X80鋼管施工常見焊接缺陷和質量控制措施
2012-09-14 06:39:56劉保平楊林兵
石油工業技術監督 2012年5期
劉保平 楊林兵 鄧 軍
中國石油長慶油田分公司 技術監測中心 (陜西 西安 710021)
X80鋼管施工常見焊接缺陷和質量控制措施
劉保平 楊林兵 鄧 軍
中國石油長慶油田分公司 技術監測中心 (陜西 西安 710021)
以目前正在施工的中衛-貴陽聯絡線輸氣管道工程焊接中易產生的各類常見缺陷為例,說明了各類缺陷形成的原因和預防措施,指出了日常外觀檢驗和無損探傷中應注意的幾個問題。
X80鋼管 焊接缺陷 外觀檢驗 無損探傷 質量控制
繼我國西氣東輸工程建成以來,近10年來,大口徑長距離高壓力的長輸管道工程得到了迅猛發展,材質也由最初的X70級發展到目前廣泛使用的X80級,X80級管材是高強度、高韌性鋼,因這種鋼材的特殊性,它對焊接要求十分嚴格,如坡口形式、焊前預熱溫度、焊接中的層間溫度、焊接電流電壓、送絲速度、焊接設備及材料、焊接方式方法等都應執行經評定合格的焊接工藝和專用的焊接工藝規程。目前正在施工中的中衛-貴陽聯絡線輸氣管道工程(以下簡稱“中貴聯絡線”),橫跨寧、甘、陜、川、渝、貴六省區,管道全長約1 600km,規格為φ1 016mm× 12.8~22.9mm,材質為X80。眾所周知,焊接在長輸管道施工中占據著極其重要的地位,焊接質量的好壞直接影響著管道的安全運行和使用壽命。因此,各級質量管理部門把焊接這一環節始終作為質量控制的重中之重,施工單位更是在焊接這一工序中投入了大量的人力、物力和財力。焊縫的缺陷分為外觀缺陷和內部缺陷,外觀缺陷可通過人眼從焊縫外部直接觀察、測量,并依據相應的檢驗標準進行評定,而焊縫內部缺陷我國目前仍然主要采用X射線探傷的方法,因為射線探傷具有定性準確、缺陷直觀、重復性好、可追溯性、受人為影響因素小等優點,仍為管道焊接內部缺陷探傷的首選方法,它在焊縫內部缺陷檢測中的地位至少目前為止是不可動搖的。
中貴聯絡線焊縫質量檢查和無損檢測執行的標準分別是Q/SY GJX 0110-2007《西氣東輸二線管道工程線路焊接技術規范》和Q/SY GJX 0112-2007《西氣東輸二線管道工程無損檢測規范》。
1 焊縫中的常見缺陷
1.1 外觀缺陷
外觀缺陷主要有咬邊、焊縫局部低于母材、焊縫余高過高、表面氣孔夾渣、凹陷及成形不良等,這些缺陷一般用肉眼從焊口外部可直接進行檢查、測量。
(1)咬邊主要是由于在焊接過程中熔敷金屬未能蓋住母材的坡口,在焊道邊緣留下低于母材的缺口。淺短的咬邊可以不做處理,但過深的咬邊會對焊道力學性能產生嚴重的影響,產生應力集中,降低接頭強度。中貴聯絡線工程對咬邊要求是:咬邊深度≯0.5mm;咬邊深度在0.3~0.5mm之間的,單個長度≯30mm,累計長度≯焊縫周長的15%;咬邊深度<0.3mm的允許存在[1]。
(2)焊縫余高超標會影響到管道焊縫的質量,尤其是當焊縫低于母材時焊縫受到的影響最大,低于母材使該截面處焊縫強度降低,嚴重影響管道的安全和使用功能。余高過高會引起一定的應力集中,同時會對后續工序防腐補口產生一定的影響,可能導致補口帶與焊縫不能完全結合牢固,防腐補口的實際質量降低。中貴聯絡線對焊縫余高要求是0~2mm[1]。
(3)其他不允許存在的缺陷有:表面裂紋、未熔合、氣孔、夾渣、引弧痕跡、有害的焊瘤、凹坑等[1]。
