機械設備運行中狀態的監測
2012-09-18 02:56:00邵月娥
天津化工 2012年5期
邵月娥
(天津化工廠電解廠,天津 300480)
機械設備運行中狀態的監測
邵月娥
(天津化工廠電解廠,天津 300480)
機械設備運行過程中產生的噪音、振動、溫升、磨損等信息是受運動狀態影響的效果。通過人的感覺功能及各種儀器測量獲取這些信息變化情況,可以判斷設備運行是否正常,預測設備故障是否可能發生。
機械設備運行狀態;監測;聽診法;觸測法;觀察法;振動儀測量法
機械設備狀態監測是對運行中設備的零件、部件或者整臺設備的工作狀態的監測,并根據監測結果對其工作狀態是否正常進行判斷的過程。設備狀態監測可以為預測設備故障提供可靠的依據。各類設備中零部件在發生故障時,總是從狀態異常開始的,例如溫度升高、振動加劇、噪音加大、磨損變快等。
利用這些異常信息,便可通過儀器和人的感官功能獲取這些信息變化的情況,也可以通過儀器測量數據,作為預測故障是否可能發生的依據。本文根據筆者多年的現場工作經驗總結機械設備狀態監測的幾種常用方法,就此加以闡述。
1 聽診法
設備正常運行時,伴隨發生的聲響總是有一定音律和節奏。只要熟悉和掌握這些正常的音律和節奏,通過人的聽覺功能就能對比出設備是否出現了重、雜、怪、亂的異常噪音,判斷設備內部出現的松動、撞擊、不平衡等隱患。聽診法對設備進行的監測常用工具一般是木柄螺釘旋具和電子聽診器。電子聽診器是一種振動加速度傳感器,將設備振動狀態轉換成電信號,并進行放大,實現定性測量的高效簡便監測儀器,用耳機監聽運動設備振動聲響。通過測量同一位置點,不同時期相同轉速、相同工作狀態下的信號,并進行對比,判斷設備是否存在故障。
1.1 應用聽診法監測滾動軸承的方法
滾動軸承正常工作狀態的聲響特點:一般設備滾動軸承處于正常工作狀態時,運行平穩、輕快、無停滯現象,發出的聲響和諧而無雜音,可聽到連續的“嘩嘩”聲,或者較低的“轟轟”聲,噪音強度不大。
1.2 滾動軸承異常聲響所反映的軸承故障
1.2.1 用聽診法聽到軸承發出均勻而連續的“咝咝”聲,這種聲音由滾動體在內、外圈中旋轉而產生,包含有與轉速無關的不規則的金屬振動聲響。一般表現為軸承內加油脂不夠,應進行補充。
1.2.2 聽到軸承連續的“嘩嘩”聲中發出均勻的周期性的“嗬羅”聲。這種聲音是由于滾動體和內、外圈滾道出現傷痕、溝槽、銹蝕斑而引起的。聲響的周期與軸承的轉速成正比。應對軸承進行更換。
1.2.3 軸承發出不連續的“梗梗”聲,這種聲音是由于軸承保持架或者內外圈破裂而引起的,必須立即停機更換軸承。
1.2.4 軸承發出不規律、不均勻的“嚓嚓”聲。這種聲音是由于軸承內落入鐵屑、沙粒等雜質而引起的。聲響強度較小,與轉速沒有聯系。應對軸承進行清洗,重新加脂或換油。
1.2.5 軸承發出連續而不規則的“沙沙”聲,這種聲音一般與軸承的內圈與軸配合過松或外圈與軸承孔配合過松有關系。聲響強度較大,應對軸承配合關系進行檢查,發現問題及時處理。
1.2.6 軸承發出連續刺耳嘯叫聲,這種聲音是由于軸承潤滑不良、缺油造成了干摩擦,或者滾動體局部接觸過緊,如內外圈滾道偏斜、軸承內外圈配合過緊等情況而引起的。應及時對軸承進行檢查,找出問題,對癥處理。
