。若發現個別管子有質量問題或在裝運過程中發生了損壞,則不允許壞管進入生產線。當管子吊裝到鋪管作業線時,在進管區第一站組對之前,應用高壓空氣對管子內部的浮銹和管中的雜物進行吹掃,確保管內清潔,以消除日后清管試壓時不必要的隱患。
2.4 海管的組對及焊接
為了保證組對、焊縫坡口和焊縫質量,對用于焊接相關工作的所有焊接設備、對中器、切割火炬和其他設備、工具及電源都必須保持良好的機械狀態。
2.4.1 管端坡口的質量控制
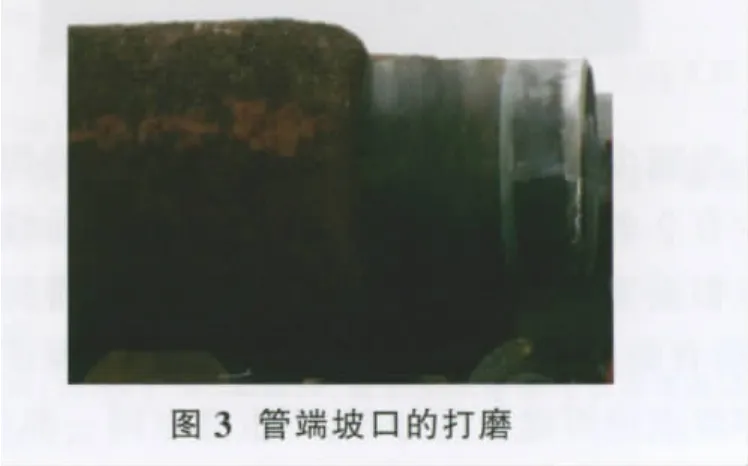
鋪管船上管子的所有焊縫的坡口加工必須用旋轉鋼刷打磨清理,坡口周圍至少100mm寬的區域必須進行清理,以保證坡口面和臨近的母材進行外觀檢驗時沒有毛刺、分層、氧化皮、鐵銹、油漆、油脂或者其他雜質,不影響焊接質量(圖3)。
對焊縫坡口中不能修補的大表面缺陷,可以將坡口切除再重新加工坡口,但新的焊縫坡口必須進行機械打磨并且加工到焊接程序所要求的尺寸、平整度和規則度。坡口角度過大會使焊道成形不好,坡口角度過小會使焊槍難以接近,氣體保護不到位而產生氣孔等缺陷;鈍邊過大常導致未焊透,鈍邊過小容易產生燒穿,影響根焊質量[3]。
2.4.2 管子焊接組對要求
管端徹底檢驗完之后,管子必須按照焊接程序的位置要求放置好,使管子的兩條縱縫都在管子的上半周部分,并錯開45°,但錯開距離不能小于10倍的壁厚。對接焊縫的最大允許錯邊量,不允許超過2.0mm,以防止焊接后發生焊接變形,產生較大的應力集中。錯邊量可以使用對中器或銅頭錘子來矯正,矯正后任何管子節點都不允許有斜接焊縫。
2.4.3 焊材的儲存要求
海底管道的焊接材料中包括焊絲和低氫型焊條,為防止焊材受潮,在焊接時形成氣孔等缺陷,使用前焊絲必須儲存在密封、防潮的容器中,該容器放置在高于20℃干燥的地方。
低氫型焊條在使用前需要在溫度為370~430℃下烘干1~2h,烘干次數不能超過3次。烘干后,焊條運至保溫存儲柜里并保持在120~150℃的溫度下以備后續使用。低氫型焊條發放4h后,所有沒有使用完的低氫焊條必須收集起來按照要求重新烘干后再發放使用。
2.4.4 海管焊接的要求
當焊縫質量可能受當時氣候條件的不利影響時,則不允許進行焊接。
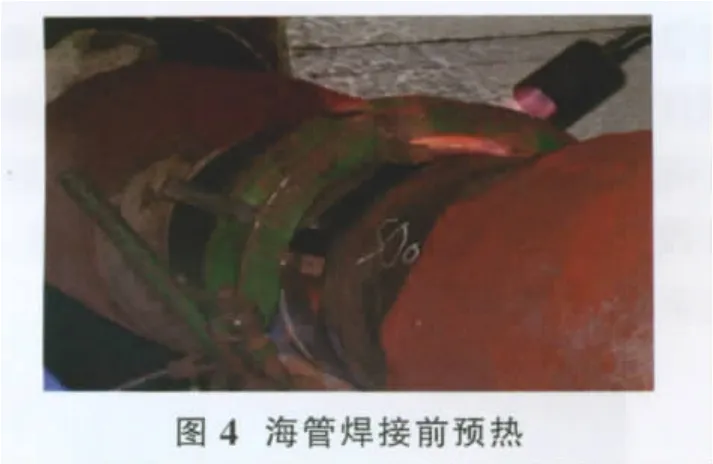
由于BH109鋪管船采用半自動焊,在焊接前要采用烤把將管端預熱到規格書要求的溫度(圖4)。
為減少焊接變形,在焊接時前兩道的焊接必須至少有2名焊工在管子兩邊同時進行,后續的焊道可以根據實際需要由多個焊工焊接,以維持鋪管速度。所有的焊道要求交錯有序焊接,并且保證起焊與終焊焊點沿焊縫長度分布,不重疊在同一部位。焊接時必須按照規格書的要求,嚴格控制焊接電流和焊接電壓等參數。為方便追蹤焊縫所有信息,在每個輪班開始前,需記錄焊工號和焊接站編號。當焊縫不合格時,記錄中必須描述管號、焊縫編號、焊接程序編號、焊接站編號、焊工名字、缺陷類型和缺陷在焊縫中的位置。
