BGA和CCGA形位尺寸測試方法研究*
2012-09-19 01:31:02楊軼博丁榮崢明雪飛
電子與封裝 2012年10期
關鍵詞:測量
楊軼博,丁榮崢,明雪飛,陳 波
(中國電子科技集團公司第58研究所,江蘇 無錫 214035)
1 引言
BGA和CCGA已廣泛用于集成電路的封裝。隨著BGA和CCGA外引出端數的增加,封裝密度增大,引出端節距縮小,電路組裝難度增加,為保證表面貼裝質量和可靠性,對BGA和CCGA的形位公差[1,2]提出了更高的要求。形位公差來源于多方面誤差的累積:外殼或基板焊盤本身公差、印刷網板公差和印刷、回流焊接工藝等引入的誤差。
對于塑封有機基板還存在高溫和應力等產生翹曲的問題[3],基板設計以及生產過程中需對工藝、環境和設備等因素加以全面控制,方可減少電路因翹曲產生的裝配質量問題。
BGA和CCGA焊球焊柱的線性度、平面位置度和塑封基板翹曲度,已有標準明確規定其設計規范與檢驗合格判據。常用標準有多行業廣泛適用的GB/T 1182-1996《形狀和位置公差通則、定義、符號和圖樣表示法》,也包括專門針對電子連接和電子封裝行業的EIAJ ED-7304《Measuring Method for Package Dimensions of Ball Grid Array (BGA)》、JEDEC《Ball-Grid-Array Package Design Guide》及IPC-TM-650《Test Method Manual》。
機械行業中,常用的形位測試方法主要有三坐標法、投影法等,但針對BGA和CCGA封裝焊球、焊柱的位置度和線性度測試國內鮮有文獻報道。
激光顯微鏡測量技術是一種快速簡便、高精度的測量方法,適合于生產和科研中的在線檢測和離線檢驗。在BGA/CCGA焊球/焊柱形位尺寸測量前,利用激光顯微鏡可獲得精確的焊球、焊柱和基板特殊點(最高點和最低點)坐標,為準確測量和計算形位尺寸提供可靠數據。本文主要討論激光測量顯微鏡結合Auto CAD繪圖軟件來確定焊球/焊柱線性度、平面位置度和塑封有機基板翹曲度的方法。
2 平面位置度測量
焊球、焊柱的平面位置度[1]是指,焊球球心和焊柱軸線在基板平面的投影與位置度基準之間的實際距離。位置度基準是封裝設計圖紙(如Auto CAD圖紙)中每個焊盤的中心點。由于焊球球心投影和焊柱軸線投影難以直接測量獲取,因此在實際操作中分別以焊球上方頂點和焊柱頂端面圓心在基板平面的投影等效近似。
測量設備選用激光測量顯微鏡。將電路的焊球或焊柱朝上置于顯微鏡載物臺上,電路測量所選原點與設計圖紙中的原點一致(本文選擇基板一角頂點作為原點),將機器調至自動對焦模式,自動抓取每一焊球或焊柱頂端中心,并記錄下其X-Y平面坐標,即焊球上方頂點和焊柱頂端圓心在基板平面的投影坐標。
將測量坐標導入設計圖紙,測量點以黑點表示,基準點以“+”表示,平面位置度判據eee由焊盤節距e確定[4,5],參見表1,以判據eee為半徑畫虛線圓。某一黑點與臨近“+”的距離即為實際電路中該焊球/焊柱的位置度。當它小于虛線圓半徑,即黑點位于虛線圓內時,則判定該焊球或焊柱位置度合格,所有焊球或焊柱均如此,則判定該電路焊球或焊柱平面位置度合格。如圖1所示。

表1 不同節距e對應的平面位置度判據eee
