外圓磨削在線優(yōu)化*
2012-10-23 10:02:58呂長(zhǎng)飛李郝林
制造技術(shù)與機(jī)床 2012年2期
呂長(zhǎng)飛 李郝林
(①上海理工大學(xué)光電信息與計(jì)算機(jī)工程學(xué)院,上海 200093;②河北農(nóng)業(yè)大學(xué)機(jī)電工程學(xué)院,河北保定 071001;③上海理工大學(xué)機(jī)械工程學(xué)院,上海 200093)
在機(jī)械加工中,磨削加工具有較高的加工精度,常作為工件最終的機(jī)械加工方法。目前,磨削加工正朝自動(dòng)化、智能化方向發(fā)展;但是,眾多的影響因素為磨削過(guò)程的研究帶來(lái)了挑戰(zhàn)。通過(guò)傳感器大量收集磨削加工的狀態(tài)信息,利用人工智能方法對(duì)磨削加工進(jìn)行控制是可行的途徑[1-7]。聲發(fā)射信號(hào)能夠提供磨削加工各方面信息,利用它可以實(shí)現(xiàn)對(duì)加工過(guò)程進(jìn)行多方面監(jiān)測(cè),并能為磨削加工智能化控制提供多種特征信息,使系統(tǒng)具有較好的特征辨識(shí)能力,提高決策控制質(zhì)量。本文基于已有的實(shí)際磨削量的磨削模型,利用小生境蟻群算法和小生境粒子群算法,對(duì)磨削過(guò)程粗磨段和整個(gè)磨削過(guò)程的實(shí)際磨削進(jìn)給量和磨削深度進(jìn)行了優(yōu)化,得到優(yōu)化模型。采用Matlab編程,根據(jù)所得優(yōu)化,利用磨削過(guò)程聲發(fā)射信號(hào),對(duì)磨削量進(jìn)行仿真,實(shí)現(xiàn)外圓磨削實(shí)際磨削量的在線優(yōu)化。本研究對(duì)提高磨削質(zhì)量和效率,實(shí)現(xiàn)磨削過(guò)程的在線監(jiān)測(cè)和智能化控制有著極大的推動(dòng)作用。
1 磨削模型
外圓磨削過(guò)程如圖1所示。根據(jù)文獻(xiàn)[9]分析,影響磨削過(guò)程的主要參數(shù)包括:粗磨進(jìn)給量(u1)、粗磨時(shí)間(t1)、精磨進(jìn)給量(u2)、精磨時(shí)間(t2)、無(wú)火花磨進(jìn)給量(u3)、無(wú)火花磨時(shí)間(t3)、砂輪修整導(dǎo)程(Sd)、砂輪線速度(V)和工件線速度(v),其中與優(yōu)化過(guò)程相關(guān)的獨(dú)立參數(shù)只有:u1、u2、t1、t2、t3和Sd。
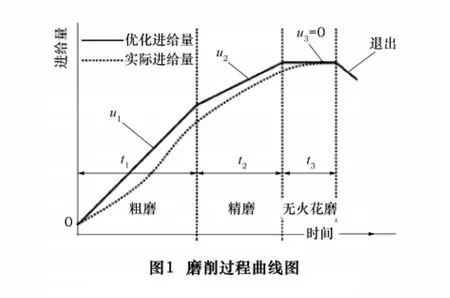
外圓磨削過(guò)程的進(jìn)給量微分方程可表示為