2 觸測法
用人手的觸覺可以監測設備的溫升、振動及其間隙的變化情況。人手的神經纖維對溫度比較敏感,可以比較準確地分辨出80℃以內溫度。如機件溫度在0℃左右時,手感冰涼,若觸摸時間較長會產生刺痛感。30℃左右時,手感微溫,又舒適感。如到70℃手感燙的灼痛,一般只能忍受3s長的時間,并且手的觸摸處很快變紅。觸摸時,應試觸后在細觸,以估計機件的溫升。根據溫度變化可判斷出設備是否存在問題。
用手晃動機件可以感覺出0.1~0.3mm的間隙大小。用手觸摸機件可以感覺振動的強弱變化和是否發生沖擊等。
3 觀察法
人的視覺可以觀察設備上的機件有無松動、裂紋及其它損傷等。可以檢查潤滑是否正常,有無干摩擦和跑、冒、滴、漏現象。可以查看油箱沉積物中金屬磨粒的多少、大小及特點。以判斷相關零件的磨損情況,可以監測設備運行是否正常,有無異常現象發生。
4 振動儀測量法
對于精密度較高、轉速較快、設備較大、并且是用在關鍵生產部位的設備經常采用振動儀監測其運行中的振動,以找出其設備部件存在的問題,保證設備的高精確運行。如我電解廠氯氣輸送用的氯壓機組上采用的是振動儀監測裝置。
氯氣透平機(簡稱:氯壓機)是我廠年產12.5萬t隔膜電解和年產14.5萬t復極離子膜電解的氯氣輸送設備,其型號為LLY-3700,型式為單吸四級離心式。氯壓機運行平穩關系到我廠電解系統和聚氯乙烯單體合成工序及其它用氯單位的正常生產因此保證氯壓機的良好運行對全廠的生產至關重要,從投產以來就是我廠重點監測的設備。我廠對于氯壓機的振動監測設有連續監測和定期監測兩種。連續監測是機組內置檢測儀器,輸送信號至計算機信息處理系統,對設備運行狀態進行監測或控制。我廠氯壓機連續監測系統由單振監視儀、探頭、前置器組成。在長期的使用過程中,發現存在數值飄逸較大,探頭易損壞等缺點。由于氯壓機為連續運轉設備,在每年的系統停電檢修或機組維修時才能更換已損壞探頭,所以長期以來我們以連續和定期監測相結合。定期檢測是每隔一定時間,例如每周或每月對工作狀態下的機組進行一次振動監測,以此來間接判斷機組中關鍵零、部件的狀態。我廠進行定期監測的設備采用PZ-6型振動測量儀,可以測量機械振動的加速度、速度、位移等物理量,直接數字顯示,適用于旋轉往復式機器、機械的烈度和設備振動狀態的測量,測量范圍:加速度 P0.1~1999m/s2、速度 Vvms0.1~1.999m/s、位移 Sp-p0.001~1.999mm。
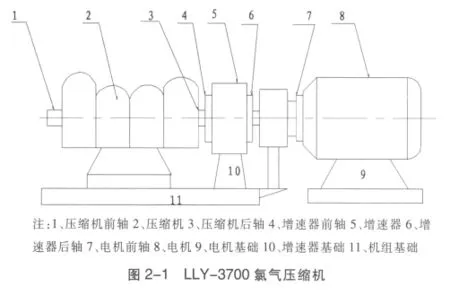
氯壓機主要由壓縮機、增速器、電機三部分組成,在實際應用中由于氯壓機振動頻率較低,因此選擇位移參數對機組11個固定監測點進行水平、軸向、垂直3個方向的振動參數測量,按照生產廠家設計要求,機組振動參數應≤0.06,圖1為氯壓機11個振動監測點示意圖。
氯壓機組產生振動主要有以下幾種原因:主機發生喘振引起的振動,(喘振:是發生在特殊工況下的強烈振動,可以用工藝以及操作進行調解解決。)由于轉子不平衡、軸不對中、元件松動等引起的振動,同樣軸不同心也是軸的振動原因,還有其它因素引起的振動,如潤滑油質量差,會造成軸承磨損,腐蝕加劇,使轉子與軸承間隙增大使油楔承載能力下降,從而使機組徑向振動增加。