3 線性度測量
焊球或焊柱線性度是指焊球球心或焊柱軸線在基板平面的投影到線性度基準線的垂直距離,參見圖2。線性度基準線定義如下:將實際電路焊球/焊柱頂端中心X-Y平面坐標(分別近似替代焊球球心投影/焊柱軸線投影坐標)導入Auto CAD,并畫出焊球/焊柱投影(以圓表示)。任意選取最靠近基板長邊和寬邊的一行和一列焊球/焊柱投影,過長度方向上的每一焊球/焊柱頂端中心投影點,畫平行于寬邊的直線,過寬度方向上每一焊球/焊柱頂端中心投影點畫平行于長邊的直線。這些正交的直線就稱為焊球/焊柱平面線性度基準。
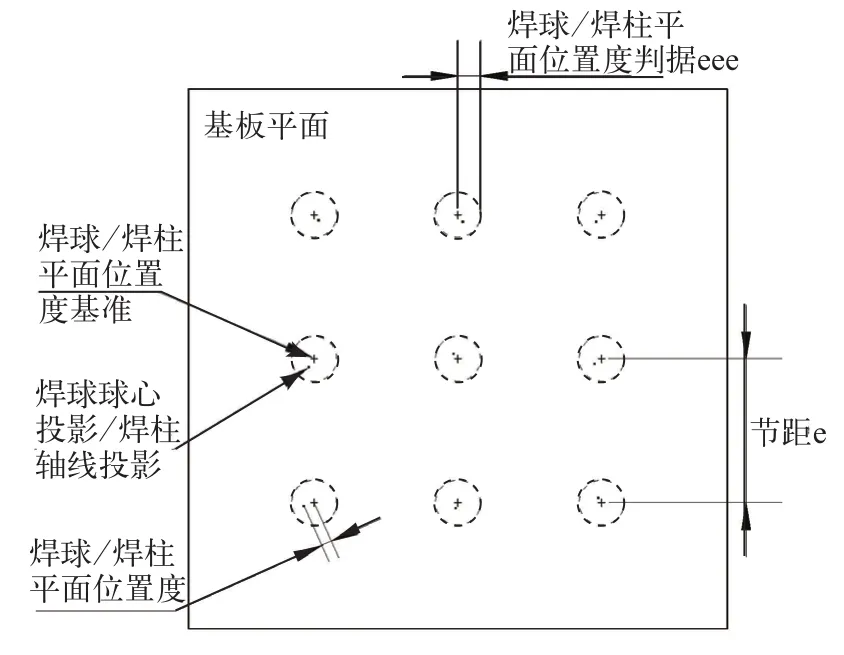
圖1 焊球/焊柱平面位置度示意圖
與平面位置度測量相同,焊球中心或焊柱軸線投影點以焊球或焊柱頂端中心點X-Y平面坐標代替,并采用相同的測量儀器和方法獲取實際電路的焊球或焊柱頂端中心點X-Y平面坐標。與平面位置度測量不同的是,所選用的線性度基準線由電路實測坐標確定。
將電路焊球/焊柱頂端中心點的X-Y平面坐標導入設計圖紙,如圖2所示,以黑點表示。
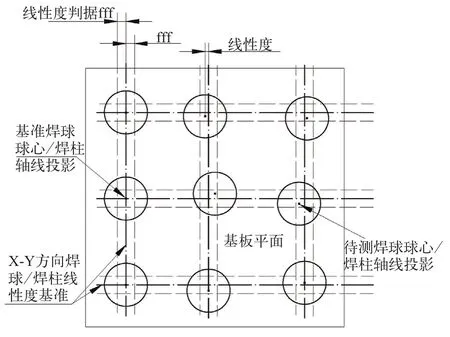
圖2 焊球/焊柱線性度示意圖
同時以黑色實線圓表示焊球/焊柱的投影,并以粗點劃線表示線性度基準。一條粗點劃線與上下左右四條細虛線均相距fff,它們正交圍成的虛線正方形區域邊長為2fff。焊球或焊柱頂端中心點(黑點)到線性度基準(細虛線)的垂直距離即為焊球或焊柱線性度。當黑點處于邊長為2fff的虛線正方形區域內,則判定該焊球或焊柱線性度合格,所有焊球或焊柱均如此,則判定該電路焊球或焊柱線性度合格。線性度判據fff由焊盤節距e確定[4,5],如表2所示。

表2 不同節距e對應的線性度判據fff
4 翹曲率測量
PBGA基板的翹曲分為弓曲和扭曲[3,6]兩種。將基板自由放置于平臺上不施加任何外力,當基板四角均與平臺接觸或三個角與平臺接觸,對另一角施加壓力亦可使之接觸平臺時,定義基板處于弓曲狀態。同樣地,將基板自由放置于平臺上不施加任何外力,基板三個角接觸到平臺,另一角翹起;或只有兩個角接觸平臺,另兩個角翹起,定義基板處于扭曲狀態。常見的弓曲和扭曲如圖3、圖4所示[6]。

圖3 典型弓曲外形示意圖

圖4 典型扭曲外形示意圖
PBGA基板翹曲度的測量在植球前進行。植球時的高溫回流過程可能使基板翹曲度增大,引入焊球共面性的測量能夠為電路裝配(與PCB板的二次組裝焊接)提供足夠的參考依據,通過植球后不再進行翹曲度測量。
基板翹曲度也采用激光顯微鏡測量,測量前先將基板放置于平整臺面上,觀察外形以確定翹曲形式為弓曲或扭曲,再進行測量。
4.1 弓曲率
測量程序如下:
(1)將PBGA基板凸面朝上平放于顯微鏡的載物平臺上,基板處于自由狀態下。
(2)觀察基板四個角是否都接觸平臺。如果不是,使用兩個重量適當的砝碼(或用手指按壓),壓住未接觸平臺的角以及它的對角。
(3)用顯微鏡掃描整個基板面,自動獲得基板最高和最低點Z方向坐標,兩坐標之差為弓曲度RL。
(4)在基板凸面上方放置一砝碼使基板底部緊貼臺面,測量基板與平臺垂直距離最大的那條邊完全接觸平臺面時的長度L。
(5)利用公式“弓曲率=RL/L”計算塑封基板的弓曲率。
4.2 扭曲率
