重型床身產生變形的原因及控制
2012-10-23 07:53:44李秉雄
制造技術與機床 2012年11期
關鍵詞:變形
李秉雄
(天水星火機床有限責任公司,甘肅天水 741024)
1 重型床身產生變形的原因
(1)在毛坯鑄造的過程中,由于零件各部的幾何形狀及尺寸不同,加熱和冷卻的條件及速度的變化,使零件的各部金相組織發生不同的變化,而導致內應力分布不均勻,產生變形。
(2)切削加工時夾緊力、切削熱和切削余量等的變化,引起的應力的不均勻而產生變形。
(3)上述兩種情況同時存在的綜合反映,即在切削加工后,零件的內應力的平衡狀態被打破,出現的應力重新分布而導致的零件變形。
因此,防止或消除零件變形的途徑不外乎有兩種:其一,改變原有應力的大小及分布狀態,以減小變形;其二,設法在加工中保持原有應力的大小及分布狀態,從而保持其變形原狀。前者的具體做法有自然時效、熱時效和人工時效等。而大型鑄件本身的體積和重量較大,由于受生產技術及經濟條件的限制要采取消除應力的措施已很不容易,而要收到理想的效果則困難更大。因此,大型鑄件的消除變形應著重從第二方面想辦法,設法采取措施,以排除裝夾、定位方式以及夾緊力等鑄件原有內應力平衡狀態產生影響。
2 控制裝夾變形的方法
大型鑄件粗加工后要松開裝夾,以釋放變形,然后再重新裝夾進行精加工。第二次裝夾時,一定要嚴格控制壓緊力。
2.1 壓表控制變形
在鑄件被施加壓緊力的位置上,安放百分表,鑄件在自由狀態下調整好百分表的指針讀數,然后在壓緊過程中,按照鑄件的變形量允許值施加壓緊力(如圖1所示)。這樣可以量化變形量,避免壓緊過程中的盲目性。
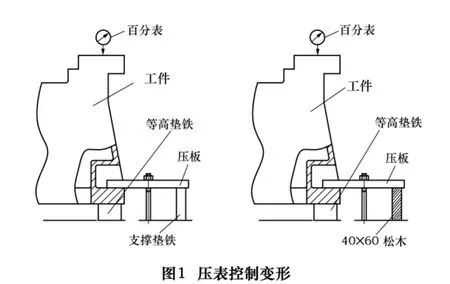
2.2 木塊支撐控制壓緊力
用方木條代替墊鐵進行支撐壓緊(同圖1所示)。由于松木抗壓強度相當于鋼材的1/6~1/25,因此起到了把可能施加的最大壓緊力限制在木材承壓能力范圍內的作用。
2.3 頂擠裝夾
“頂擠”與“壓緊”這兩種裝夾方式有本質區別。“頂擠”所施加給工件的裝夾力只須滿足:P頂>P切,P頂為頂緊力,P切為對應P頂方向的切削力。而“壓緊”所施加給工件裝夾力須要滿足:P壓>P切/μ,P壓為壓緊力,μ為工件與工作臺之間的摩擦系數。可以看出:采取“壓緊”比“頂擠”所施加的作用力要大3~5倍。因此“壓緊”裝夾造成的工件變形的危險性要比“頂擠”裝夾大得多。一般在粗加工時采用“壓緊”與“頂擠”相結合的裝夾方式,在精加工時采用“頂擠”裝夾方式。“頂擠”又分為“平式頂擠”和“下傾式頂擠”(如圖2所示)。

施加的頂力應當是對稱的,并保持平衡,消除發生扭轉的可能。對于重量較輕、剛度較差或不便于施加壓緊力的工件,應采用“下傾式頂擠”,使工件的受力點產生向下的壓緊分力。
3 保持工件原有變形量的裝夾
我公司生產的重型臥式車床,其單段床身長度為6 000 mm,重量為18 000 kg,而剛度往往是不足的。床身底面半精加工后產生了去應力變形,再以底面為基準半精加工上導軌面時,如果直接采用等高墊鐵定位,施加壓緊力裝夾床身,則必然造成床身的強迫變形。因此,經過半精加工上導軌面后,床身的內應力平衡重新被打破,松開裝夾后就會出現新的變形。筆者根據多年的實踐經驗推薦床身裝夾的方法和步驟如下:
(1)將床身放置在4塊等高墊鐵上,墊鐵要選得小些,以一只手能輕輕推動為宜。
(2)用千斤頂在一端中心位置下頂起床身,使千斤頂與另外一端的兩塊墊鐵形成三點支撐。頂起的高度應保證兩塊墊鐵均能用手推動。通常床身存在變形的情況下,兩塊墊鐵中一塊先松動,此時繼續向上緩緩頂起,使另一塊墊鐵剛剛可以推動為止。
(3)按有較大間隙的墊鐵上的實測間隙值的一半在該墊鐵上加墊片。
(4)松開千斤頂,使床身在兩墊鐵上完全落實,再用千斤頂在另一端中心位置下頂起床身,重復(2)、(3)步驟的操作,最后,松開千斤頂。四墊鐵全部墊實后,再進行必要的裝夾。實踐證明,床身按上述的方法步驟裝夾,可以保證床身在保持原有變形狀態下加工,因此,加工出的床身形位精度比較穩定,床身在松開裝夾前后的有關精度,基本保持不變。此種找正裝夾方法,可以在床身的粗精加工中多次采用,可以獲得床身理想的形位精度。
4 結語
經實踐證明,此工藝方法在加工重型床身工件時,不僅提高了產品質量,而且提高了生產效率,在實際生產中得到了廣泛應用。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
