一種通用型自動干油潤滑系統(tǒng)
2012-09-20 07:11:50李明偉高雅利
自動化儀表 2012年9期
李明偉 高雅利
(洛陽理工學(xué)院電氣系,河南 洛陽 471023)
0 引言
目前,機械設(shè)備的運轉(zhuǎn)通常采用稀油潤滑和干油潤滑。干油潤滑主要用在高壓和較高溫度下工作的摩擦表面,也可用在具有變動載荷、震動和沖擊的機械裝置上。干油潤滑系統(tǒng)具有注油方便、強制潤滑、潤滑可靠、延長機械裝置的壽命及節(jié)省潤滑脂等優(yōu)點,從而降低維護和保養(yǎng)成本,被廣泛應(yīng)用在礦山機械、冶金機械、工程機械、大重型機電設(shè)備及其生產(chǎn)線中。由于干油流動性差,特別是在較惡劣的外部環(huán)境中,許多干油潤滑裝置都無法正常工作,使得需要潤滑的部位不能可靠潤滑,機件磨損,設(shè)備壽命縮短,甚至使設(shè)備無法工作[1]。
本文根據(jù)工業(yè)現(xiàn)場的實際潤滑需要,利用可編程控制器和組態(tài)技術(shù)設(shè)計的通用型自動干油潤滑系統(tǒng),不僅能夠?qū)崿F(xiàn)逐點檢測,單點按需供油;而且還能通過上位機監(jiān)測現(xiàn)場的運行狀況,及時發(fā)現(xiàn)并排除故障。這不但避免了油脂的浪費,也提高了生產(chǎn)效率。
1 自動干油潤滑系統(tǒng)工作原理
自動干油潤滑系統(tǒng)的工作原理與控制方式不同于傳統(tǒng)的單線式和雙線式潤滑系統(tǒng)。新系統(tǒng)在每個潤滑點上都加裝了控制元件與監(jiān)測元件,現(xiàn)場供油分配直接受上位機與現(xiàn)場可編程控制器的控制,供油量大小、供油循環(huán)時間都由主控系統(tǒng)來加以監(jiān)控與調(diào)節(jié)。這從根本上解決了以往潤滑系統(tǒng)的弊端。在自動干油潤滑系統(tǒng)中,使用流量傳感器實時檢測每個潤滑點的運行狀態(tài),并將該信號傳送至主控系統(tǒng),由其判斷分析故障類型[2]。
自動干油潤滑系統(tǒng)采用PLC作為主控單元,采用串行總線與上位機計算機系統(tǒng)進行連接,供油分配受PLC的控制,流量傳感器實時檢測每個潤滑點的運行狀態(tài),并準(zhǔn)確判斷故障點所在,便于維護與維修。設(shè)備各點潤滑量可通過顯示器實現(xiàn)遠程調(diào)控。系統(tǒng)工作時,按照設(shè)定程序運行,啟動電動高壓潤滑泵,并控制電磁給油器的啟閉,潤滑脂經(jīng)流量傳感器被輸送到各潤滑點。自動干油潤滑系統(tǒng)配置有上位計算機監(jiān)控系統(tǒng),現(xiàn)場潤滑系統(tǒng)的各種信息顯示在上位機的監(jiān)控畫面中,使用戶對整個系統(tǒng)的運轉(zhuǎn)情況一目了然,故障位置顯示形象具體[3]。
2 系統(tǒng)硬件設(shè)計
設(shè)計的自動干油潤滑系統(tǒng)主要包括上位機、PLC、編碼解碼電路、流量傳感器以及執(zhí)行元件等,其硬件組成框圖如圖1所示。
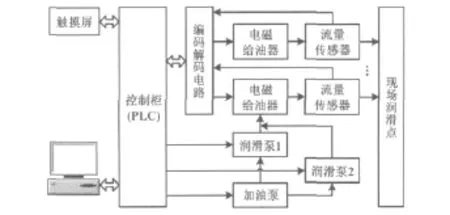
圖1 硬件組成框圖Fig.1 Block diagram of the hardware composition
自動干油潤滑系統(tǒng)利用PLC作為現(xiàn)場控制柜的主控元件,利用安裝在現(xiàn)場控制柜上的觸摸屏進行現(xiàn)場控制,通過總線連接的上位計算機利用組態(tài)軟件實現(xiàn)遠程監(jiān)控。系統(tǒng)工作時,安裝在現(xiàn)場的流量傳感器將每個潤滑點的工作信號傳回PLC;PLC控制兩個潤滑泵交替工作注油給電磁給油器,利用電磁給油器給潤滑點進行潤滑。每個電磁給油器都接有配套的流量傳感器。當(dāng)某個潤滑點堵塞時,雖然該點電磁給油器打開,但是該點的流量傳感器沒有信號,PLC據(jù)此發(fā)出潤滑點堵塞報告并進行故障處理。