分兩種情況采用兩種方式測量和計算:
(1)某一面放置時,基板三個角接觸到平臺,一個角翹起。
(a)將PBGA基板在自由狀態下平放于顯微鏡的載物臺上,保持三角接觸平臺,一角翹起。
(b)使用顯微鏡自動掃描,直接測量基板最高和最低點Z方向坐標,兩坐標之差為扭曲度R。
(c)用適當重量和尺寸的砝碼壓住整個樣品,使樣品對角線充分接觸平臺,測量此對角線的實際長度D。
(d)利用公式“扭曲率=R/D”計算塑封基板的扭曲率。
(2)某一面放置時,只有兩個角接觸到平臺。
(a)將PBGA基板在自由狀態下平放于顯微鏡的載物臺上。
(b)用適當重量的砝碼壓住不接觸平臺的兩個角中的一個,使三個角接觸平臺,使用顯微鏡自動掃描,直接測量基板最高和最低點Z方向坐標,兩坐標之差為扭曲度R。
(c)用適當重量和尺寸的砝碼壓住整個樣品,使樣品對角線充分接觸平臺,測量此時對角線的實際長度D。
(d)利用公式“扭曲率=R/2D”計算塑封基板的扭曲率。
4.3 翹曲率判據標準
關于PBGA翹曲度,業內并無明確標準。IPC-A-600H中規定,采用表面貼裝元器件的印制板,弓曲和扭曲應當小于等于0.75%(≤7.5μm/mm)。還有些PCB廠要求覆銅板翹曲度小于0.5%(<5μm/mm)甚至0.4%(<4μm/mm)。相比于PCB板,PBGA基板不承重,且工藝水平可以嚴格控制其翹曲度,因此可將0.4%作為塑封基板翹曲率的合格判據標準。此外,如客戶有更為嚴格的要求,可與其協商,共同制定雙方均能接受的翹曲率標準。
5 結論
位置度和線性度測量方法為:采用激光測量顯微鏡測量BGA、CCGA焊球球心頂點和焊柱頂端面圓心的X-Y平面坐標,等效表征為焊球球心和焊柱軸線的X-Y平面投影坐標,將實測坐標導入Auto CAD與設計圖紙的理論坐標點或實測基準線比較,確定位置度和線性度尺寸,并根據JEDEC標準判斷是否合格。
翹曲率測量方法為:采用激光測量顯微鏡測量PBGA植球前基板面的最高點和最低點Z向坐標,然后根據翹曲形式(弓曲或扭曲)選擇翹曲率計算公式。計算得到的結果以0.4%內(<4μm/mm)為標準判斷是否合格。若客戶有更高標準,與之協商共同制定雙方均能接受的翹曲率合格判據。
[1]GB/T 1182-1996.形狀和位置公差通則、定義、符號和圖樣表示法[S].
[2]EIAJ ED-7304-1997.Measuring Method for Package Dimensions of Ball Grid Array (BGA) [S].
[3]曾光龍.覆銅板和PCB板翹曲成因與預防措施[J].印制電路信息,2006,4:29-30.
[4]JEDEC Publication 95 Desigh Guide 4.14 Ball-Grid-Array Package Design Guide [S].
[5]JEDEC Publication 95 Desigh Guide 4.5 Fine-Pitch Square Ball Grid Array Package Design Requirement [S].
[6]IPC-A-600H-2010 CN 印制板的可接收性[S].
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00