多線切割機(jī)電氣控制設(shè)計
2012-09-16 13:23:00丁彭剛王雙全莊文波王亞君
電子工業(yè)專用設(shè)備 2012年3期
關(guān)鍵詞:系統(tǒng)
丁彭剛,王雙全,莊文波,王亞君
(中國電子科技集團(tuán)公司第四十五研究所,北京 101601)
多線切割機(jī)是一種廣泛應(yīng)用于IC(集成電路)、IT(信息技術(shù))、PV(光伏)行業(yè)中,如單晶硅、藍(lán)寶石、石英晶體、壓電陶瓷、磁性材料、光學(xué)玻璃等硬脆性材料精密切片加工的電子專用設(shè)備,是光電信息產(chǎn)業(yè)核心器件基片制造流程中的關(guān)鍵裝備。多線切割是目前最先進(jìn)的切片加工技術(shù),其原理是通過金屬線的高速往復(fù)運(yùn)動把磨料帶入待切割材料加工區(qū)域進(jìn)行研磨,將待切件同時切割為數(shù)百或數(shù)千片薄片的創(chuàng)新性切片工藝。在該工藝中,切割線被纏繞在一個導(dǎo)線軸輥上,可以一次性完成相當(dāng)于內(nèi)外圓切割機(jī)數(shù)百次的切割量,而且在切片的彎曲度、翹曲度、平行度、總厚度公差等關(guān)鍵技術(shù)指標(biāo)上均明顯優(yōu)于傳統(tǒng)的加工設(shè)備,多線切割機(jī)以其切割速度快、加工精度高、切割損耗低的優(yōu)點,已逐漸取代了傳統(tǒng)的內(nèi)圓切割和外圓切割技術(shù),成為硬脆性材料切片加工的主流設(shè)備。
1 多線切割機(jī)走線系統(tǒng)構(gòu)成
線切割機(jī)系統(tǒng)設(shè)計是一個涉及機(jī)械技術(shù)、控制技術(shù)、數(shù)字信號處理技術(shù)、材料科學(xué)等多學(xué)科交叉的研究領(lǐng)域。圖1所示的是多線切割機(jī)的走線系統(tǒng)示意圖,放線輪上的切割線(通常為鋼絲線或者是金剛石線)通過一系列導(dǎo)向輪過渡到加工軸輥上,
