焦耳—湯姆遜效應引發硅烷的潛在操作風險與對策研究*
2012-09-19 10:44:42王雙校劉旭亮賈立超
低溫與特氣 2012年6期
關鍵詞:故障
王雙校,劉旭亮,賈立超,晉 志
(新奧光伏能源有限公司,河北廊坊 065001)
硅烷是一種無色氣體,比重112(空氣=1)。硅烷屬于自燃性氣體,自燃溫度為-50℃,燃燒熱44370 kJ/kg。硅烷在空氣中的燃燒范圍為1.37%~96%。空氣中硅烷濃度在1.37%~4.5%時,遇外界點火源時,會產生爆燃。硅烷是重要的電子材料,是高純多晶硅、半導體、薄膜電池、TFT行業廣泛使用的重要氣體之一。由于其較強的還原性、特有的自燃、爆炸性,以及非常寬的自發著火范圍和極強的燃燒能量,因而它是一種具有高度危險性的氣體,由于設計、操作不當引發的安全事故屢見不鮮。本文試圖通過對使用過程中SiH4調壓閥故障的分析,給出合理的理論解釋及故障解決方案,以預防此類事故的發生。
1 故障過程描述
1.1 故障位置示意圖
SiH4氣體的供應一般是通過相對獨立的氣柜(通常稱為GC或BSGS)內的減壓過程,將氣瓶壓力從1500 psi(注:1 psi=6.89 kPa)降低到小于100 psi以后,供用氣設備使用的,通常為二級減壓過程,如圖1所示。
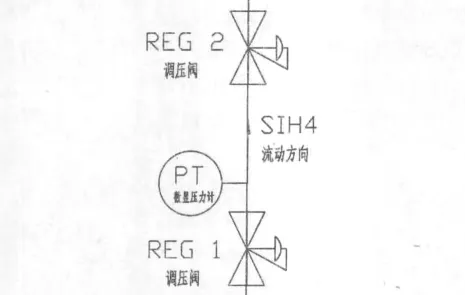
圖1 氣體減壓流程示意圖Fig.1 The process of reduce pressure
1.2 故障現象
在使用過程中,曾出現一級減壓閥輸出壓力異常上升 (從數顯壓力計讀數判斷),超出調壓閥的最大輸出能力,同時也超出了二級調壓閥的正常輸入范圍,波動曲線圖如圖2所示。
從圖2可知,由于壓力波動曲線的超常,如不進行合理調節,將會引發輸出壓力超壓,嚴重時超出管道和閥門極限承載能力,硅烷氣體大量泄漏,燒毀設備甚至引起嚴重的爆炸,造成人身傷害。
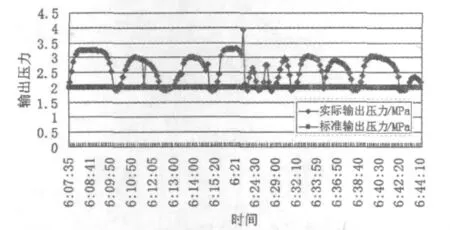
圖2 SiH4氣體以及調壓閥輸出壓力波動曲線圖Fig.2 The curves of output pressure