式中:τ為磨削系統(tǒng)的時(shí)間常量;ξ為與砂輪鈍化程度相關(guān)的系數(shù);r'為實(shí)際進(jìn)給率;x'為控制進(jìn)給率,在粗磨段,x'=u1,精磨段,x'=u2,無(wú)火花磨段,x'=u3=0。對(duì)粗磨段,實(shí)際磨削進(jìn)給量r(t1)和磨削深度Δ(t1)可表示成[9]:
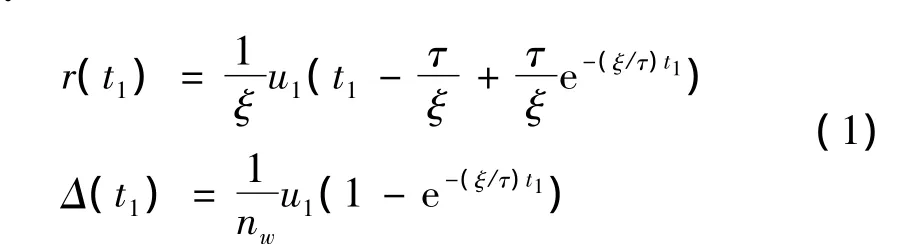
式中:nw為工件轉(zhuǎn)速。令:
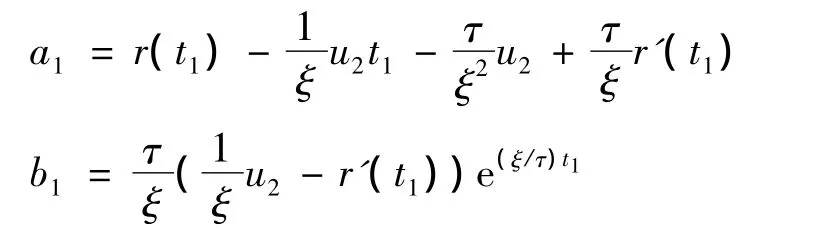
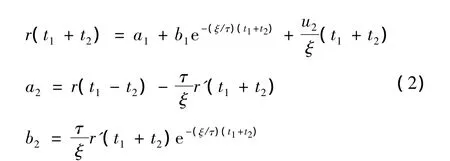
則整個(gè)磨削過(guò)程的實(shí)際進(jìn)給量r(t1+t2+t3)和磨削深度Δ(t1+t2+t3)可表示為:
2 蟻群算法和小生境粒子群算法
小生境蟻群算法(NACA)的基本思路是[10]:隨機(jī)產(chǎn)生N個(gè)螞蟻的初始群體,使螞蟻隨機(jī)分布在函數(shù)的可行域上;根據(jù)優(yōu)化函數(shù)計(jì)算每個(gè)螞蟻的初始信息素,信息素正比于函數(shù)值;根據(jù)每個(gè)螞蟻的當(dāng)前信息素和全局最優(yōu)信息素求出螞蟻的轉(zhuǎn)移概率;根據(jù)轉(zhuǎn)移概率更新每個(gè)螞蟻的位置;新位置限制在函數(shù)可行域內(nèi),螞蟻移動(dòng)到新位置后就立即更新自己的信息素。
算法需要對(duì)螞蟻選擇路徑的全局轉(zhuǎn)移概率P0、螞蟻在每一個(gè)位置所留信息素的蒸發(fā)系數(shù)P、螞蟻規(guī)模N以及迭代次數(shù)E進(jìn)行設(shè)置,需要隨機(jī)產(chǎn)生螞蟻的初始位置;信息素濃度函數(shù)一般都是待優(yōu)化函數(shù)和螞蟻位置的函數(shù),根據(jù)信息素濃度和轉(zhuǎn)移概率來(lái)選擇螞蟻路徑,來(lái)更新每個(gè)螞蟻的信息素,根據(jù)最大和最小信息素來(lái)求解每個(gè)螞蟻的下一步轉(zhuǎn)移概率和進(jìn)行局部或者全局搜索,并進(jìn)行位置更新。

3 磨削優(yōu)化
對(duì)磨削粗磨段和整個(gè)磨削過(guò)程進(jìn)行優(yōu)化,選用磨削參數(shù)分別如表1所示。對(duì)于粗磨段,由式(1)可知,實(shí)際磨削量為粗磨段進(jìn)給量和進(jìn)給時(shí)間的函數(shù);對(duì)于整個(gè)磨削過(guò)程,由于粗磨段磨削進(jìn)給量和進(jìn)給時(shí)間的影響占絕對(duì)優(yōu)勢(shì),其他參數(shù)影響相對(duì)很小,故也只考慮實(shí)際磨削量粗磨段進(jìn)給量和進(jìn)給時(shí)間的函數(shù)。分別采用小生境粒子群算法(NPSA)和小生境蟻群算法(NACA)進(jìn)行優(yōu)化,利用Matlab編程實(shí)現(xiàn)算法,算法的參數(shù)取值如表2所示。

