Vturn-36數控車床尾座故障診斷與維修
2012-10-23 07:54:10黃賢超董春強
制造技術與機床 2012年11期
黃賢超 滕 強 董春強 曾 力
(中國工程物理研究院機械制造工藝研究所,四川綿陽 621900)
一般數控車床都配備有尾座,尾座主要有3種用途:裝上鉆頭或鉸刀可進行鉆孔或鉸孔、裝上絲錐或套絲器可攻絲或套絲、在套筒內裝入頂尖可用來支承工件。尾座拖動動力為手動或自動,其中通過尾座拖動插銷由Z軸拖動是一種常見的拖動方式。以下就介紹一例尾座拖動插銷不能縮回的故障實例及其解決的辦法。
1 故障現象
Vturn-36數控車床,尾座拖動后,拖動插銷不能收回,一段時間后造成Z軸過載伺服報警,然后插銷自動縮回。
2 故障分析與解決方法
2.1 尾座拖動控制原理
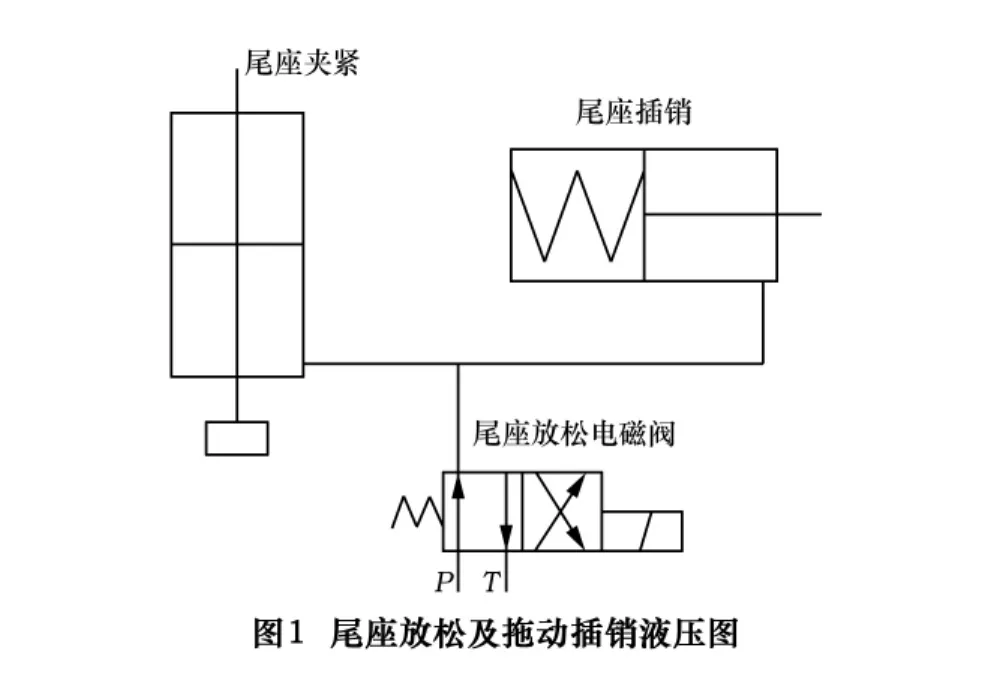
尾座由Z軸通過尾座插銷拖動,拖動插銷和尾座鎖緊裝置由液壓控制。
如圖1所示,機床運行時,尾座放松電磁閥不得電,尾座夾緊,尾座拖動插銷處于縮回狀態;尾座移動時,尾座放松電磁閥得電,夾緊缸卸壓,尾座處于松開狀態,拖動插銷油缸卸壓,插銷因彈簧作用伸出,通過Z軸拖板拖動尾座運動。
2.2 故障現象分析
當松開尾座拖動按鈕時,尾座拖動插銷不能縮回,這時如果機械地捅電磁閥,使閥芯動作,插銷就能夠完全縮回,使尾座放松。據此現象判斷尾座拖動插銷不能縮回的可能原因為:電磁閥沒有動作或動作不到位;油路堵塞;尾座插銷縮回時存在機械故障等。
檢查電磁閥,電磁閥在通電和斷電時閥芯動作正常。檢查油路也未發現管路堵塞和漏油。手動通斷尾座放松電磁閥電源,檢查尾座拖動插銷液壓缸動作,未發現有卡死現象;檢查尾座松開夾緊狀態尾座擺動情況,用千分表檢測有10~30 μm變化,屬正常范圍內。
為了更詳細地了解故障信息,我們做了幾次試驗再現故障過程,發現在松開尾座拖動按鈕而尾座拖動插銷未縮回時,Z軸驅動器負載變大,直至發生伺服系統過載報警關閉動力電源,Z軸有明顯的回退現象,然后尾座拖動插銷縮回;或者在這個過程中手動接通尾座放松電磁閥電源,尾座有明顯的向前移動的現象,然后斷開尾座放松電磁閥電源,尾座拖動插銷縮回。這一現象說明在手動拖動尾座停止時,尾座與Z軸拖板之間存在機械卡阻。下面通過實驗和尾座拖動的PLC邏輯關系分析尾座插銷縮回時存在機械故障的原因。