為確保安全,將系統關閉并用惰性氣體吹掃后,更換了新的一級調壓閥,此后故障現象消失。
2 硅烷故障模式分析
2.1 焦耳—湯姆遜效應的概念
按照物理學常識,一般情況下,多數非理想氣體在節流膨脹時,會出現溫度降低的現象,少數氣體如氫氣、氦氣多數情況下出現溫度升高的情形。這種節流膨脹引起溫度變化的性質可以用焦耳—湯姆遜系數μ來表征,其一般意義為:μ>0,減壓膨脹時溫度降低 (如氮氣、氧氣等);μ=0,減壓膨脹時溫度不變化 (理想氣體的系數為0);μ<0,減壓膨脹時溫度升高 (如氫氣、氦氣)。當然,μ的數值尚與溫度有關,在μ值自μ>0向μ<0(或逆向)轉化過程中,μ=0時對應的溫度稱為轉變溫度[1]。例如,氧氣、氮氣的焦耳—湯姆遜系數μ分別如表1~2所示[2]。
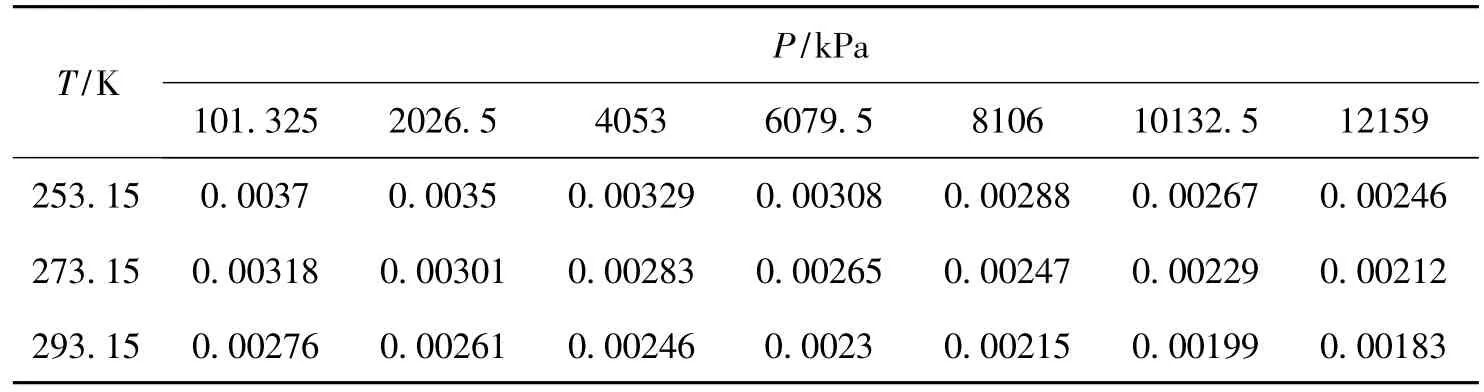
表1 不同溫度和壓力下O2的焦耳—湯姆遜系數μ(K/kPa)Table1 The Joule Thomson coefficient of O2at different temperature and pressure
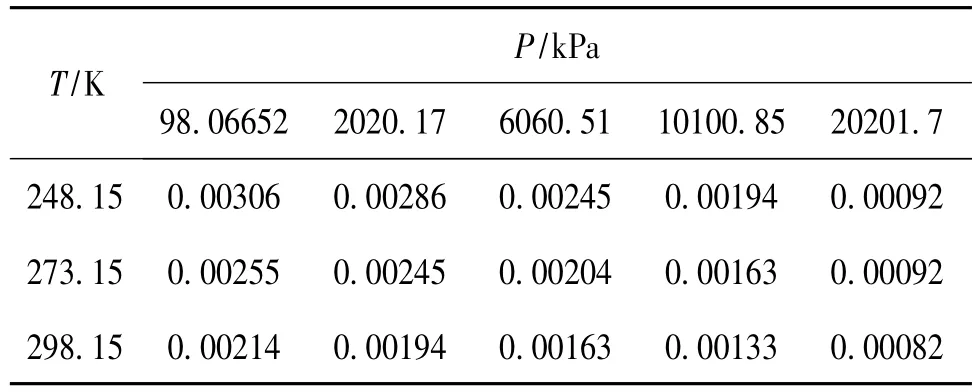
表2 不同溫度和壓力下N2的焦耳—湯姆遜系數μ(K/kPa)Table2 The Joule Thomson coefficient of N2at different temperature and pressure
對于SiH4氣體,筆者根據實際現象判斷其數值應該為正值,即μ>0(減壓膨脹時溫度降低),但尚未見公開發表的焦耳—湯姆遜系數數據,這可能與其本身高危險性有關,國外知名氣體公司如AP、法液空等可能有此類數據,但未見公開披露;有關資料也只是籠統地提及[3];實踐中SiH4氣體的焦耳—湯姆遜效應十分明顯,著名氣體公司設計使用的大宗硅烷供氣設備均設計有預先加熱裝置;若設計不當,在減壓閥附近會出現明顯的降溫、結霜現象,如圖3(硅烷氣體減壓閥熱掃描成像圖)中所示,閥門低溫區域的最低溫度可達14.7℉(-9.6℃)。
