超聲波成像技術在壓力容器檢驗中的應用
2012-10-18 11:32:38姚夢溪
科學之友 2012年2期
姚夢溪,李 丹
(四平市特種設備檢驗中心,吉林 四平 136000)
1 超聲波檢測的基本原理
新型的超聲波技術TOFD是一種可以精確測量部件內部缺陷與平面曲線在壁厚方向上的高度的技術,其操作簡單直觀,與以往的超聲波技術不同。目前采用的TOFD技術是利用固體中聲波傳遞最快的縱波在缺陷端實現衍射來進行測量的,如在焊接縫的兩側利用一對尺寸、頻率、角度相同的縱波斜向探頭并使其位置對稱,一個作為發射端、一個則為接收端。發射端的縱波從側面進入到被檢測的焊縫中。無缺陷的時候接收端接收到沿著時間表面傳播的側向波與底面發射波。而存在缺陷的部位在上述兩個波之外還會接收到缺陷位置所產生的衍射波。這就是超聲波衍射檢測的基本原理。
2 超聲波成像技術在壓力容器檢測過程
2.1 檢測過程
2.1.1 檢測設備準備
采用TOFD的檢測需要利用計算機、軟件系統、探頭與之間等幾個部分組成,為了適應壓力容器的檢測,需要根據檢驗對象的材料、厚度等進行組合與應用。具體需要注意以下幾個方面:探頭型號選擇,如對75 mm以下容器壁進行檢測需要的探頭為單探頭,檢測鐵素體鋼材時應根據相關的規范進行選擇,而對奧氏體或者其他高衰減的材料應降低探頭的頻率或者增加晶片的大小。如對75 mm以上的容器壁進行檢測一定要采用組合的方式進行掃描,其組合的方式應按照相關的規范選擇;探頭距離選擇:在檢測前應對所選用的探頭的距離進行調試,以此獲得最佳的檢測效果,超聲波檢測的最佳探頭距離應按照圖1所示,并利用公式PCS=2dtgθ進行計算,其中d是缺陷深度;θ則是探頭的角度。

圖1 檢測探頭間距選擇
2.1.2 儀器的校對
增益性校對,采用超聲波衍射檢測雖然不是在波幅的基礎上進行檢測和定量分析,但是增益對儀器的靈敏度影響較大,因此必須在具有合適的增益保證下完成,才能在掃描中發現缺陷。多數檢測中,單個超聲波探頭組的增益設置是將表面的波高達到滿屏的40%~90%,以此保證測量的效果。
對聲速和探頭角度的校對,聲波在不同材料中傳遞的速度不同,因此檢測前應對聲波的速度進行校對,另外探頭的楔塊在多次使用后會產生磨損,探頭的角度會發生微量改變,檢測前必須對此進行校正,聲波速度與探頭角度可以通過橫通孔來完成調整。
2.2 檢測軟件與硬件配置
在開始進行檢測前應對軟件與硬件設備進行檢查,主要是調整其主要參數使之符合檢測需求,如:采樣率、掃描間距、速度等。采樣率選擇在50 mm內時應選擇A-掃描信號之間最大采樣間隔通常為1 mm;對于壁厚較大的容器,A-掃描信號之間最大的采用間隔可以為2 mm;掃描距離設定,按照被檢容器的尺寸和超速設備的內存來設定檢測是掃描的距離;掃描速度設定,設定合理的掃描速度主要是在保證高效的前提下控制檢測的質量,保證不丟失數據。掃描速度應根據耦合能力和電子系統的數據存儲能力而定,通常 B-掃描數據丟失不會超過整個掃描檢查量的5%,而且不要出現連續丟失的情況。
2.3 檢測操作過程
將發射探頭和接收探頭分別放置在壓力容器焊縫的兩側,首先沿著焊縫進行 B-掃描,如焊縫、熱影響區沒有缺陷的時候,會觀察到2個超聲波信號,一個是聲波在表面傳播的脈沖信號;一個是時間底部反射的聲波信號,兩個脈沖信號應位于發射探頭和接收探頭之間的最短與最長聲波程內。兩個信號是檢測的基本參考信號,如果焊縫中存在缺陷,超聲波的大部分能量就會在缺陷的表面出現反射,而一部分能量則會在缺陷的上下端產生衍射效應,且會被接收端檢測出來。因為 B-掃描不能確定缺陷距離探頭的中心位置,因此在第一次掃描后應針對存在缺陷的位置進行二次掃描,此次應垂直與焊縫的方向進行D-掃描,完成后保存資料為成像做準備。
3 超聲波成像技術的應用
利用超聲波進行檢測結束后就會形成一個圖形,見圖2,并可以獲得相應的形狀、尺寸等數據,在對成像進行分析的時候主要分為兩步。
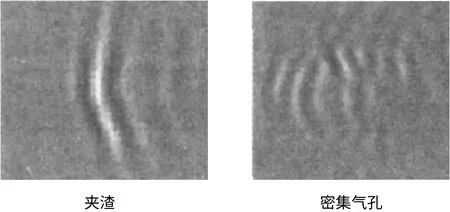
圖2
第一步:根據圖像對缺陷進行的定性分析,即確定其性質,依據的是圖像的形狀和密集程度等;第二步:根據圖像對缺陷進行定量分析,主要包括尺寸、位置等參數信息,缺陷的高度則是利用其上下端的衍射信號的時間差進行計算獲得,應注意的是上下端的回波位置是相反的,缺陷長度則是利用成像獲得,深度是利用表面波與缺陷上端的衍射波的時間差計算獲得,缺陷距離探頭中心線的距離利用D-掃描求出。至此就可對壓力容器中所存在的缺陷進行全面的定量分析,從而指導選擇處理措施。
4 結束語
利用超聲波衍射探測是一種較先進的無損檢測技術,其檢測所形成的直觀的形象化圖像可以明確的對壓力容器部件上的缺陷進行描述,利用計算機來處理數據更可以很快的對缺陷完成定性與定量的分析。
[1]陳偉,詹紅慶,楊貴武.超聲圖像缺陷檢測新方法[J].無損檢測,2010(06).
[2]郝曉軍,牛曉光,郝紅衛,代真,郭立峰.結合TOFD與脈沖反射法的復合超聲檢測系統的研制[J].無損檢測,2010(01).
[3]孔立峰,李樹學,羅光華,楊景標.TOFD檢測技術的應用[J].河北工業科技,2009(03).
猜你喜歡
中等數學(2022年2期)2022-06-05 07:10:50
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