在加工輥上纏繞多圈,再通過一系列導(dǎo)線輪收卷到收線輪。多線切割機(jī)進(jìn)行切片加工時,工作臺進(jìn)給系統(tǒng)驅(qū)動待切件向下運(yùn)動與切割線接觸,加工輥高速往復(fù)運(yùn)動,切割線則隨之帶動砂漿研磨切割待切件,從多線切割機(jī)的加工原理不難看出,走線系統(tǒng)是多線切割機(jī)系統(tǒng)的核心。如圖2所示,多線切割機(jī)走線系統(tǒng)主要由放線輪、加工軸錕、收線輪、張力控制裝置、排線裝置等幾個部分構(gòu)成,各部分通過導(dǎo)線輪相連,加工輥兩側(cè)各有一個張力控制器,放線輪和收線輪側(cè)都配有排線裝置。
2 多線切割機(jī)控制部分

圖1 多線切割機(jī)走線系統(tǒng)示意圖
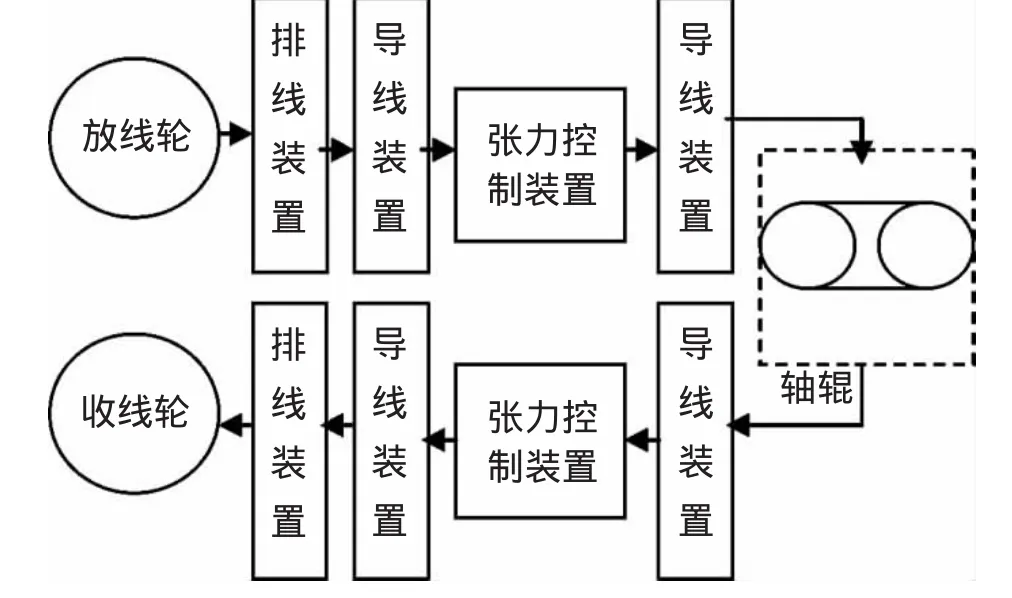
圖2 多線切割機(jī)走線系統(tǒng)通用框圖
多線切割機(jī)電氣控制系統(tǒng)綜合了分布式控制,模糊控制,PID控制等多種技術(shù),本文主要介紹電氣控制部分。
2.1 電氣控制系統(tǒng)構(gòu)成
多線切割機(jī)電氣控制系統(tǒng)的構(gòu)成如圖3所示,控制系統(tǒng)主要由主控制器、軸控制卡、電機(jī)模塊、分布式I/O站、電源接口模塊、溫度控制模塊、斷線監(jiān)測模塊、觸摸屏等組成。本系統(tǒng)選用PLC控制器作為整個控制部分的核心,它的性能影響著整個控制系統(tǒng)的響應(yīng)速度,它的位計算速度是0.1μs,浮點數(shù)計算速度為 3μs,能夠充分滿足需要。軸控制卡和控制器通信采用的是PROFIBUS總線,PROFIBUS總線是現(xiàn)在國際上比較流行的分布式總線,通信模式采用的是等時通訊模式,它的特點是傳輸時間可調(diào)、傳輸速率快,分布式控制,抗干擾能力比較強(qiáng)。I/0的輸入和輸出模塊采用分布式I/0站,和控制器之間采用以太網(wǎng)連接,它是一個防護(hù)等級為IP20的模塊化配置DP從站,最多能夠連接8個信號或功能模塊,具有抗干擾性強(qiáng),和主機(jī)交換數(shù)據(jù)實時性高,所用電纜少(總線連接)等諸多優(yōu)點。