1.2 焊縫內部缺陷
(1)裂紋是焊接中危害性最大的一種缺陷,由于其具有延展性,在管道存在內應力的情況下裂紋會延伸擴展,直至管道破壞為止。因此長輸管道施工中,裂紋缺陷是不允許存在的,通常也不允許返修,必須割口重焊,常見的管道裂紋有縱向和橫向2種,以冷裂紋形式的居多。
(2)未焊透及根部未熔合:焊接時接頭根部未完全熔透的現象。長輸管道一般都采用單面焊,因此該類缺陷也是比較常見的,尤其是在電焊工施工經驗不豐富的情況下,未焊透及根部未熔合對焊道的危害很大,它使焊道的有效截面積減少,同時由于屬于開口性缺陷,又能造成嚴重的應力集中,在管道進行下溝作業或承壓很高的情況時,如果未焊透深度很深,還可能出現焊道沿未焊透處撕裂現象。中貴聯絡線工程規定根部未焊透和根部未熔合單個長度≤10mm,任何連續300mm的焊縫長度內,其累計長度≯20mm[1]。
(3)未熔合:焊接時焊道與母材之間或焊道與焊道之間未完全熔化結合的部分,也是焊接中的常見缺陷,危害較大。焊縫與坡口之間的未熔合其特點是面狀、平行且緊挨著相鄰的坡口,有一定的長度。中貴聯絡線工程規定:單個長度≤12.5mm,任何連續300mm的焊縫長度內,其累計長度≯25mm[2]。
(4)燒穿是指在焊接過程中,由于種種原因導致熔池熔穿前層焊道金屬,使熔化金屬自坡口背面流出,造成孔洞的缺陷。燒穿使焊縫金屬有效截面積變小,在管道受內壓的情況下也會造成應力集中。如果不做處理,在后層焊道的焊接中,該處更容易出現燒穿,造成孔洞越來越深。在仰焊部位,如果熔池將前層焊道金屬加熱至臨界融化狀態,由于金屬重力指向本層焊道,雖然不會造成燒穿,但會出現金屬塌落現象。中貴聯絡線規定:燒穿單個缺陷長度≤6mm,任何連續300mm的焊縫長度內,其累計長度≯13mm[2]。
(5)夾渣:未熔的焊絲藥皮或焊劑殘留于焊縫之中。夾渣是殘留于焊縫中的固體熔渣,其在根部、層間或表面均有可能存在。最常見的就是層間夾渣,其形式有線狀、點狀或其它形式。夾渣會降低焊縫的塑性和韌性,尖角往往造成應力集中。中貴聯絡線標準規定:條狀夾渣寬度≯2mm;單個長度≯25mm;任何連續300mm的焊縫長度內,其累計長度≯50mm。點狀夾渣的評級與氣孔相同[2]。
(6)氣孔:熔池內的氣體未在金屬凝固前逸出,殘留于焊縫之中所形成的空穴。氣孔一般是由于熔池中的氣體在熔化金屬凝固時沒有及時逸出所形成,其形式有條形氣孔、球形氣孔、柱狀氣孔等。氣孔缺陷中除了一些深度很深的柱孔、面積很大的圓形氣孔外,其它氣孔的危害性相對較小。中貴聯絡線對氣孔的檢測標準是:壁厚≤15mm時,允許存在6點;壁厚>15~25mm時,允許存在9點。不同長徑氣孔的換算點數根據標準Q/SY GJX 0112-2007表8進行[2]。
(7)內凹:內凹又稱根部收縮,由于根部收縮造成淺的溝槽,在焊縫根部形成低于母材表面的低洼部分,它的存在使焊縫部位的截面積減少。中貴聯絡線允許的焊縫內凹是單個≤25mm;任何連續300mm焊縫長度內,其累計長度≯50mm[2]。
(8)內咬邊:沿焊趾的母材部位產生的溝槽或凹陷。中貴聯絡線對內咬邊的檢測標準是:單個長度≤25mm,任何連續300mm焊縫長度內累計長度≯50mm[2]。
2 長輸管道焊縫中常見缺陷的產生原因和預防措施
2.1 外觀缺陷的產生原因和預防措施
