利用數(shù)控車床進行圓柱螺紋修復(fù)
2012-09-26 09:31:26李安國馬曉波曹文智林劍峰
制造技術(shù)與機床 2012年2期
李安國 馬曉波 曹文智 林劍峰
(沈陽機床股份有限公司設(shè)計研究院實驗室,遼寧沈陽110142)
螺紋是機械制造業(yè)中的一種常見形狀。從走向上它依照螺旋形;從運動合成角度看,它由圓周運動和直線運動復(fù)合而成,需要注意的是兩種運動要嚴格地遵守一定的關(guān)系。加工中,圓周運動由主軸回轉(zhuǎn)實現(xiàn),直線運動由刀具的縱向進給實現(xiàn)。加工螺紋時,主軸每轉(zhuǎn)一轉(zhuǎn)(工件轉(zhuǎn)一轉(zhuǎn)),刀具移動一個導(dǎo)程的距離。生活中,螺紋常用作緊固性聯(lián)接,也可做傳動用。螺紋修復(fù)對于一些特殊工件有可觀的實際意義。本文論述的螺紋修復(fù)針對于數(shù)控車床車削螺紋方式。
數(shù)控系統(tǒng)(以HNC-21T為例)通過脈沖編碼器獲取主軸的零位、轉(zhuǎn)向和轉(zhuǎn)速,但是不能實現(xiàn)主軸的定位。然而,通過主軸零位信號(編碼器的Z向脈沖)足以實現(xiàn)螺紋修復(fù)。
1 螺紋修復(fù)原理
1.1 螺紋加工原理
進行螺紋加工,需要滿足下列條件:
(1)遵循螺紋形成原理,即主軸每轉(zhuǎn)一轉(zhuǎn),刀具縱向進給一個導(dǎo)程;
(2)進行多次切削時,需保證每次進刀和初始進刀位置一致;
(3)切制多頭螺紋時,應(yīng)能正確分度。
那么如何保證主軸旋轉(zhuǎn)和刀具進給之間的嚴格關(guān)系呢?可以通過顯式或隱式的方法解決。
1.1.1 顯式方法(機械式內(nèi)連接)
通過掛輪實現(xiàn),這里不詳述。
1.1.2 隱式方法
運動間關(guān)系的保證沒有可見的物理聯(lián)接,而是采用系統(tǒng)控制的方式,顯然控制主體應(yīng)該是數(shù)控系統(tǒng)。加工螺紋時,數(shù)控系統(tǒng)根據(jù)操作者的意圖,分別控制主軸伺服電動機和進給伺服電動機的運動,保證兩者同步,實現(xiàn)聯(lián)動。具體的,需要在主軸尾部安裝一增量編碼器,加工螺紋時,編碼器與主軸同步旋轉(zhuǎn),同時發(fā)出與主軸轉(zhuǎn)角相對應(yīng)的脈沖信號,數(shù)控系統(tǒng)根據(jù)此信號控制刀具的進給。編碼器的安裝同時也滿足了我們修復(fù)螺紋所需的關(guān)鍵條件。