系統(tǒng)采用數(shù)字式溫控模塊進(jìn)行冷卻液的溫度控制和砂漿流量的控制,它的特點是高速采樣,采樣周期為50ms;高精度、高分辨率;多點輸入,支持多種溫度和模擬量輸入;多點輸出,支持多種電流和電壓輸出(脈沖)等。電源模塊包含濾波和整流功能,把380V交流電轉(zhuǎn)換成電機(jī)需要的直流電。系統(tǒng)含有8個電機(jī)模塊,用以實現(xiàn)主從軸、排線、收放線輪、工作臺等機(jī)構(gòu)的控制。
2.2 主從軸輥的同步控制
軸輥運(yùn)轉(zhuǎn)由兩個大功率電機(jī)帶動,并在軸輥電機(jī)主從控制結(jié)構(gòu)中,將一臺電機(jī)作為主動電機(jī),另一臺作為從動電機(jī)。主電機(jī)以用戶給出的速度給定值作為參考值,在運(yùn)行過程中緊密跟蹤系統(tǒng)給定值,而從動電機(jī)以主電機(jī)的輸出速度作為自己的參考值。在運(yùn)行過程中緊密跟蹤主電機(jī)。這種控制方式使系統(tǒng)的同步精度得到提高。主從軸輥電機(jī)控制系統(tǒng)結(jié)構(gòu)如圖4所示。
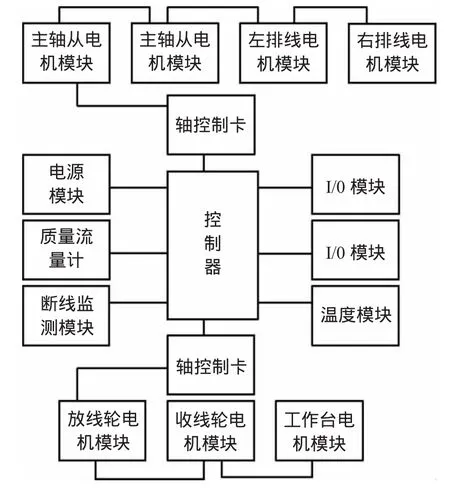
圖3 電氣控制系統(tǒng)構(gòu)成

圖4 軸輥電機(jī)主從控制示意圖
2.3 張力控制
鋼線的張力是多線切割機(jī)切割工藝中相當(dāng)核心的要素之一。張力控制不好是產(chǎn)生線痕片、崩邊、甚至斷線的重要原因。鋼線的張力過小,將會導(dǎo)致鋼線彎曲度增大,帶砂能力下降,切割能力降低。從而出現(xiàn)線痕片等。鋼線張力過大,懸浮在鋼線上的碳化硅微粉就會難以進(jìn)入鋸縫,切割效率降低,出現(xiàn)線痕片等,并且斷線的幾率很大。如圖5所示為張力控制的機(jī)械結(jié)構(gòu)。主軸軸輥上鋼線通過張力臂上的導(dǎo)輪連接收放線輪。張力臂的力矩來源由氣缸提供,并設(shè)定張力臂的垂直位置為平衡位置。在切割工藝中,通過氣缸設(shè)定鋼線的工作張力,當(dāng)主軸速度和線輪速度不一致時,張力臂偏離平衡位置,鋼線張力發(fā)生變化。通過調(diào)節(jié)收放線輪的線速度,使之與主軸線速度一致,使張力臂盡量在平衡位置附近,以達(dá)到穩(wěn)定鋼線張力的目的。