外觀缺陷應由施工單位班組自檢、互檢、質檢員專檢合格后才能委托檢測單位進行探傷。但實際操作過程中,由于長輸管道工程大都任務重、施工難度大、工期又緊,所以施工單位在焊接施工操作過程中不能嚴格按照工藝評定執行焊接工藝,而無損檢測單位拍片時,為了跟緊工程進度,拍片前往往不做焊縫外觀檢查就直接貼片、拍片探傷,從而形成各種各樣不允許存在的焊縫外觀缺陷。
(1)焊縫低于母材:長輸管道焊接易發生于3~4點位和8~9點位,這部分焊道從根焊到填充焊接時,熔化的熔池金屬受重力影響,在蓋面焊的前一道填充焊時就相對于管道的其它部位較低,從而整體焊完后會出現該部位低于母材的現象(見圖1)。

圖1 焊縫低于母材
預防措施:在這兩個部位焊接時,電弧電壓應在焊規允許范圍內適當調低,以增加熔寬,增加導電嘴與熔池之間的焊絲長度。
(2)打磨傷及母材:焊接完成后自檢,發現余高過大或存在一些超標咬邊,就用角向磨光機打磨,操作不好很容易傷及母材。余高過高絕大部分發生在管道5~7點位,由于該部位焊接時熔池金屬受重力作用產生向下墜的力量,即使與其它部位焊接時電流電壓及焊接速度一致,也容易產生余高超過2.0mm的情況。
預防措施:對于5~7點位余高過大現象,應調整好焊接角度、在焊規允許范圍內適當調小電流,增加電壓,適當加快焊接速度。
(3)表面未熔合:層間清理過度,造成坡口被打寬,形成溝槽。電焊工手法不穩,電流較小,線能量輸入太小等都是造成表面未熔合的原因。蓋面焊焊完后,由于局部未填滿又補充蓋面時留下了表面未熔合(見圖2)。
圖2 表面未熔合
預防措施:應注意清理焊道時不傷及母材,正確掌握焊接速度,嚴格執行工藝規程。
(4)焊縫外表面成型不良:焊縫局部忽高忽低,大多數是焊工手法不穩或溝下焊時施工空間不足,受地形限制所造成,且大多發生在管道焊縫的6點位附近(見圖3)。

圖3 焊縫外表面成型不良
預防措施:能夠溝上焊的盡量采用溝上焊,不能采用溝上焊的,管道溝下焊時應有足夠大的空間,利于焊工順利操作,并使用正確的焊接姿勢,蓋面焊接一次成型合格。
2.2 內部缺陷的產生原因和預防措施
(1)氣孔是長輸管道焊接中最常見的一種缺陷。如果發生在根部,大多是保護氣體純度不夠,排量太小,防風不好所致;如果發生在填充蓋面,是由于焊材受潮,坡口或焊道之間不清潔,電弧電壓過高,焊材成分偏析等原因(見圖4、圖5)。
圖4 根焊氣孔
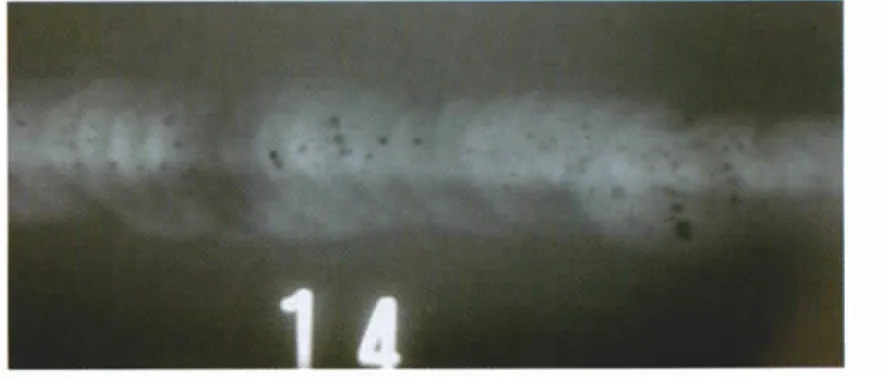
圖5 蓋面焊氣孔
預防措施:下雨、下雪、空氣濕度過大或風速太大的情況下一定要采取防護措施。如增加防風棚,并保證管材焊接前的預熱溫度,保護氣體的純度應符合標準,排量適當。焊道清渣徹底,保持焊材干燥。
(2)夾渣是由于焊道清理不干凈,焊接電流較小,焊條角度不正確,使熔渣不能浮出熔池 (見圖6)。

圖6 焊縫夾渣
預防措施:及時清理焊道,保持清潔;在保證熔透的情況下適當減少焊接電流,電流較大時導電嘴不要壓得太低;適當降低焊接速度,提高電弧電壓。
(3)坡口未熔合:填充焊時焊速太快或電流太小,焊材成分偏析,電弧過長或焊條角度不當所造成(見圖7)。
預防措施:采用較大的焊接電流,正確地進行施焊操作,注意坡口部位的清潔。組對焊口時保證對口間隙符合標準要求。
(4)根部未熔合:對口間隙太小或錯邊量超標,鈍邊太厚,操作方法不當所致(見圖8)。
圖7 坡口未熔合夾渣

圖8 根部未熔合
