當(dāng)代先進(jìn)制齒及制齒機(jī)床技術(shù)的發(fā)展趨勢(shì)
2012-10-15 02:34:40內(nèi)蒙古烏蘭察布市烏蘭察布職業(yè)學(xué)院邢召云
湖北農(nóng)機(jī)化 2012年2期
內(nèi)蒙古烏蘭察布市烏蘭察布職業(yè)學(xué)院 邢召云
1 齒輪制造技術(shù)的發(fā)展趨勢(shì)
1.1 設(shè)備數(shù)控化、中心化
根據(jù)調(diào)查顯示,國內(nèi)外使用的齒輪加工設(shè)備中數(shù)控機(jī)床的比例越來越大,且數(shù)控機(jī)床的功能也在不斷增加,功能單一的數(shù)控機(jī)床正逐步被多功能的機(jī)床所代替,普通的、單主軸數(shù)控機(jī)床正逐步被雙主軸機(jī)床、車削中心、車銑復(fù)合中心(圖1)、車磨復(fù)合中心(圖2)、車銑磨復(fù)合中心所代替。這些機(jī)床的功能強(qiáng)大且加工精度高,一臺(tái)機(jī)床可以完成原來多臺(tái)機(jī)床的加工內(nèi)容,如復(fù)合車功能的滾齒機(jī)在具有去毛刺、干切、熱后刮削功能的同時(shí),還具有車加工功能,使得部分齒坯加工和齒輪加工可以同時(shí)在一臺(tái)機(jī)床上完成。另外,隨著刀具技術(shù)和數(shù)控技術(shù)的發(fā)展,已經(jīng)可以利用特殊刀具在加工中心上完成圓柱齒輪和螺旋錐齒輪齒形加工,且加工效率等同于專用加工機(jī)床。

圖1

圖2
1.2 毛坯原材化
根據(jù)調(diào)查顯示,當(dāng)今世界知名的齒輪制造廠家已經(jīng)很少使用鍛件毛坯,從齒輪軸、花鍵軸到盤形齒輪,甚至是300mm以上的弧齒錐齒輪也大多采用圓鋼下料,有的甚至不經(jīng)下料直接使用幾米長的圓鋼在機(jī)床上完成齒坯加工后再截?cái)啵颐鞑恍桢懺欤梢怨?jié)約鍛打費(fèi)、運(yùn)輸費(fèi)、材料加熱氧化損耗費(fèi)、預(yù)熱處理費(fèi)等成本,直接使用原材料可節(jié)約毛坯費(fèi)用20%以上,縮短生產(chǎn)周期10天左右。當(dāng)然,對(duì)于高精度的齒輪,毛坯原材化的前提條件是高品質(zhì)的原材料以及完備的熱后加工手段。
1.3 工序集中化
隨著車削中心、車磨復(fù)合機(jī)床等的推廣,一個(gè)工件的加工內(nèi)容能夠在一臺(tái)機(jī)床上完成,而且以前必須與齒坯分開加工的工序如銑槽、鉆孔等也可以一并完成,因此同工序分散原則相比,工序集中的優(yōu)點(diǎn)就是加工精度高,很多重要工序如果使用工序集中原則,可以避免重復(fù)定位誤差和定位基準(zhǔn)不統(tǒng)一造成的定位誤差,使得精度明顯提高。例如將熱后硬態(tài)車削加工與磨削加工合為一道工序之后,車加工為磨加工留下的余量一般只有0.02~0.03mm,這不僅提高了加工效率,而且使得表面粗糙度可達(dá)Ra0.4或更高精度,保證了表面質(zhì)量。
1.4 齒面精加工熱后化
目前,剃齒雖然仍是非常重要的齒形精加工方法,但是已經(jīng)越來越多地為磨齒、刮齒所代替。這是因?yàn)樘挲X不能進(jìn)行硬態(tài)加工,為了消除熱處理變形的影響,剃齒一般要比產(chǎn)品精度高半級(jí)到一級(jí),而磨齒主要采用蝸桿砂輪磨和成形磨,刮齒是在熱后再次對(duì)齒輪進(jìn)行滾齒加工,熱后加工完成的齒輪精度便是最終精度,不需考慮熱處理變形問題,從而減少了為防止熱處理變形而提高原材料的成分、金相組織等的技術(shù)要求,降低了毛坯成本和加工成本。