表1 粗磨段及整個(gè)磨削過(guò)程磨削參數(shù)及相關(guān)常量取值

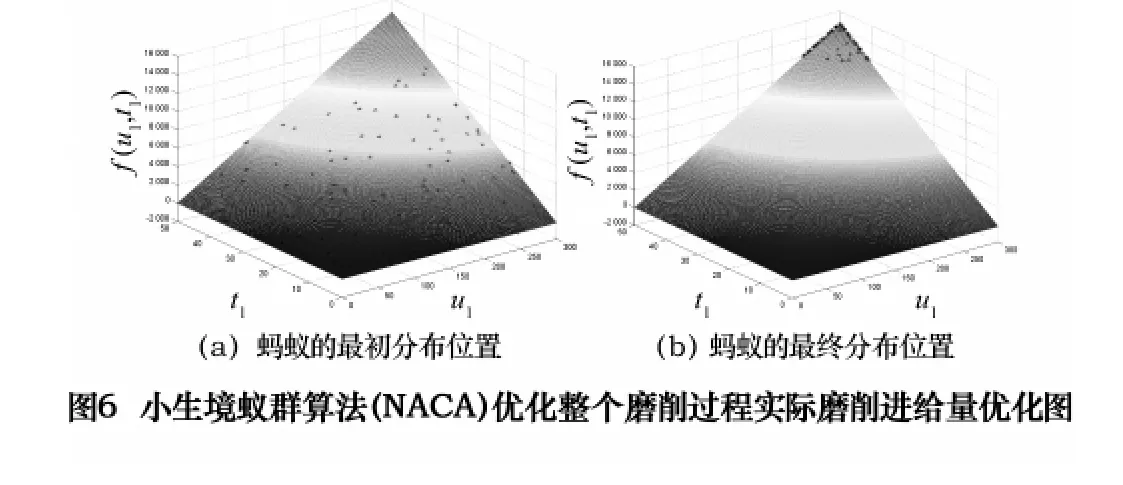
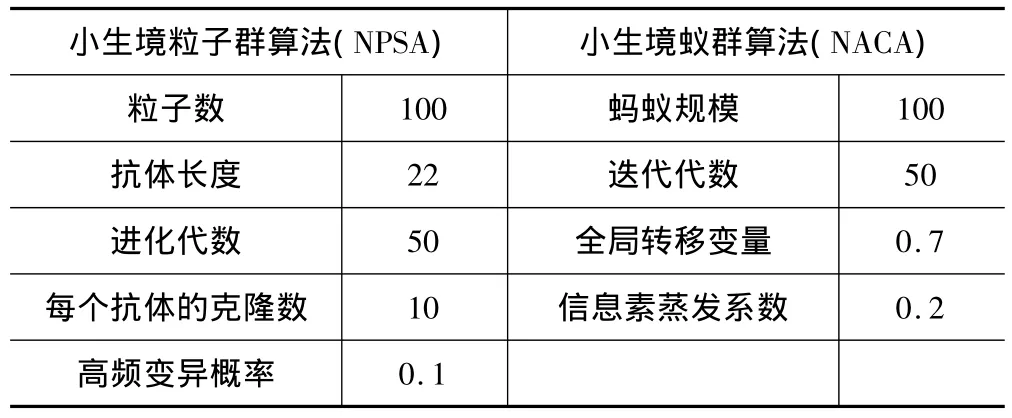
表2 小生境粒子群算法(NPSA)和小生境蟻群算法(NACA)參數(shù)取值
對(duì)粗磨段和整個(gè)磨削過(guò)程的實(shí)際磨削量的優(yōu)化函數(shù)分別取式(1)和式(3),粗磨段優(yōu)化和整個(gè)磨削過(guò)程優(yōu)化相應(yīng)圖形如圖2~9所示。
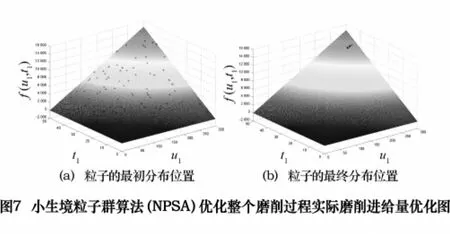
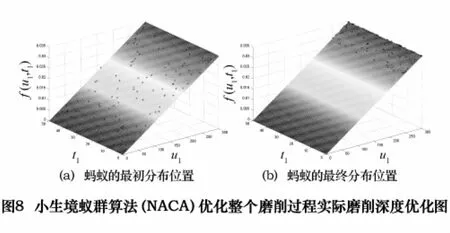
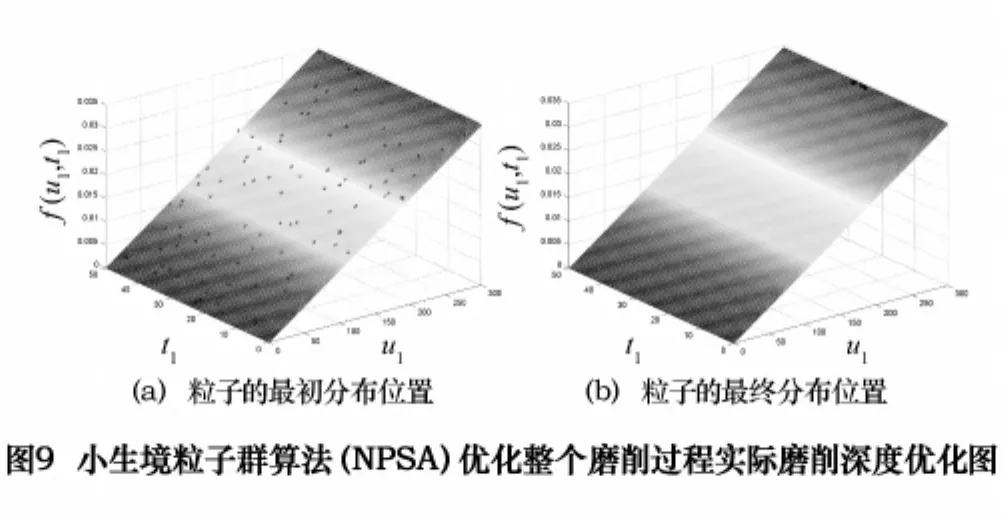
對(duì)于磨削過(guò)程粗磨段和整個(gè)磨削過(guò)程,利用小生境蟻群算法(NACA)和小生境粒子群算法(NPSA)均可在極短時(shí)間內(nèi)找到全局最優(yōu)點(diǎn)。利用小生境蟻群算法(NACA)能一次性找到全局最優(yōu)值,也能找到全部局部極點(diǎn),同時(shí)所有極值點(diǎn)比較分散;利用小生境粒子群算法(NPSA)也可以找到全局最優(yōu)點(diǎn),但由于初始粒子位置隨機(jī)性,未必能運(yùn)行算法一次找到,在運(yùn)行程序3次之內(nèi)必然能找到全局最優(yōu)解,且算法找到的極值點(diǎn)相對(duì)集中,為少量幾個(gè)點(diǎn),這可使得進(jìn)一步的運(yùn)算快捷有效。
4 磨削聲發(fā)射仿真
實(shí)驗(yàn)在SCHLEIFRING-CHINA公司的K-C33數(shù)控萬(wàn)能內(nèi)外圓磨床上進(jìn)行,加工元件包含長(zhǎng)軸和短軸。聲發(fā)射傳感器采用Dittel AE6000,圖10a為實(shí)驗(yàn)實(shí)物圖,圖10b為實(shí)驗(yàn)原理框圖。砂輪尺寸為φ496 mm的氧化鋁砂輪,線速度為35 m/s。
實(shí)驗(yàn)參數(shù)按照表1所示進(jìn)行,實(shí)驗(yàn)所得曲線,以及利用優(yōu)化模型仿真曲線如圖11所示。