主軸脈沖發(fā)生器與主軸同步旋轉(zhuǎn),數(shù)控系統(tǒng)可根據(jù)螺紋導(dǎo)程F和主軸脈沖信號,控制刀具在Z方向進給,以確保主軸轉(zhuǎn)一圈,刀具在Z向進給一個螺紋導(dǎo)程。其原理是將對應(yīng)主軸每轉(zhuǎn)的編碼器A相脈沖數(shù)N與對應(yīng)螺紋導(dǎo)程F所需的進給脈沖當(dāng)量數(shù)L的比值N/L(由數(shù)控系統(tǒng)計算)作為計數(shù)常數(shù),存入計數(shù)器中。車削螺紋時主軸旋轉(zhuǎn),數(shù)控系統(tǒng)每接收到主軸編碼器送來的N/L值個A相脈沖,就發(fā)出一個進給脈沖,使刀具沿Z方向進給F/L,這樣就實現(xiàn)了主軸轉(zhuǎn)一圈,螺紋車刀精確地Z向進給一個螺紋導(dǎo)程。
1.2 螺紋修復(fù)原理
加工螺紋時,原始工件上是沒有螺紋的,于是不需要準確確定第一次加工螺紋進刀點的位置,如果需要多次走刀的話,只需保證后續(xù)加工的進刀位置與第一次加工進刀位置相一致,而這是很容易辦到的[2]。
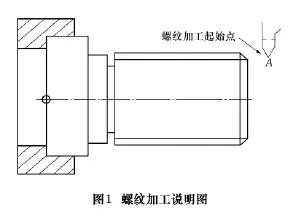
如圖1所示,機床主軸裝有編碼器,刀具位于螺紋加工起始點A。A點的位置需保證刀具有足夠的加速段。第一次進刀時,數(shù)控系統(tǒng)在檢測到主軸零位信號后立即啟動刀具運動,一次走刀完成后,再把刀具移動到第一次螺紋加工的起始點A,刀具仍在數(shù)控系統(tǒng)檢測到主軸零位信號后啟動,這樣就能保證進刀位置的一致性。
但是修復(fù)螺紋時,螺紋已經(jīng)存在了,這樣就必須保證修復(fù)螺紋時初始進刀位置與原有螺紋的進刀位置相一致,這可以通過對刀來保證。螺紋修復(fù)對刀是修復(fù)螺紋最關(guān)鍵的步驟。
1.3 螺紋修復(fù)對刀
如圖2,布局由主視圖和側(cè)視圖構(gòu)成。圖中:A(Xs,Zs)為螺紋修復(fù)起始點;C(Xm,Zm)為螺紋測量點;D為螺紋起始點。
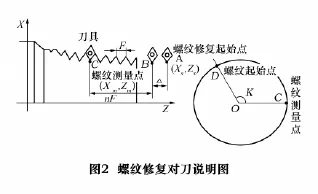
對刀時,先將工件夾緊固定,移動刀具使刀具刀尖對準螺紋螺旋線上的C點(螺紋溝槽的底部,稱為“螺紋測量點”),然后沿Z軸正向移動螺紋導(dǎo)程整數(shù)n倍的距離nF到達B點,B點的位置要保證螺紋加工有足夠的升速段,然而B點還不滿足螺紋修復(fù)的條件。由于螺紋起始點D的位置相對于螺紋測量點C偏移了角度K(0°≤K<360°),因此,需要補償這個角度偏移。我們可以通過沿Z軸移動刀具位移Δ來實現(xiàn)補償(軸向補償方式),此時刀具到達A點——螺紋修復(fù)起始點,即對刀點。
式中:主軸正轉(zhuǎn),取“+”;主軸反轉(zhuǎn),取“-”。
于是