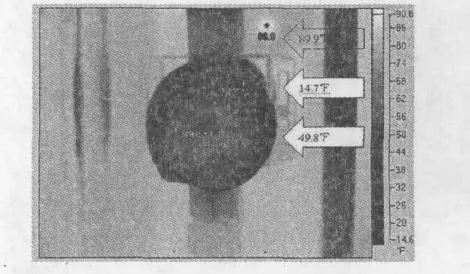
圖3 SiH4氣體減壓閥熱掃描成像圖Fig.3 The scanning thermal imaging figure of SiH4pressure reducer
2.2 SiH4氣體的飽和壓力曲線與減壓閥工作條件的聯系
SiH4氣體的臨界溫度為269.5 K(-3.5℃),臨界壓力為 4.864 MPa(705 psi)[4],SiH4的氣液變化應符合下列曲線如圖4(摘自法液空官方網站)。圖中平滑曲線為SiH4的氣液共存平衡曲線;當溫度、壓力條件變化時,部分SiH4在氣液兩種相態間相互轉化,直至達到新的氣液平衡為止。
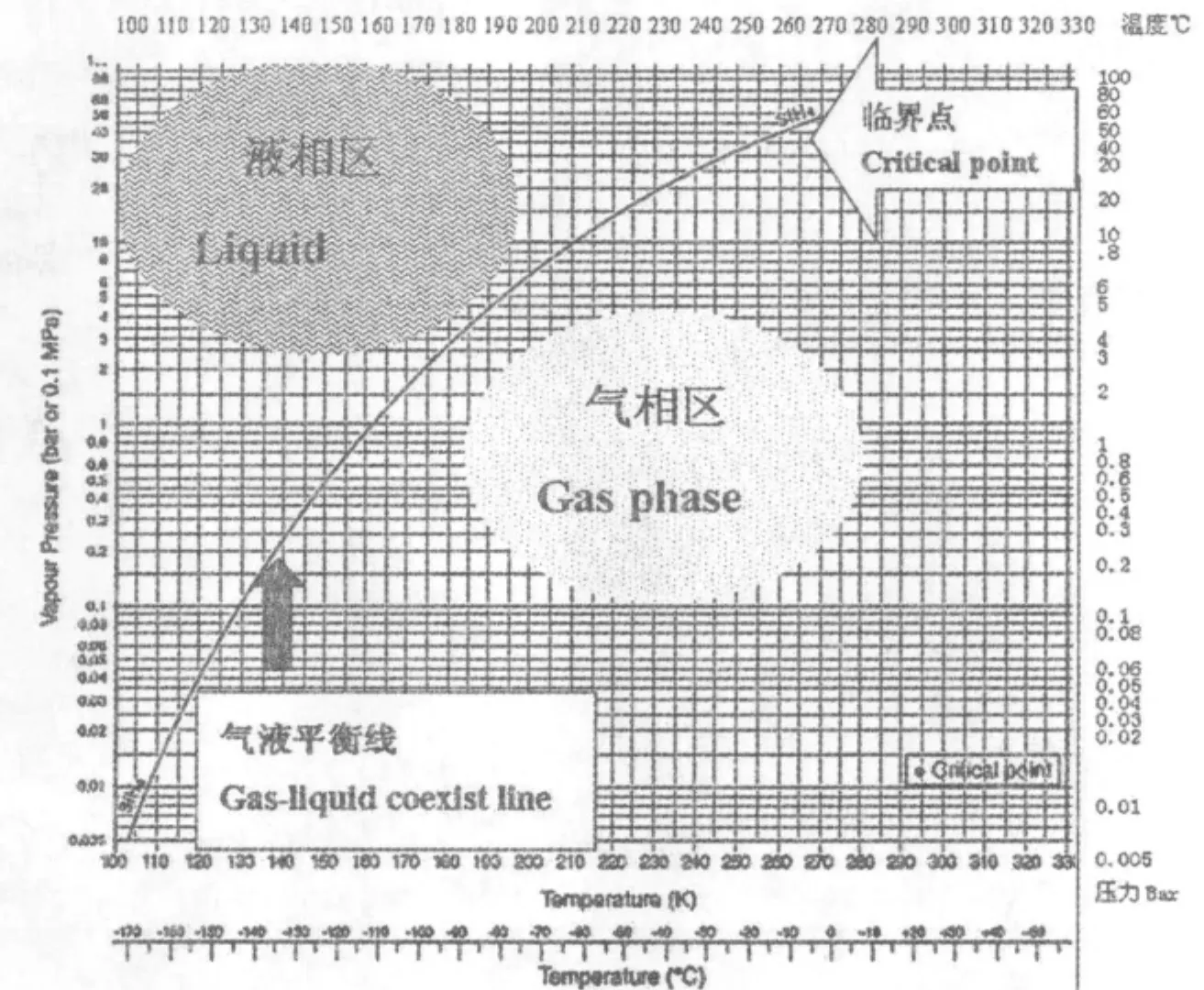
圖4 SiH4的飽和壓力曲線Fig.4 The saturation pressure curve of SiH4
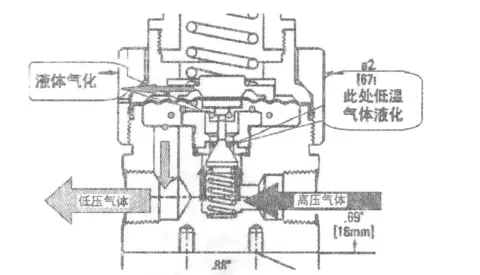
圖5 調壓閥結構與輸出側異常超壓示意圖Fig.5 Sketch map of the structure of SiH4reducer&its overpressure output
實際生產中,SiH4氣瓶的初始供應壓力一般在1300~1500 psi(約合8.9~10.3 MPa),此壓力即為氣體一級調壓閥的輸入側壓力;一級調壓閥的輸出壓力一般不超過幾百個psi,例如我們使用的輸出壓力在300 psi(約合2.06 MPa)。調壓閥的結構示意圖見圖5。
假設由于閥門選型不當、調節機構失靈等因素造成閥門的節流面積變化時,筆者推論可能會按照以下過程產生變化,最終導致輸出側的壓力超標:
1.高壓輸入側氣體通過節流孔,因明顯的焦耳—湯姆遜效應導致氣體溫度降低,此溫度可能會遠遠低于臨界溫度;如時間足夠長及降溫幅度足夠大,因熱傳導,節流孔附近的金屬材料溫度可能會低至SiH4氣體的臨界溫度;此時在高壓輸入側可能會有部分氣體因為同時滿足了臨界溫度和臨界壓力兩個條件而液化。
2.液化的SiH4氣體被氣流帶過節流孔,進入低壓室。