優(yōu)化后仿真曲線基本反映了實(shí)際加工過(guò)程,且變化過(guò)程更平穩(wěn),磨削加工各階段更分明,可做為反饋信號(hào)控制調(diào)整磨削工藝參數(shù),以實(shí)現(xiàn)對(duì)磨削工藝的優(yōu)化,實(shí)現(xiàn)了磨削加工磨削進(jìn)給量和磨削深度的在線監(jiān)測(cè),極大地推動(dòng)了磨削過(guò)程的智能化。
5 結(jié)語(yǔ)
本文利用小生境蟻群算法和小生境粒子群算法對(duì)磨削工藝模型進(jìn)行了優(yōu)化,優(yōu)化后的模型可在限定加工條件范圍內(nèi)選擇最優(yōu)加工參數(shù),實(shí)現(xiàn)最優(yōu)磨削加工進(jìn)給量和磨削實(shí)際切深用量,以提高磨削的精確度和磨削效率。利用優(yōu)化模型和磨削過(guò)程聲發(fā)射信號(hào),對(duì)磨削過(guò)程進(jìn)行仿真,可實(shí)現(xiàn)磨削優(yōu)化程序?qū)崟r(shí)跟進(jìn)磨削過(guò)程聲發(fā)射信號(hào),在Matlab程序中實(shí)時(shí)顯示曲線,并做為反饋信號(hào),去控制調(diào)整加工工藝參數(shù),以實(shí)現(xiàn)磨削工藝的最優(yōu)化,提高磨削加工精度和磨削效率,實(shí)現(xiàn)了磨削加工過(guò)程的在線優(yōu)化和監(jiān)測(cè),極大推動(dòng)磨削加工的智能化。
[1]KARPUSCHEWSKI B,WEHMEIER M,INASAKI I.Grinding monitoring system based on power and acoustic emission sensors[J].Trans.of the ASME,1984,106:28.
[2]劉貴基,鞏亞?wèn)|,王宛山.聲發(fā)射技術(shù)在磨削加工監(jiān)測(cè)中的應(yīng)用[J].機(jī)械工程師,2001(12):4 -6.
[3]HUNDT W,LEUENBERGER D,REHSTEINER F.An approach to monitoring of the grinding process using acoustic emission(AE)technique[J].Annals of the CIRP,1994,43(1):295 -298.
[4]J-S Kwak,M -K Ha.Intelligent diagnostic technique of machining state for grinding[j].Int J Adv Manuf Technol,2004(23):436 -443.