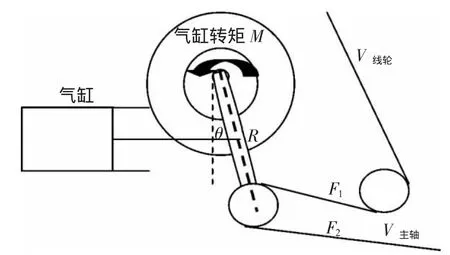
圖5 張力臂機(jī)械結(jié)構(gòu)
為了比較精確匹配軸輥速度和收放線輪速度,使之線速度趨于一致,使張力臂擺動的幅度盡量最小,最終使張力臂上鋼線張力趨于穩(wěn)定,負(fù)載變化較小,因此引入了PID控制。如圖6所示為本系統(tǒng)的PID控制框圖。其中張力臂平衡位置P0為輸入值,張力臂的轉(zhuǎn)角通過編碼器獲得,為系統(tǒng)反饋值,兩者之差經(jīng)過PID控制器轉(zhuǎn)化為速度,同時把線輪補(bǔ)償速度作為一個前饋,共同作用值傳遞給收放線輪。
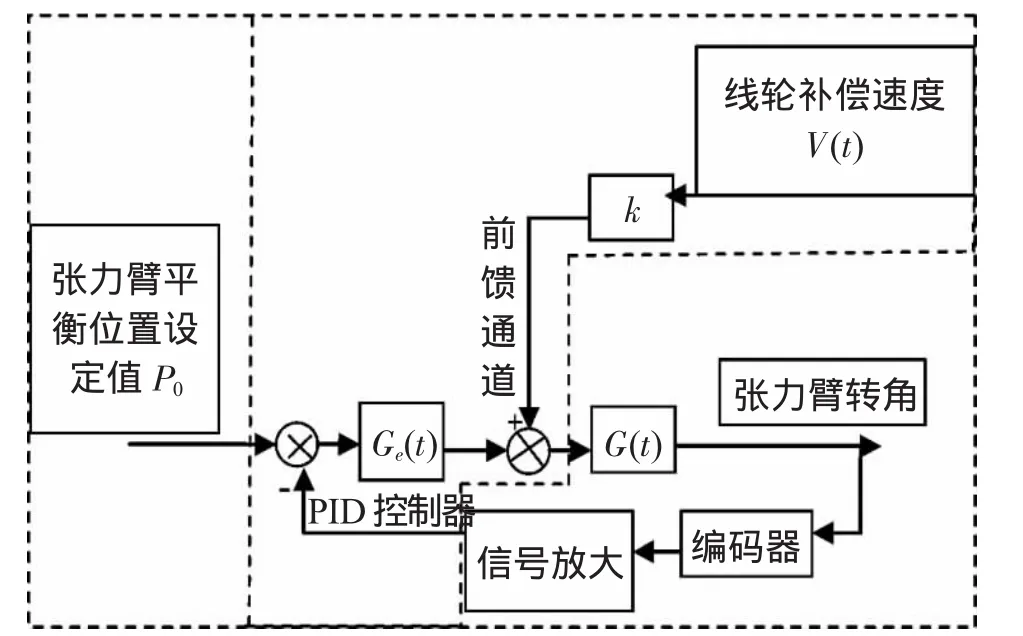
圖6 PID控制框圖
在控制器中設(shè)定采樣周期,Pi表示第i次采樣周期張力臂擺動位置

本系統(tǒng)PID控制規(guī)律用如下方程表示:V(Ki)表示收放線輪第i次采樣周期計算速度,KP是張力臂位置和平衡位置差值的比例系數(shù),Ki是累計張力臂位置和平衡位置差值的積分系數(shù),Kd是采樣周期之間位置差值的微分系數(shù),V線輪(t)是收放線輪的計算速度。在控制器的每次等時模式數(shù)據(jù)傳輸中,把計算速度傳遞給收放線輪,來時刻調(diào)節(jié)張力臂的擺臂角度,使之處于平衡位置。對于PID控制而言,PID各項系數(shù)的選擇始終是一件非常煩雜的工作,需要經(jīng)過不斷的調(diào)整才能得到較為滿意的控制效果。
2.4 收線輪排線控制
在切割機(jī)往復(fù)走線過程中,放線輪上的鋼絲線會逐漸過渡到收線輪,排線機(jī)構(gòu)是保證走線系統(tǒng)正常運(yùn)行的關(guān)鍵機(jī)構(gòu)之一,在走線系統(tǒng)中起著非常重要的作用。