旋轉編碼器安裝至零位調整裝置研制*
2012-10-23 07:51:34丁仕燕干為民
制造技術與機床 2012年8期
丁仕燕 干為民
(①江蘇省數字化電化學加工重點建設實驗室,江蘇常州213002;②常州工學院機電學院,江蘇常州 213002)
一般帶轉軸的自動化設備在使用過程中需利用旋轉編碼器檢測轉軸的角度,當轉軸角度為特殊值時(通常為零位置)自動化設備某一零件運動到某一特殊位置,即機構運動到該位置時,與轉軸同軸旋轉的旋轉編碼器正好輸出零位信號。為了使旋轉編碼器的輸出信號與自動化設備的轉軸協同,帶轉軸的自動化設備在工作前一般需要把旋轉編碼器先回到零點,作為工作起點。
文獻[1]通過與旋轉編碼器軸連接一個檢測凸輪,并在該凸輪徑向外側安裝一傳感器對凸輪輪廓檢測,從而得到相位信息,并確定一個機械工作需要的零點位置之后,傳遞給PLC,PLC將該零點位置做為旋轉編碼器動作零點位置,并對機器的各部分發送指令進行順序控制。因此,文獻[1]中零點位置并不是旋轉編碼器零位,而是對增量編碼器脈沖計數開始位置。
由于旋轉編碼器在安裝過程中可能停在圓周方向任意位置,為了使旋轉編碼器能安裝在零位,一般需要斷開編碼器轉軸與自動化設備轉軸的連接(編碼器轉軸可旋轉,而自動化設備轉軸不動),手工轉動編碼器轉軸直到輸出零位信號為止,然后擰緊緊定螺釘使旋轉編碼器的空心轉軸固定在自動化設備的轉軸上。因旋轉編碼器零位在一個精密點,且擰緊緊定螺釘過程中旋轉編碼器的空心轉軸往往會產生微小轉動,因此手工調整方法很難把旋轉編碼器準確、可靠地安裝在零位。
至今未發現介紹編碼器安裝零位調整相關論文。為解決該問題,筆者設計了一種使用方便的旋轉編碼器零位調整裝置。該裝置已申請發明專利(申請號:201110433198.9),文中介紹該調整裝置結構及其工作方法。
1 旋轉編碼器安裝零位調整裝置結構
1.1 旋轉編碼器安裝至零位調整裝置總體結構
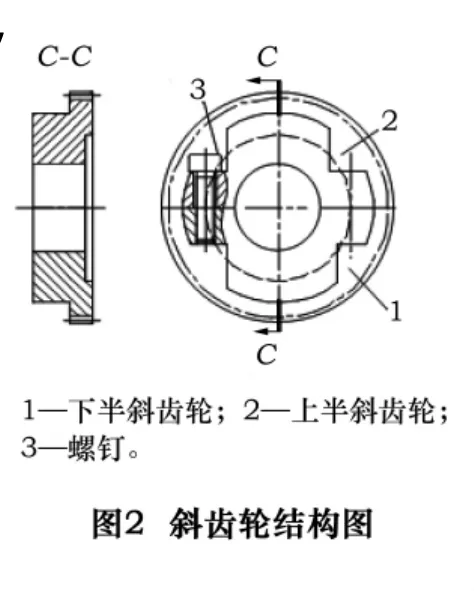
旋轉編碼器零位調整裝置總體結構如圖1所示,結構包括:旋轉編碼器1、斜齒輪2、蝸桿3軸套5和磁力表座組件10;旋轉編碼器1的空心轉軸與自動化設備上某轉軸相連,斜齒輪2安裝在旋轉編碼器1的空心轉軸上。該斜齒輪(圖2)由對稱的下、上半斜齒輪1、2組成,彼此由螺釘3連接而成。磁力表座組件10的表座8吸附在被測自動化設備上。蝸桿3安裝在軸套5中,軸套5插入磁力表座組件10的彈性孔夾頭4中。擰緊螺釘6可使軸套5固定在彈性孔夾頭4中。