[5]JAYAKUMAR T,MUKHOPADHYAY C K,VENUGOPAL S,et al.A review of the application of acoustic emission techniques for monitoring forming and grinding processes[J].Journal of Materials Processing Technology,2005(159):48 -61.
[6]MUENTER Norman,KNAPPMANN Stephan,Caspar Morsbach,et al.Acoustic emission(AE)measurements to determine dynamic flying characteristics of optical sliders[J].Microsyst Technol,2007(13):173-175.
[7]JAYAKUMAR T,MUKHOPADHYAY C K,VENUGOPAL S,et al.A review of the application of acoustic emission techniques for monitoring forming and grinding processes[J].Journal of Materials Processing Technology,2005(159):48 -61.
[8]HECKER Rogelio L,LIANG Steven Y,WU Xiaojian,et al.Grinding force and power modeling based on chip thickness analysis[J].Int J Adv Manuf Technol,2007(33):449 -459.
[9]LI G F,WANG LS,YANG L B.Multi- parameter optimization and control of the cylindrical grinding process[J].Journal of Materials Processing Technology,2002(129):232 -236.
[10]黃友銳.智能優(yōu)化算法及其應(yīng)用[M].北京:國(guó)防工業(yè)出版社,2008.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中華手工(2017年2期)2017-06-06 23:00:31
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
中外會(huì)展(2014年4期)2014-11-27 07:46:46
建筑創(chuàng)作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