排線機(jī)構(gòu)將切割線均勻地收卷到收線輪上,排線導(dǎo)輪的直線運(yùn)動速度大小跟隨收線輪電機(jī)的轉(zhuǎn)速,通過排線導(dǎo)輪的周期性往復(fù)運(yùn)動,收線輪電機(jī)能使切割線整齊地纏繞在收線輪上,有效防止多層纏繞時鋼絲線亂卷、相互纏繞等現(xiàn)象,在收線過程中,線輪上的入線位置會發(fā)生改變,排線電機(jī)驅(qū)動導(dǎo)輪跟隨線輪上的入線位置移動,其移動范圍應(yīng)在線輪上繞線部分長度L以內(nèi)。在入線位置的每個前進(jìn)或后退行程內(nèi),入線位置ΔS(t)與線輪轉(zhuǎn)動圈數(shù)Nr(t)的關(guān)系為:ΔS(t)=Nr(t)h(h為線輪上繞線間距)。因此通過數(shù)據(jù)總線讀出線輪的轉(zhuǎn)動圈數(shù)后,即可控制排線導(dǎo)輪移動到相應(yīng)的位置,如圖7所示。
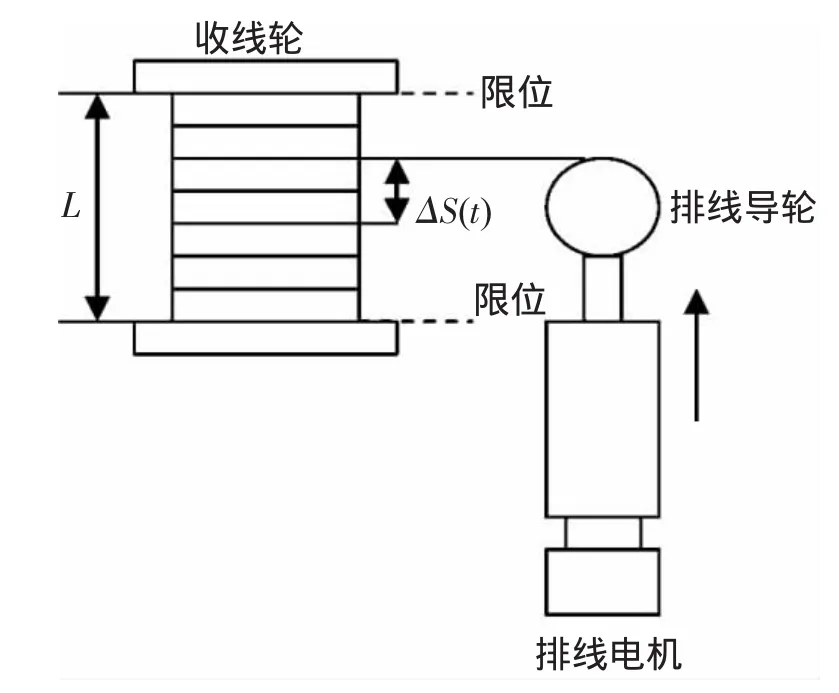
圖7 鋼線排線示意圖
2.5 溫度和砂漿流量控制
在切割機(jī)切割狀態(tài)下,必須時刻監(jiān)測機(jī)器上各個重要部分的溫度以及砂漿流量控制。需要監(jiān)測的溫度部分主要有軸輥部分、熱交換器冷卻部分、砂漿返回溫度等,為了監(jiān)測各個部分溫度,本系統(tǒng)選用的是四線制Pt電阻溫度傳感器。相比于二線制、三線制Pt電阻溫度傳感器,四線制測量溫度更為精準(zhǔn),與溫度控制模塊相結(jié)合,可以把溫度控制在比較理想的范圍內(nèi)。如圖8所示,為利用溫度控制模塊、四線制Pt電阻和比例閥來控制熱交換器冷卻砂漿。
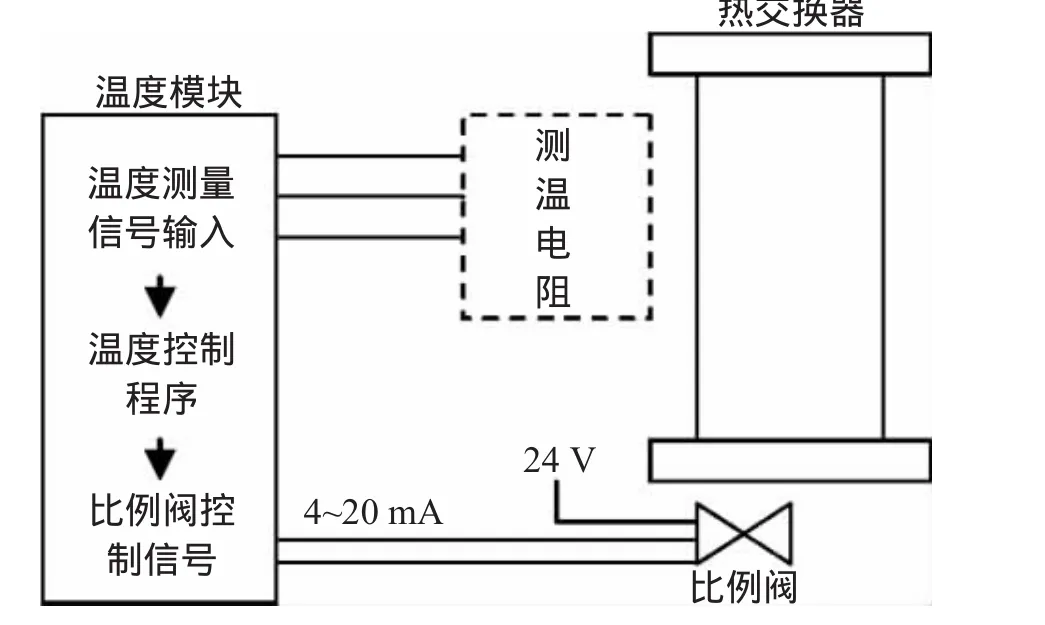
圖8 熱交換器冷卻示意圖
鋼線在高速運(yùn)動中,要完成對硅料的切割,必須由砂漿泵將砂漿從砂漿罐中打到噴砂嘴,再由噴砂嘴噴到鋼線上。砂漿的流量是否均勻、流量能否達(dá)到切割的要求,都對切割能力和切割效率起著很關(guān)鍵的作用。如果流量跟不上,就會出現(xiàn)切割能力嚴(yán)重下降,導(dǎo)致線痕片、斷線、甚至是機(jī)器報警。為了監(jiān)測系統(tǒng)的流量控制,系統(tǒng)選用質(zhì)量流量計來時刻測量砂漿的流量。