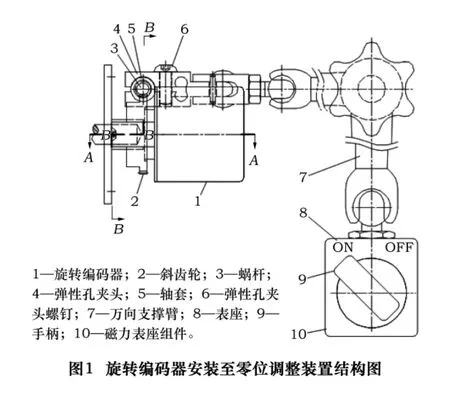
通過調整萬向支撐臂7,可使蝸桿3與斜齒輪2相嚙合。蝸桿3轉動時驅動斜齒輪2,進而驅動編碼器1的空心轉軸,旋轉編碼器輸出信號接入編碼器采集卡,通過計算機軟件即可判斷旋轉編碼器1是否在零點位置。
1.2 蝸桿、斜齒輪裝配結構
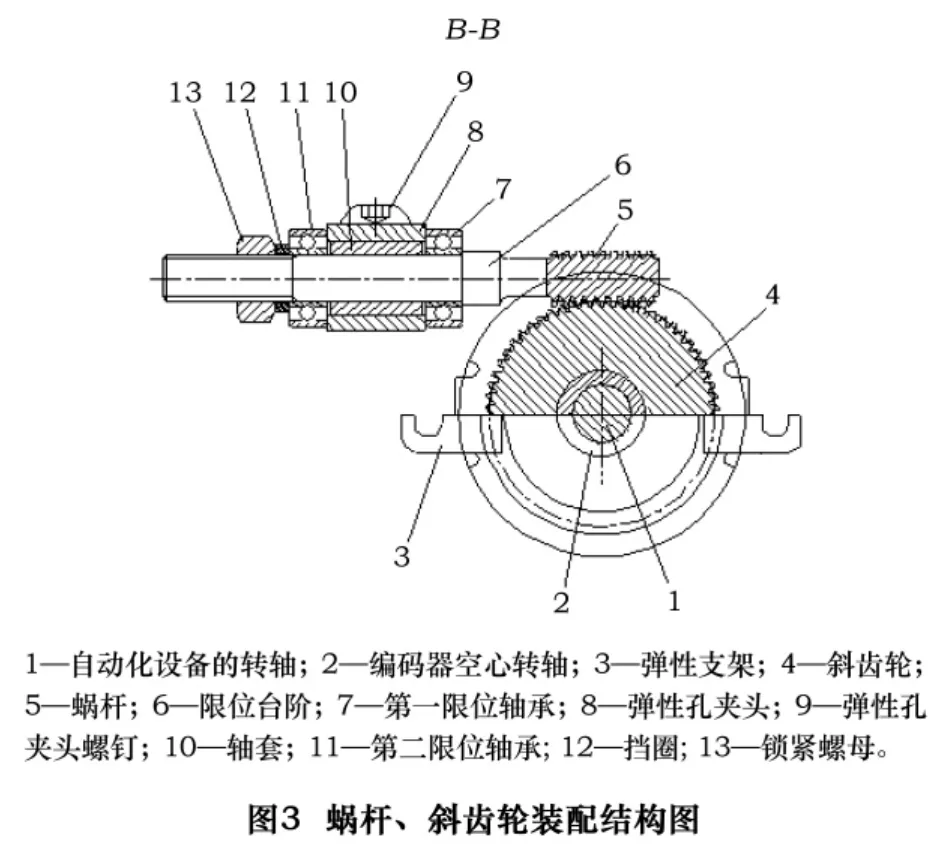
蝸桿、斜齒輪裝配如圖3所示,在蝸桿5上設有限位臺階6,該限位臺階的外徑大于第一限位軸承7內圈的內徑,而小于其外圈的內徑。為了使蝸桿5在軸套10內不發生軸向竄動,同時又可以靈活旋轉,在蝸桿5上安裝第一、第二限位軸承7、11。第一、第二限位軸承7、11的外圈與彈性孔夾頭8的兩端面貼緊。蝸桿5上在第二限位軸承11的后側依次安裝擋圈12和鎖緊螺母13。
1.3 旋轉編碼器的安裝結構
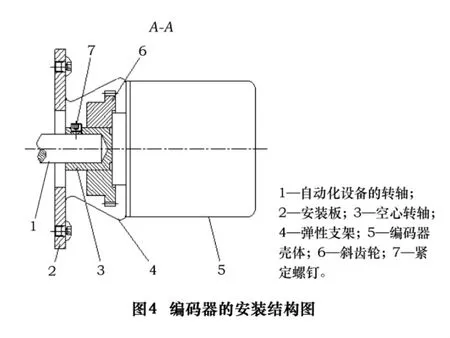
旋轉編碼器的安裝結構見圖4,旋轉編碼器的空心轉軸3與被測自動化設備的轉軸1相連;旋轉編碼器的殼體5通過一彈性支架4固定在自動化設備的安裝板2上。緊定螺釘7用于固定該空心轉軸3和被測自動化設備的轉軸1。
2 旋轉編碼器零位調整裝置工作方法
上述旋轉編碼器零位調整裝置的工作方法包括以下步驟:
(1)首先確定旋轉編碼器零點大致位置。旋轉編碼器的輸出信號接入編碼器采集卡,編碼器采集卡插入計算機擴展槽中;用戶一手拿著編碼器殼體,一手緩慢轉動旋轉編碼器的空心轉軸,計算機實時通過編碼器采集卡讀取旋轉編碼器的輸出信號并顯示,此時軟件設置為讀到零位信號即顯示在零位且停止讀零位信號。當用戶觀察計算機顯示在零位后停止轉動旋轉編碼器的空心轉軸,由于人的反應的滯后,旋轉編碼器一般不可能正好停止在零位,而是停在零位附近。
(2)旋轉編碼器的空心轉軸插入自動化設備的轉軸上,用螺釘把彈性支架固定在安裝板上,并將上半斜齒輪、下半斜齒輪安裝在空心轉軸上。
(3)擰緊圖3中的螺釘9,將軸套10夾緊在磁力表座組件的彈性孔夾頭8中;轉動圖1中的手柄9至“ON”,使磁力表座組件的表座8吸附在被測自動化設備上。