大型設(shè)備的潤滑點一般比較多(上百個),如果每一個潤滑點都占用PLC的一個輸入點和輸出點,將造成系統(tǒng)硬件規(guī)模的擴大和成本浪費,為此我們采用編碼解碼電路對PLC的輸入點和輸出點進行擴展。根據(jù)編碼解碼原理,當(dāng)選擇8位編碼器時,只需占用PLC的8個輸入點和輸出點,即可以控制256個現(xiàn)場潤滑點。工作時,安裝在潤滑點的流量傳感器通過編碼解碼電路將現(xiàn)場信號傳送給PLC;根據(jù)程序要求,通過編碼解碼電路將控制信號輸出到現(xiàn)場給油器,給油器按事先設(shè)定好的參數(shù)給潤滑點供油[3]。
控制系統(tǒng)可進行手動和自動操作。手動運行時,在觸摸屏的控制畫面上輸入潤滑點號,然后點擊手動控制即可對應(yīng)現(xiàn)場的相應(yīng)潤滑點。開啟電動高壓潤滑泵后,潤滑脂被壓注到主管道中,待管道壓力升至10 MPa時(根據(jù)管道遠近,此壓力的范圍為5~30 MPa),輸入數(shù)字來選擇現(xiàn)場潤滑點號,對應(yīng)點電磁給油器得到信號,開通油路,將潤滑脂壓注到相應(yīng)的潤滑部位[4]。
在自動運行狀態(tài)下,主控系統(tǒng)按照設(shè)定的程序運行,啟動電動高壓潤滑泵,并控制電磁給油器的啟閉。潤滑脂過濾后被輸送到各潤滑點的電磁給油器,按照設(shè)定好的量(可調(diào)整)自動對每個潤滑點逐點供油,逐點檢測,直至所有潤滑點給油完成,進入循環(huán)等待時間(可調(diào)整)。循環(huán)等待時間結(jié)束,自動進行下一次給油過程。流量傳感器實時檢測每點是否供油,監(jiān)測系統(tǒng)遠程顯示該點的潤滑狀態(tài),如有故障及時報警[5]。
系統(tǒng)采用S7-200系列可編程控制器作為主要控制元件,中央處理單元(CPU)選用CPU 226 CN,根據(jù)不同工業(yè)現(xiàn)場的潤滑點數(shù)不同,選擇不同數(shù)量的模擬量擴展模塊EM 231 CN和數(shù)字量擴展模塊EM 222[6]。當(dāng)采用8位編碼解碼電路時,部分I/O分配表如表1所示。
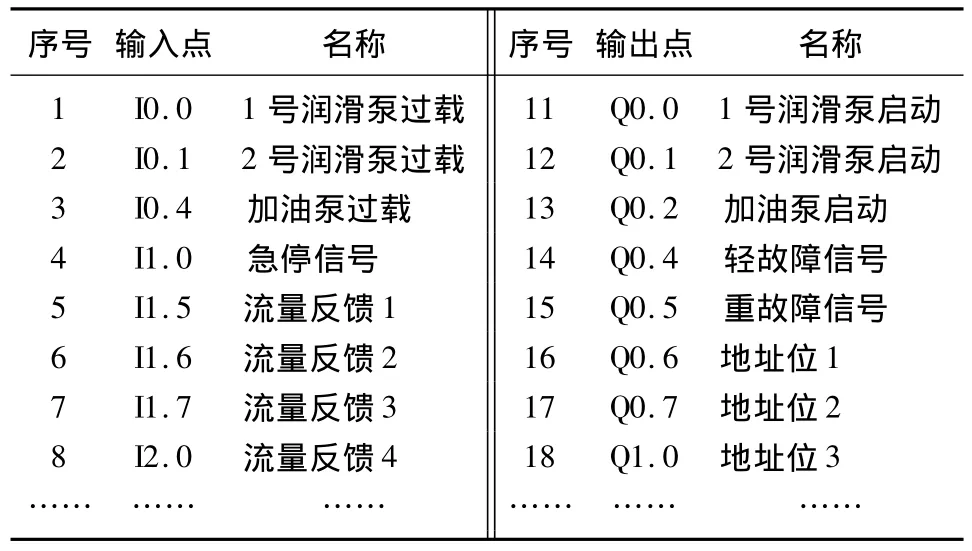
表1 I/O分配表Tab.1 The I/O allocation
3 系統(tǒng)軟件設(shè)計
自動干油潤滑系統(tǒng)軟件包括上位機監(jiān)控程序、PLC控制程序[7]、PLC與上位機的通信程序等。
本系統(tǒng)選擇北京亞控的組態(tài)王(KingVIEW)作為上位機遠程監(jiān)控軟件。利用組態(tài)王可以根據(jù)具體工業(yè)現(xiàn)場設(shè)計具體的監(jiān)控軟件。監(jiān)控畫面中包括畫面選擇、運行記錄表、故障記錄表、系統(tǒng)參數(shù)、循環(huán)時間、時間參數(shù)、啟動、停止、手動、自動等按鈕,同時在運行過程當(dāng)中也會顯示各個潤滑點的供油狀態(tài)。系統(tǒng)通過上位機的監(jiān)控畫面直接對潤滑點進行參數(shù)設(shè)定,監(jiān)控系統(tǒng)同時具備故障記錄查詢功能[8]。
根據(jù)自動干油潤滑系統(tǒng)的功能要求,PLC控制程序包括流量監(jiān)測、加油泵控制、潤滑泵控制、編碼解碼控制等程序。在確定了PLC的I/O口分配以后,可以在S7-200的專用編程軟件Step7 Micro/WIN32環(huán)境下設(shè)計相應(yīng)的程序,以滿足工藝控制的要求[9]。