3.在低壓室節流孔附近,溫度依然較低,但壓力降低后,液體狀態的SiH4將再次氣化,導致輸出壓力升高 (表現為數顯壓力計PT讀數增高),其升高的上限取決于進入低壓室的SiH4液體量以及生產端用氣流量。
4.隨著生產端陸續用氣,低壓室壓力陸續下降,當降至正常輸出工作壓力附近,將再次開始上述過程,如此循環往復,直至閥門損壞。
3 壓力波動不良影響與解決對策
3.1 不良影響
上述壓力波動現象,直接導致了后續的二級調壓閥的輸入壓力波動,頻繁的壓力波動必將影響二級調壓閥的使用壽命。更為重要的是,一級調壓閥的膜片壽命縮短,嚴重時可能會造成膜片爆裂,SiH4氣體急劇釋放,輕則燒毀設備,造成停產等生產損失;重則可能引發包括人身傷害在內的重大安全事故。
3.2 對策
為預防此類事故的發生,以下幾個環節應該加以注意:
1.在氣柜設計階段,選用合適的減壓閥及配備相應的加熱系統,是控制此類隱患發生的上策。目前國內聲稱具備SiH4氣柜設計能力的廠家很多,真實水平如何,實在是見仁見智的事情,假如用戶自身經驗不足,不妨貨比三家,不要過于考慮價格因素,對待SiH4這種高風險的氣體,價格稍高也是物有所值。
2.在實際氣體設備運行過程中,密切觀察輸出壓力的變化,一旦異常,立即停用并馬上更換故障調壓閥,以避免事故的發生。為此要做到:1)確保必要的人員培訓,只有操作人員清楚故障的風險并恰當處置,方可將風險降為最低,培訓不可流于形式。2)制定必要的巡檢、記錄制度并認真執行,定期分析輸出壓力狀態并評估系統風險,可有效降低事故發生的機率。
[1]傅獻彩,陳瑞華.物理化學[M].北京:高等教育出版社,1986.
[2]謝太浩.計算焦耳—湯姆遜系數的LKP方法 [J].天然氣工業,1991,11(2):48-55.
[3]李東升.國外大宗硅烷供氣系統設計規范 [J].低溫與特氣,2010,28(2):45-48.
[4]顧安忠,等.工業氣體集輸新技術 [M].北京:化學工業出版社,2007.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39