1.5 質(zhì)量控制SPC化
SPC是檢測(cè)和控制工藝過程的一種方法,通過檢測(cè)制造過程來收集加工數(shù)據(jù)并進(jìn)行統(tǒng)計(jì)分析,不受人為因素的影響,能夠及時(shí)發(fā)現(xiàn)引起加工精度變化的根本原因,并預(yù)示是否需要調(diào)整以及如何調(diào)整。如圖3所示,當(dāng)檢測(cè)點(diǎn)落在上警告線UWL和下警告線LWL之間時(shí),表明生產(chǎn)過程穩(wěn)定;當(dāng)檢測(cè)點(diǎn)落在上警告線UWL與上控制線UCL之間,或下警告線LWL與下控制線LCL之間時(shí),表明加工系統(tǒng)存在問題,可繼續(xù)生產(chǎn),但需要提高檢測(cè)頻次;當(dāng)檢測(cè)點(diǎn)落在上控制線UCL以上或下控制線LCL以下時(shí),表明必須停止生產(chǎn)過程并進(jìn)行檢查,找出原因并進(jìn)行工藝參數(shù)的調(diào)整等。
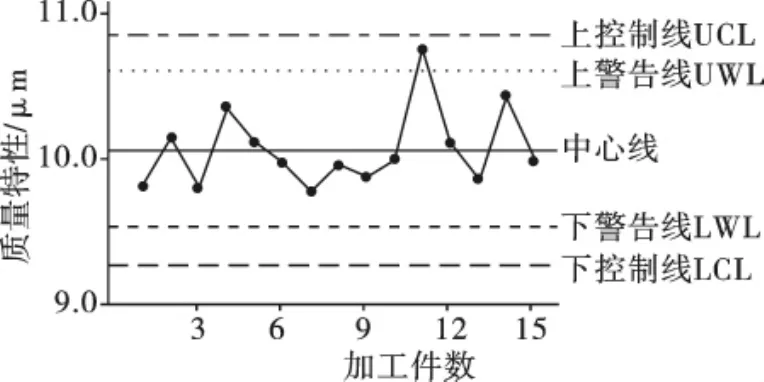
圖3
1.6 加工干切化
濕式加工中冷卻液的使用帶來了很大的負(fù)面影響,如冷卻液的蒸發(fā)和滴漏造成了嚴(yán)重的環(huán)境污染,使車間空氣質(zhì)量很差,危害了員工的身心健康,同時(shí)也帶來了很大的生產(chǎn)成本。隨著生產(chǎn)工藝的發(fā)展,干切技術(shù)正逐步成為未來生產(chǎn)的主要手段。如圖4所示的雙頻淬火機(jī)床就是采用的干切技術(shù)。

圖4
1.7 熱處理變形微量化
利用雙頻加熱技術(shù)實(shí)現(xiàn)了齒輪工件的仿形硬化,加熱時(shí)間極短而熱效率極高,使得變形量相對(duì)很小,對(duì)環(huán)境造成的污染也很小。如利用2 500kW的雙頻加熱技術(shù)對(duì)一直徑為200mm的螺旋傘齒輪進(jìn)行雙頻感應(yīng)淬火只需0.36s,如此短的時(shí)間內(nèi)工件幾乎沒有變形。
2 齒輪加工機(jī)床的發(fā)展趨勢(shì)
2011年EMO展覽會(huì)上展出的齒輪加工機(jī)床的技術(shù)水平又有了新的提升,高精度、高速、高效、復(fù)合化、智能化、信息化、干式切削是今后制齒機(jī)床技術(shù)的發(fā)展趨勢(shì)。
2.1 齒輪加工機(jī)床的精度及精度的穩(wěn)定性將進(jìn)一步提升
目前齒輪加工機(jī)床制造公司通過采用重新設(shè)計(jì)機(jī)床結(jié)構(gòu)、使用先進(jìn)的控制技術(shù)或者改變機(jī)床床身的材質(zhì)等措施來提高機(jī)床的加工精度及精度的穩(wěn)定性。如德國格里森公司生產(chǎn)的Genesis210H滾齒機(jī)的床身和立柱采用礦物質(zhì)鑄造聚合體,提高了機(jī)床的減震效果和熱穩(wěn)定性,使得加工一件模數(shù)為2.65mm、齒數(shù)為52、螺旋角為30的齒輪,采用雙頭AA級(jí)滾刀,在滾刀轉(zhuǎn)速為773r/min、軸向進(jìn)給量為2.6mm/WR的切削參數(shù)下一刀切加工的齒輪精度達(dá)DIN7級(jí)。
2.2 機(jī)床高速化、加工高效化將進(jìn)一步增強(qiáng)