4.1 通過對振動監測結果的分析判斷,可以驗證設備檢修和更換部件后的效果。由于氯壓機是關鍵設備,并且其各種部件加工精度要求高,費用昂貴,所以必須要求檢修質量,每次檢修完成后,試車時都要對各個部位進行振動測量,以1#機組檢修時更換了轉子、氣封前后軸封等零部件,試車后作振動監測,其結果列于表1(其中表中各值編號表示監測點位置見圖1)。

表1
表1顯示各監測點振動參數正常,說明檢修質量良好,達到了預期目的,試車成功,1#氯壓機組正常運行
4.2 通過對振動監測結果的分析判斷,可以減少或避免由于機組突然停止運轉發生氯氣泄漏惡性事故造成重大經濟損失和人員傷亡.幫助維修人員早期發現異常現象,迅速查明故障原因,預測故障影響,從而有計劃,有針對性地進行維修。

表2 軸位移
表2顯示,2#氯壓機組壓縮機部位的振動數據已明顯加劇,已接近控制值(0.06mm),并且軸位移已趨近于控制報警值0.3mm,說明2#氯壓機組前軸及軸瓦等地方在運行中已出現磨損等問題,需對2#氯壓機組進行解體修理。經解體后發現2#氯壓機組由于多年運行前后軸承組處產生磨損,轉子葉輪部分磨損,由于輸送介質氯氣中有帶酸量對葉輪產生腐蝕,葉輪上的蓄積物附著不均勻,使轉子產生振動或偏移,造成了壓縮機的振動,前后機封等處都發生了不同程度的磨損。故及時對2#氯壓機組進行了大修理,并更換了主要的配件及轉子等。
4.3 對于新安裝或剛維修好機組需診斷它的功能是否正常,并根據檢查和診斷的結果對它進行調整.如增速器檢修完進行安裝,以壓縮機后軸及電機前軸為基礎對增速器進行了同心度找正,達到要求后.進行了試車,著重對增速器及電機進行了振動參數的監測,測量數據見表3。
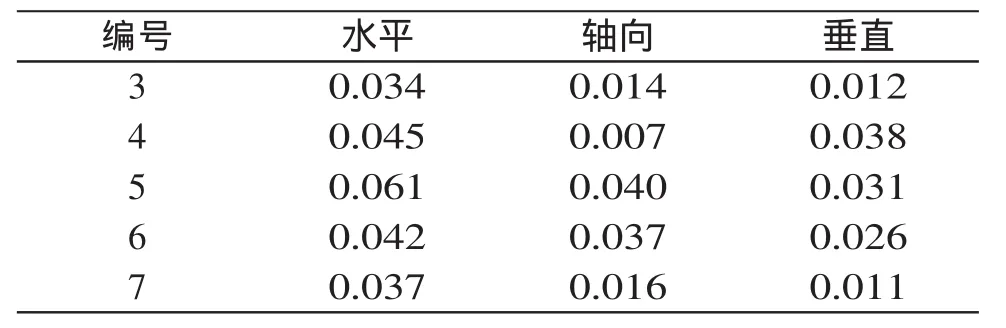
表3
分析表中振動參數,壓縮機后軸和增速器及電機前軸水平振動都接近或超過控制值e≤0.06mm。其水平方向振動偏大,說明壓縮機增速器及電機對中不好,考慮到機組運行的安全及使用周期的需求,對增速器及電機進行了重新找正,并進行了試車,再次進行了振動監測直到達到要求。
4.4 振動監測與機組其它監測數據結合,可準確判斷機組中的關鍵零部件的狀態等信息。其它監測主要包括:軸向位移、噪音、各軸承回油溫度等信息。在此不再一一贅述。
由以上監測例子可見,設備各種狀態監測在機械設備運行中重要性,通過狀態監測就可以及時發現各種信息的產生和變化情況,幫助維修人員判斷設備故障的性質,制定檢修計劃。設備狀態監測可以為確切分析設備故障提供必要的依據。當設備檢修時可以根據狀態監測收集的信息盡快找到故障位置,減少盲目拆裝,并幫助分析故障原因,減少盲目修理和過剩修理提高工作效率。設備狀態監測可以為適當延長設備檢修周期提供充分依據,根據監測收集的信息,就能分析判斷設備在一段時間內的運行趨勢,有利于建立合理的檢修計劃。
10.3969/j.issn.1008-1267.2012.05.019
TQ051.3
C
1008-1267(2012)05-0052-03
2012-04-22
邵月娥,(1963~),女,工程師,主要從事設備維修與管理。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