式中:F為螺紋導(dǎo)程;K為螺紋起始點D的位置相對于螺紋測量點C的角位移;n為取自然數(shù),保證刀具有足夠的加速段;Zs、Zm為分別為螺紋修復(fù)起始點A與螺紋測量點C的Z坐標。
通過式(1),可以確定螺紋修復(fù)起始點A的Zs坐標。而Xs的取值可以根據(jù)每次螺紋加工的背吃刀量自定義或者由系統(tǒng)自動計算。
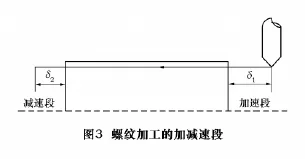
由于自動加減速,切削螺紋時會出現(xiàn)導(dǎo)程不正確的段δ1、δ2,如圖3,為此需留有足夠的加減速段。下面我們給出n的近似確定方法:
δ1由螺紋切削速度V、伺服電動機時間常數(shù)T和螺紋精度a決定。

螺紋切削開始部分的導(dǎo)程會與設(shè)定導(dǎo)程F不一致,允許有導(dǎo)程誤差ΔF,于是

a值確定后,代入式(3)可得t,然后再根據(jù)式(2)即可求出δ1。
δ2由螺紋切削速度V和伺服電動機時間常數(shù)T決定。

其中,V由螺紋導(dǎo)程F和主軸轉(zhuǎn)速R決定。

伺服電動機時間常數(shù)可以查閱配套廠商的產(chǎn)品說明書。
注意事項:
(1)K的測量方式:右手大拇指指向主軸Z負向,則其余四指彎曲的方向為角位移K的測量方向,0°≤K <360°。
(2)對刀時,要求螺紋起點與主軸零位相一致或者主軸處在零位。
2 螺紋修復(fù)程序示例
以HNC-21T世紀星為例[3],采用螺紋加工指令G32。指令格式:
G32X(U)__Z(W)__R__E__P__F__
例:如圖4,螺紋導(dǎo)程為1.5 mm,每次吃刀量(直徑值)分別為0.8 mm、0.6 mm 、0.4 mm、0.16 mm。
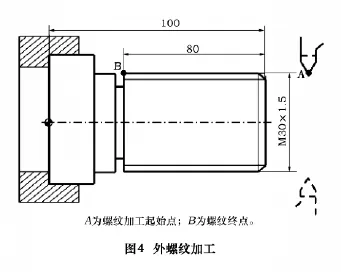
首先按照前面講述的方法進行螺紋修復(fù)對刀,記錄螺紋測量點(Xm,Zm)及角位移K的值,進而計算出螺紋加工起始點(Xs,Zs)。程序如下:


上述程序中,[Zs]只是一個符號標識,不符合實際的編程格式要求。
關(guān)于程序段“N3 G00 X29.2 Z[Zs]”,快進到螺紋加工起始點A,A點的Z向坐標是符合要求的,X向坐標隨著切削的循環(huán)而變化,其它類同。
關(guān)于程序段“N4 G32 Z19 F1.5”切削螺紋終點B,B點是理論螺紋終點,切削到此時,需要多走一段以便退刀。圖示工件留有螺紋退刀槽。其它類同。
注意事項:
(1)實際編程中,用具體的Zs的數(shù)值替代程序中的[Zs]。
(2)若修復(fù)多頭螺紋,只要給G32指令的P地址字賦合適的值即可。(P為螺紋起始點相對于主軸基準脈沖的角位移)。
(3)以圓柱螺紋為例,這里講的螺紋修復(fù)適用于輕度受損螺紋,修復(fù)后螺紋的公稱直徑不變。損傷嚴重的螺紋按照原公稱直徑修復(fù)是不夠的,需要做深度修復(fù),這樣修復(fù)后螺紋的公稱直徑會變小,與原有螺母不匹配。這種修復(fù)后獲得的螺紋一般是非標準的。
G32方式下,刀具走刀一次,刀具的進入與返回需要自行編程指定。若要多次走刀,需多次使用G32指令。我們也可以采用螺紋切削循環(huán)指令進行螺紋修復(fù),對刀方法是一樣的。
3 結(jié)語
本文從理論上對螺紋修復(fù)方案作了說明。特別對于一些特殊行業(yè),螺紋修復(fù)有很大的實用價值,如石油行業(yè)中大量使用的鉆桿等。當(dāng)螺紋件損壞時,如果更換新的,一般價格比較昂貴,此時采用螺紋修復(fù)的方法是個行之有效的方案。
[1]王可,唐宗軍,趙文珍.管螺紋數(shù)控加工中的幾個技術(shù)問題[J].石油機械,1998,26(11):42 -43.
[2]蔡善樂,馬志宏.數(shù)控車床手工螺紋對刀[J].機床與液壓,2004(9):177-178.
[3]世紀星車床數(shù)控系統(tǒng)HNC-21/22T編程說明書[Z],2001.