如圖9所示,把質(zhì)量流量計測得流量結(jié)果時刻傳遞給數(shù)字溫度模塊,模塊利用自身內(nèi)部的PID模塊,計算出相應(yīng)的輸出值,可以是電壓,電流等,輸出值控制變頻器來控制電機(jī)的轉(zhuǎn)速,來調(diào)節(jié)砂漿流量滿足系統(tǒng)要求。質(zhì)量流量計同時可以監(jiān)測砂漿的黏度,隨著切割進(jìn)行,砂漿的黏度超出工藝要求范圍時,及時進(jìn)行報警。
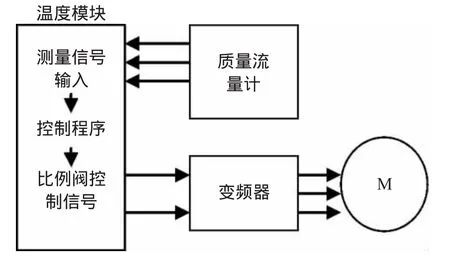
圖9 砂漿流量控制示意圖
3 結(jié)束語
除去以上列舉的電控部分的研究,同時進(jìn)行了切割過程中斷線監(jiān)測方法等研究。在多線切割機(jī)切割工藝中,控制系統(tǒng)的每一部分都根據(jù)權(quán)重的不同,在系統(tǒng)中起著重要作用。在切割工藝實驗中,根據(jù)硅片的切割質(zhì)量,確定控制系統(tǒng)的各個部分是否滿足使用要求,并根據(jù)實驗結(jié)果,相應(yīng)的進(jìn)行控制系統(tǒng)各個部分的改進(jìn),最終切割產(chǎn)品滿足用戶要求。
:
[1]張義兵,戴瑜興,湯 睿,等.多線切割機(jī)速度同步系統(tǒng)的自適應(yīng)逆控制及實現(xiàn)[J].控制理論與應(yīng)用,2008.25(6):1007-1010.
[2]管力明,林 劍.無軸單張紙輸紙機(jī)的同步控制[J].控制理論與應(yīng)用,2009.26(5):573-577.
[3]趙希梅,郭慶鼎.數(shù)控機(jī)床多軸聯(lián)動伺服電機(jī)的零相位自適應(yīng)魯棒交叉耦合控制[J].中國電機(jī)工程學(xué)報,2008.28(12):129-133.
[4]何金保,郭 帥,何永義,等.基于遺傳優(yōu)化的張力模糊控制[J].控制理論與應(yīng)用,2009,26(3):243-248.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32