預防措施:組對間隙適當,注意組對時的錯邊量,坡口角度和鈍邊尺寸應符合規定,焊接角度要正確。
(5)根部未焊透:對口間隙偏小,焊接電流過小或焊速過快(見圖9)。

圖9 根部未焊透
預防措施:組對間隙適當,按工藝規程規定電流電壓施焊。
(6)內凹大多發生于管道5~7點位,由于焊速慢、熔池大、溫度高、熔化金屬受重力作用發生下墜,焊絲未送到適當位置或對口間隙太大、根部焊道太寬所致(見圖10)。
預防措施:組對間隙大小適中,保持適當焊速和適宜電流。
(7)根部咬邊:由于焊接參數選擇不當,或操作方法不正確,大多是由于操作手法如運條角度、速度不正確,電流太大或電弧太長所產生的(見圖11)。

圖11 根部咬邊
預防措施:調整根焊電流和施焊速度,應用正確的焊接角度,注意對口間隙。
(8)燒穿:由于焊接參數選擇不當,或操作方法不正確,焊接電流過大,焊接速度過慢,電弧在焊縫處停留過久,組對間隙太大,使熔化金屬受重力影響導致燒穿產生(見圖12)。
圖12 燒穿
預防措施:組對間隙大小適中,電流不宜過大,保持適當的焊速。
(9)裂紋:長輸管道中產生的裂紋大多是由應力所致。當管道在預熱不均勻或不預熱、焊接速度及熱輸入量不穩定時,這種現象會使局部加重。溝下焊時,當兩個管口隨圓度相差較大使用外對口器強力組對時,應力一般是產生冷裂紋的直接原因。在X80這種高強鋼的焊接中,層間溫度不均勻、局部溫差過大會產生溫差應力。氫也是導致冷裂紋產生的重要因素。焊接時,由于電弧溫度很高,使焊材、空氣、坡口的臟物等其中含有的水分分解,形成氫原子或離子進入焊縫熔池中,當熔池快速冷卻后,未來得及逸出的氫便以過飽和態留在了焊縫中,由于過飽和氫很不穩定,因此會自發的向周圍和大氣中擴散,氫的擴散速度與焊縫的冷卻速度、焊縫組織情況及應力方向有關,通常在以上原因的共同作用下,就會誘發冷裂紋產生。
預防措施:首先要按照工藝規程規定的焊前預熱至100~200℃,且保證圓周均勻預熱。其次避免強力組對,尤其是溝下焊使用外對口器時,必須保證根焊完成50%以上才能撤離[1]。管道焊接,尤其是填充焊時應保證管道相對穩定,不得產生軸向彎曲或扭轉應力。管道在連死口時,切不可采用千斤頂、吊管機上提,挖掘機下壓等來調節對口間隙的強力組對方式。
3 焊縫外觀檢驗
(1)施工機組在管道組對前,應對管口橢圓度再次進行檢查確認,若橢圓度超標,現場一般無能為力,此根鋼管則不能使用,如果強力組對,則會造成錯變量超標或裂紋。焊接完成后,應及時進行外觀檢驗,每條長輸管道有各自的檢驗標準。中貴聯絡線采用西二線的焊接技術規范Q/SY GJX0 110-2007。焊接完成后應由蓋面焊的焊工進行自檢,對個別余高超高的地方允許打磨處理,但操作時應特別注意要圓滑過渡到母材,不能出現打磨棱角更不能傷及母材。在實際監督檢驗中,發現由于外觀打磨而傷及母材的現象絕非個別。
(2)焊接機組的質檢員在例行外觀檢查時,應對整個焊口進行一次全面檢驗,特別注意管道底部余高、焊寬、咬邊及外部成型情況,即6點位附近的外觀質量,不應僅限于0、3、6、9點4個位置。而對于錯邊量,尤其是溝下焊使用外對口器應特別注意,一旦造成錯邊量超標,處理的辦法就是割口重焊,這樣“勞民傷財、得不償失”。
(3)監理應當及時進行平行檢驗,對易出現外觀缺陷的機組應加大檢查力度,并根據外觀缺陷的類型,幫助施工單位分析問題和解決問題。