2.5 海管環焊縫的檢驗
在海管的鋪設中,焊道的外觀檢驗是檢驗工作的首要一環。對于焊接速度過快所產生的焊道缺肉,電流過大所產生的咬邊、飛濺、焊瘤等外觀缺陷都要嚴格按照程序要求進行修理。對于缺肉、咬邊等外觀缺欠嚴禁用砂輪機打磨母材的方法掩蓋缺陷,應補焊后再打磨。外觀檢驗完畢之后,要在有缺陷的焊道旁做出醒目的標記,需要修理的缺陷要及時修理,嚴禁拖到下道工序上進行。
2.5.1 全自動超聲波檢驗的要求
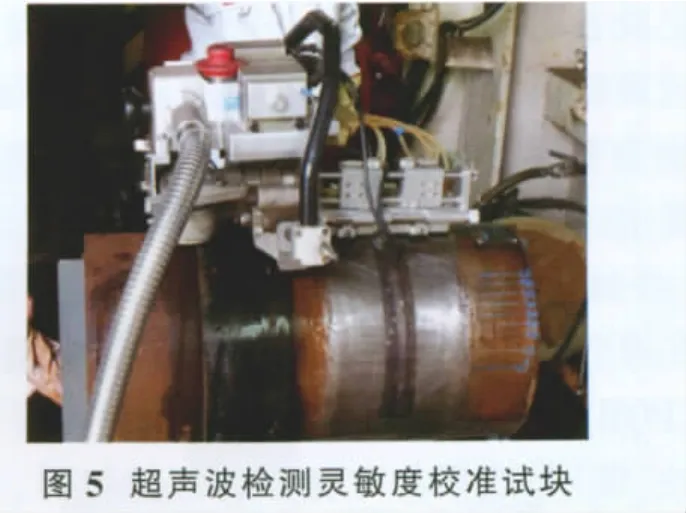
目前無損檢驗是檢驗海底管道焊縫質量的唯一途徑,在NDT所有的檢測方式中,全自動超聲波檢測技術與射線檢測等其它檢測技術相比具有安全、環保、高效、準確、缺陷檢出率高、檢測成本低等優點,已成為石油天然氣鋼質管道焊縫的重要檢測方法[4]。利用自動超聲波檢測時,對檢測設備、試塊制作、檢測系統設置等都有明確要求[5]。現場檢測時,由于海上環境的不穩定性等因素,要求在鋪設海管時,每檢測一道環焊縫之前,必須在標準試塊上校準設備的靈敏度(圖5)。
當環焊縫溫度冷卻至160℃以下才允許澆水冷卻,以防止焊縫急冷發生開裂等問題。為預防檢測不穩定,當焊縫冷卻至70℃以下,才允許安裝檢測機頭開始檢測。探頭移動區的寬度應按檢測設備、焊縫坡口形式等確定,探頭移動區內不得有飛濺、銹蝕、油垢及其它雜質。超聲波檢測的驗收標準要完全按照規格書的要求執行,在LS36-1項目中規格書中要求按照DNV-OS-F101的檢測標準執行。如果在超聲波檢測時發現超出標準要求的缺陷,需立即通知焊接人員進行返修,以免影響走船時間耽誤工期。
2.5.2 焊道返修的要求
焊道的返修是海管鋪設過程中經常遇到的問題,返修時需要通過切割、打磨、氣刨等方式去除缺陷。LS36-1項目中是采用氣刨的方式去除缺陷,為了保持根部的幾何尺寸,最后的焊縫根部3mm需通過機械的方法去除,并且打磨整個氣刨區域以去除滲碳層。氣刨完畢,需要檢驗人員采用磁粉檢測的方式確認缺陷是否完全去除。
在返修焊縫時,預熱溫度要比規定的最低生產焊接預熱溫度高出至少50℃,而且同一部位只允許2次返修,并且第2次返修需得到業主的認可。在任何焊縫的圓周上,不允許有超過3個獨立的返修區域。如果圓周長度中有第4個返修區域或總返修長度超過接頭圓周長度的30%時,必須進行切管且重新焊接接頭,切除的這部分管段以焊縫為中心最少150mm寬。
2.6 節點的防腐及保溫
當焊道檢驗合格后,要對焊道兩側的裸露管頭部分進行防腐處理,一般采用聚乙烯熱收縮帶+高密度聚氨酯泡沫(開孔)填充。根據鋪管船作業要求,海上節點涂敷應配置2個工作站進行:①表面處理和熱收縮帶安裝站;②聚氨酯填充站。