(4)如圖1,調節磁力表座組件的萬向支撐臂的方位,使該萬向支撐臂末端的彈性孔夾頭4與斜齒輪2相鄰,進一步微調該萬向支撐臂7使蝸桿3的前端部與上半斜齒輪的中間部位的輪齒嚙合。由于已經確定了旋轉編碼器零點大致位置,因此在實際使用過程中,斜齒輪的旋轉角度一般小于45°,所以蝸桿不必在上半斜齒輪、下半斜齒輪的結合面處嚙合就能找到零位。
(5)將旋轉編碼器的輸出信號接入編碼器采集卡;計算機實時通過所述編碼器采集卡讀取旋轉編碼器的輸出信號并顯示;當顯示該旋轉編碼器不在零位時,用戶轉動蝸桿,直至計算機顯示該旋轉編碼器到達零位時,停止轉動;如圖4,擰緊空心轉軸上的緊定螺釘7,使空心轉軸3固定在自動化設備的轉軸上;然后依次移除磁力表座組件和斜齒輪6(如圖2所示,斜齒輪是由上、下兩半通過螺釘連接而成,只要擰下螺釘,就可移除上、下兩半斜齒輪),旋轉編碼器零位調整工作結束。
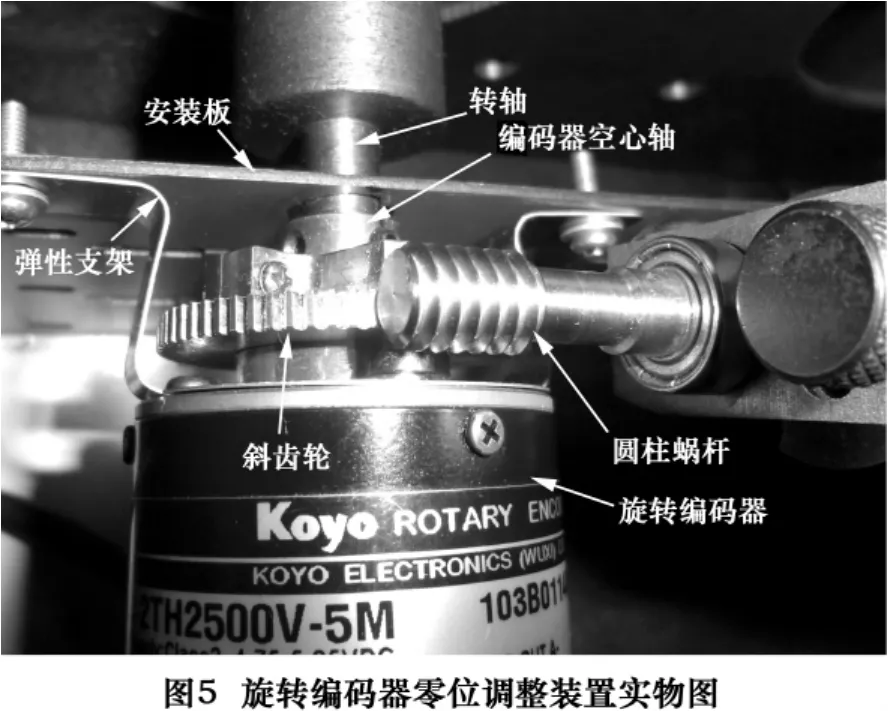
3 實驗
筆者已制造出旋轉編碼器零位調整裝置(見圖5),并驗證了章節2中介紹的旋轉編碼器零位調整裝置的工作方法,實驗結果表明該裝置及其工作方法可方便、快捷地完成旋轉編碼器零位調整工作。
4 結語
文中介紹的旋轉編碼器零位調整裝置具有以下優點:
(1)采用圓柱蝸桿斜齒輪機構調整旋轉編碼器到零位并固定旋轉編碼器的空心轉軸,由于圓柱蝸桿斜齒輪傳動機構穩定性較高、減速比大、傳動分辨力高,可把編碼器空心轉軸準確、可靠地停在零位。對于不同規格的旋轉編碼器只需根據其空心轉軸外徑(或實心軸外徑)提供與之配套的斜齒輪即可工作,通用性較強。
(2)調整裝置各部件結構緊湊,并且把易于拆裝的磁力表座組件作為圓柱蝸桿位置和姿態調整部件,使得該裝置安裝簡便,拆卸方便。
(3)通過調整磁力表座組件,圓柱蝸桿與斜齒輪可實現無側隙傳動,利用磁力表座組件鎖緊作用,可使編碼器空心轉軸鎖緊在零位,在擰緊定螺釘時不發生變動。
(4)上半斜齒輪、下半斜齒輪可由一個完整的斜齒輪經電火花線切割機床剖開,且剖開過程產生的誤差對其使用性能無影響。
[1]馮金玉,閆德亮.一種編碼器零點檢測裝置及其檢測方法[P].中國專利:200910262869.2,2010-12-01.