(4)經過自檢合格的焊口應及時委托檢測單位進行無損探傷,這樣一旦缺陷返修,就能及時予以返修處理。
4 焊縫無損檢測
(1)檢測單位接到無損檢測委托后應當及時到現場檢測。拍片前,應再進行一次外觀檢查,發現有不符合外觀要求或影響底片評定的情況時應及時通知監理,以便施工單位及時處理。存在嚴重外觀缺陷的應拒絕拍片。
(2)按照無損檢測工藝規程和各檢測單位的管理制度組織底片評定,評定中應嚴格按照標準去做。
(3)檢測單位要將檢測結果及時通知監理和施工單位,以便施工單位組織防腐補口或返修。
5 結束語
大口徑長輸管道工程投資大、工期長、使用壽命一般至少幾十年,它的質量攸關重要,是為國家的未來和子孫后代造福的一項民心工程。而焊接質量好壞對管道的使用壽命起到至關重要的作用。要順利完成此項工作,需要業主、監理、EPC總承包、設計、施工、檢測等各方的通力合作才能完成,任何一方缺失或大意都可能會產生無法挽回的經濟損失甚至政治影響,所以對此項工作應一絲不茍、認真按照標準規范及設計文件的要求去做。
[1]Q/SY GJX 0110-2007西氣東輸二線管道工程線路焊接技術規范[S].
[2]Q/SY GJX 0112-2007西氣東輸二線管道工程線路無損檢測規范[S].
By an example of all kinds of common defects appearing easily in the present welding construction of gas pipeline project on the connection line between Zhongwei and Guiyang,the paper presents the formation causes of all defects and corresponding prevent measures.Then it is pointed out that several problems in daily observational examination and nondestructive flaw detection should be paid much attention.
X80 steel pipe;welding defects;observational examination;nondestructive flaw detection;quality control
劉保平(1963-),男,工程師,無損檢測高級人員,安裝專業一級質量監督工程師。
2012-03-18▎
猜你喜歡
今日農業(2022年4期)2022-11-16 19:42:02
河北果樹(2022年1期)2022-02-16 00:41:26
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
甘肅教育(2020年8期)2020-06-11 06:09:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
河北果樹(2020年2期)2020-01-09 11:15:07
建材發展導向(2019年5期)2019-09-09 09:21:46
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13