2.6.1 節點的表面處理及防腐的要求
在表面處理和熱收縮帶安裝站,主要是采用手工動力除銹對節點表面清理。除銹前,用火焰噴槍預熱表面至50~65℃,保證表面溫度高于露點溫度3℃以上,以除去表面潮氣。除銹后進行100%質量檢驗,表面除銹等級為St3級。搭接處防腐層表面應用砂紙或者其他工具小心清理,達到表面清潔、羽化,預處理的尺寸至少100mm,但不能超過450mm。
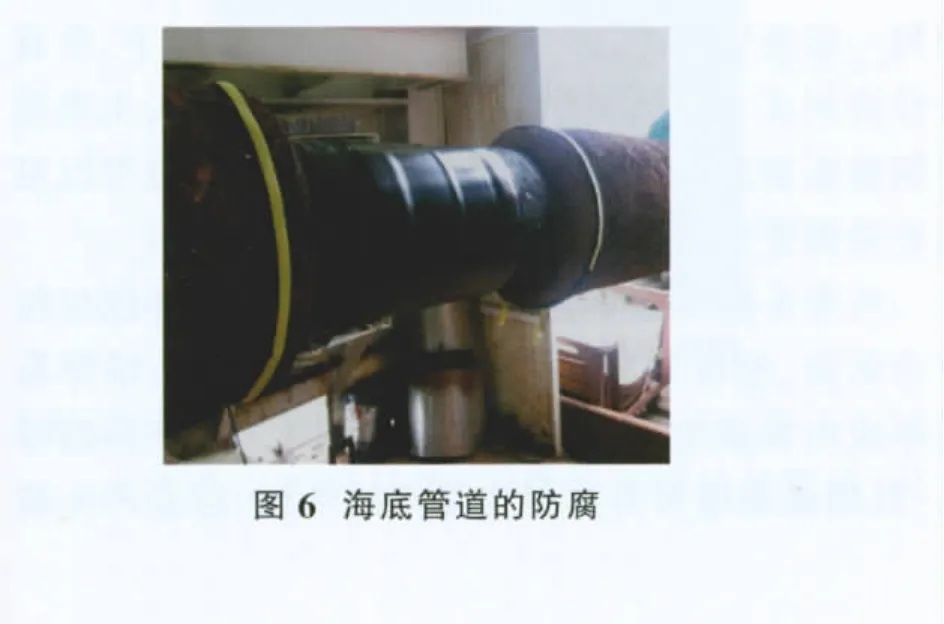
纏繞熱縮帶時,嚴格按照材料廠家操作規范用丙烷燃氣槍安裝。熱收縮帶與管體涂層的搭接長度為50~75mm。安裝完成后,當表面溫度降低到49℃以下時采用電壓為15kV的高壓電火花檢漏儀進行100%漏點檢測,同時進行100%外觀檢驗。外觀表面應平整、無皺折、無氣泡、無炭燒焦化,熱熔膠從兩端明顯溢出(圖6)。
根據規格書要求,需要每周進行1次或按照現場業主指定的頻次進行剝離試驗。
2.6.2 節點保溫的要求
節點防腐之后,采用為厚度為0.8~1.0mm厚的接口模具鐵皮,用打包帶將其纏繞在混凝土涂層的外層,形成環形空間,徑向搭接大于50mm。點焊加固后,在與混凝土材料接觸處有軟質密封膠條用于保證注料時的密封性。
調節原料溫度、時間等參數,開啟聚氨酯高壓發泡機,注射原料,形成符合要求的填充涂層。如果發現缺陷,應及時用修補料進行修補。
3 結語
為了提高海管的施工質量應做好如下幾點:
(1)嚴格執行國際上公認的鋪管規范,做到鋪管有標準,檢查有依據。
(2)認真把好焊工考試關,考試合格者方可頒發上崗證書。
(3)嚴格審定焊接程序,并認真做好記錄,使缺陷率降低到最低限度。
(4)NDT人員應有權威檢驗機關頒發的資格證書,持證上崗,定期檢查考試認證。
(5)對于AUT檢驗中發現超出標準的缺陷,應立即返修,對那些比較難判斷的缺陷,NDT檢驗人員要共同協商,統一意見做出決策。對于需切管的缺陷或對是否要切管的缺陷判定有爭議時,要報告質量總監,并請業主和檢驗第三方共同判定。
[1]馬良.海底管道建設中的幾點設想[J].中國海洋平臺,2000,15(4):37-40.
[2]杜強.平湖海底管道鋪設的質量控制[J].中國海洋平臺,1998,13(5):3-6.
[3]楊旭,段先猛.西氣東輸二線9A標段焊接質量控制[J].電焊機,2009,39(5):175-177.
[4]蔡桂喜,張恩勇.海底管道無損檢測技術及最新進展[J].無損探傷,2009,33(6):1-5.
[5]丁小軍,何小東,蘇明德,等.海底管線環焊縫的自動超聲檢測[J].無損檢測,2010,32(10):795-798.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12