組態(tài)王與PLC的數(shù)據(jù)交換采用串行通信方式,PLC通過RS-232串行通信電纜連接到安裝組態(tài)王的計算機串口。由于上位機使用組態(tài)軟件具有與PLC的通信功能,不需要編寫PLC和計算機的通信程序,只需要在組態(tài)軟件中進行相應(yīng)的配置,通信即可自動完成。在配置過程中,用戶需要選擇PLC的生產(chǎn)廠家、設(shè)備型號和連接方式,為設(shè)備指定一個設(shè)備名,并設(shè)定設(shè)備地址和串口。實現(xiàn)上位機(組態(tài)王)與PLC數(shù)據(jù)交換的關(guān)鍵是正確設(shè)置它的串行通信參數(shù)。設(shè)置的串行通信口通信參數(shù)如表2所示。

表2 通信參數(shù)設(shè)置表Tab.2 Settings of the communication parameters
4 系統(tǒng)特點
相對于傳統(tǒng)的單線式和雙線式潤滑系統(tǒng)而言,設(shè)計的通用型自動干油潤滑系統(tǒng)在工作原理、元件配置等方面具有以下特點。
①遠程監(jiān)控
組態(tài)畫面能夠真實反映每個潤滑點的供油狀態(tài),現(xiàn)場情況一目了然,直接顯示潤滑點的位置,便于維護遠程設(shè)定、調(diào)整潤滑點的供油參數(shù)。
②故障查詢方便
在上位機直接顯示各故障點的具體位置,準(zhǔn)確判斷每個潤滑點、潤滑元件故障,系統(tǒng)自帶故障類型數(shù)據(jù)庫。
③集成度高,擴展方便
本系統(tǒng)通過編碼解碼控制方式,使控制系統(tǒng)在集成方面有較大程度的提高。當(dāng)需要增加潤滑點時,只需增加編碼電路位數(shù),擴展方便。
5 結(jié)束語
本文利用PLC和組態(tài)軟件,設(shè)計的通用型自動干油潤滑系統(tǒng)運行穩(wěn)定、可靠,給油量調(diào)整方便,故障點查找容易,維護量小,避免環(huán)境污染和油脂的浪費,延長了設(shè)備的使用壽命。該系統(tǒng)現(xiàn)已應(yīng)用于礦山機械、連鑄機和環(huán)冷機等場合,取得了良好的使用效果。同時,本系統(tǒng)控制方案還具有較強的通用性,稍加改造,即可推廣到不同應(yīng)用系統(tǒng)中[10]。
[1] 汪德濤.潤滑技術(shù)手冊[M].北京:機械工業(yè)出版社,1998.
[2] 董長雷.干油集中潤滑系統(tǒng)的工作原理其應(yīng)用[J].建筑機械,2003(6):52-54.
[3] 張汝貴.新型自動干油潤滑系統(tǒng)[J].鍛造技術(shù),2011(5):741-743.
[4] 戴仙金.西門子S7-200系列PLC應(yīng)用與開發(fā)[M].北京:中國水利水電出版社,2007.
[5] 李道霖.電氣控制與PLC原理及應(yīng)用[M].北京:電子工業(yè)出版社,2004.
[6] 王兆義.小型可編程控制器實用技術(shù)[M].北京:機械工業(yè)出版社,2002.
[7] 吳曉君.電氣控制與可編程控制器應(yīng)用[M].北京:中國建材工業(yè)出版社,2004.
[8] 李明偉.基于組態(tài)技術(shù)和PLC的液位監(jiān)控系統(tǒng)[J].礦山機械,2005,33(6):88 -89.
[9] 程希明.CAN現(xiàn)場總線數(shù)據(jù)采集系統(tǒng)設(shè)計方案[J].自動化儀表,2004,25(6):21 -25.
[10] 李明偉.基于CAN總線和組態(tài)技術(shù)的變電站監(jiān)控系統(tǒng)[J].自動化儀表,2006,27(9):61-63.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50

- 自動化儀表的其它文章
- 超聲波流量測量影響因素的研究