目前先進(jìn)的齒輪加工機(jī)床(如滾齒機(jī)和磨齒機(jī))普遍采用電主軸和力矩電機(jī),使機(jī)床的轉(zhuǎn)速進(jìn)一步提高。機(jī)床的高速化是縮短工件的切削時(shí)間,進(jìn)行高效加工的重要保證。如格里森公司生產(chǎn)的Genesis210H滾齒機(jī)配備了新型機(jī)械凸輪驅(qū)動(dòng)式雙抓手裝料系統(tǒng),一刀切滾削加工一件模數(shù)為2.65mm、齒數(shù)為52、螺旋角為30、齒寬為21mm的齒輪滾刀速度為170m/min,加工時(shí)間為43s,交換工件時(shí)間為6s、輔助時(shí)間為2s、總時(shí)間為51s。
2.3 齒輪加工機(jī)床的功能復(fù)合將十分普遍
齒輪加工機(jī)床的發(fā)展使得傳統(tǒng)的、功能單一的滾齒機(jī)、剃齒機(jī)、磨齒機(jī)等正逐步被淘汰,齒輪加工機(jī)床的復(fù)合形式將多種多樣。例如自動(dòng)上料、車削、滾齒、倒角、自動(dòng)下料的機(jī)床,如WERA公司的Profilator320多功能齒輪加工機(jī)床(圖5);自動(dòng)上料、倒棱去毛刺、剃齒、自動(dòng)下料的機(jī)床,如格里森公司的Genesis 130SVC機(jī)床(圖6)。

圖5
圖6
2.4 高速干切和自動(dòng)化在切齒機(jī)上全面實(shí)現(xiàn)
高速干式切削既可以減少冷卻油的消耗和冷卻處理裝備,又可以避免對(duì)環(huán)境造成的污染,還能提高生產(chǎn)效率,降低單件齒輪的制造成本。因此,高速干式切削成為切齒機(jī)床發(fā)展的方向。
齒輪加工機(jī)床實(shí)現(xiàn)高速干式加工縮短了齒輪加工時(shí)間,且批量生產(chǎn)多以自動(dòng)化生產(chǎn)為主,減少了勞動(dòng)強(qiáng)度和輔助時(shí)間,降低了成本,如汽車齒輪所用機(jī)床均普遍配備了自動(dòng)上下料系統(tǒng),實(shí)現(xiàn)自動(dòng)化生產(chǎn)。
2.5 智能化和信息化水平更高
數(shù)字化控制、傳感器、信息和網(wǎng)絡(luò)控制技術(shù)的結(jié)合,使得數(shù)控機(jī)床具有了智能化和信息化功能,如機(jī)床誤差補(bǔ)償、溫度補(bǔ)償、自動(dòng)平衡、過載保護(hù)、有無工件自動(dòng)識(shí)別、裝夾工件是否正確、工件是否已加工過等,并且隨著技術(shù)的進(jìn)步,智能化和信息化水平將更高。
3 總結(jié)
通過本文的總結(jié),我們了解了當(dāng)代先進(jìn)齒輪制造及齒輪機(jī)床技術(shù)的最新發(fā)展趨勢(shì)。雖然我國的齒輪行業(yè)加快了新技術(shù)、新產(chǎn)品開發(fā)的步伐并取得了相當(dāng)程度的進(jìn)步,但同國外發(fā)達(dá)國家相比還存在較大的差距,因此,重視技術(shù)創(chuàng)新、提高技術(shù)水平是我國齒輪行業(yè)義不容辭的責(zé)任。
[1]青海一機(jī)數(shù)控機(jī)床達(dá)國際先進(jìn)水平[J].機(jī)械工程師,2011(09).
[2]王銀山,王小雷,何楓.從CIMT 2011看齒輪刀具和齒輪機(jī)床的發(fā)展[J].工具技術(shù),2011(06).
[3]張淑榮,郭兆利.加工插齒刀改制計(jì)算[J].工具技術(shù),2011(09).