松開尾座拖動按鈕時,尾座放松電磁閥立即失電,同時通知NC停止Z軸運動。經尾座放松及拖動插銷液壓控制分析,尾座鎖緊缸和插銷油缸同時得油,但是尾座拖動插銷由于有彈簧力的阻力作用,使尾座插銷縮回時比尾座鎖緊存在一個滯后時間;由于Z軸停止有一個減速過程,當Z軸停止時相比尾座又前進了一段距離,導致尾座插銷與Z軸拖板之間存在機械卡阻而無法縮回,也導致了Z軸驅動器負載變大而出現過載報警,切斷伺服系統的動力電源。當伺服系統斷電后,Z軸不再有前進動力,尾座插銷與Z軸拖板之間阻力消失,油壓使尾座插銷縮回。故障分析結果與故障現象符合。因此故障原因是尾座插銷縮回和尾座鎖緊之間的時序差不正確所致。
結合機床資料及尾座工作的PLC邏輯關系分析,解決這個問題的途徑有3種方法:①在尾座鎖緊油路增加緩沖元件,使尾座鎖緊之前先縮回尾座拖動插銷;②更改液壓油路,將尾座松開與插銷伸縮分別由兩個電磁閥控制,更改相應的控制邏輯;③更改控制邏輯,使尾座鎖緊動作延遲至Z軸完全停止以后。
3 解決方法
根據前面的分析結果,采用前兩種方法需要更改油路,實際操作難度較大,作為最后考慮的辦法;而且由于該機床屬于成熟產品,我們估計在設計上應該不會出現這么大的缺陷;因此希望用第三種方法通過修改機床PLC參數解決問題。查閱機床PLC,控制尾座工作的輸入輸出點及定時器如下:
X0001.3:TAILSTOCK BODY ADVANCE(尾座前進按鈕輸入);
X0001.4:TAILSTOCK BODY RETRACT(尾座后退按鈕輸入);
Y0005.5:TAILSTOCK BODY FREE(尾座放松電磁閥控制輸出);
TM13:BODY NOT IN POTION DELAY TIME;
TM14:BODY IN POTIONDECELERA TIME;
TM23:TAILSTOCK BODY TIMER ERROR;
與尾座控制有關的定時器有TM13、TM14、TM15三個,從定時器名稱上不能確定這些定時器的實際用途,仔細分析尾座拖動控制部分PLC程序,將與手動控制尾座拖動的部分PLC程序摘錄如圖2所示。

根據PLC控制程序N00683,在手動拖動尾座按鈕釋放后,R0059.5接通,程序N00685和N00686觸發TMR0013,保持 R0059.7接通 TMR0013所設定的時間,根據N00688條件控制,在R0059.7接通的時間內R0060.0保持接通,尾座仍然保持放松狀態。
根據故障現象及故障產生分析,故障原因是TMR0013延時時間設置不正確。查閱PMC控制參數,發現TMR0013設置值為0,通過多次調試,將其修改為為1496(即延時1.5 s),尾座工作正常,故障徹底消除。
4 結語
通過更改尾座鎖緊延遲時間,徹底解決了拖動尾座后尾座拖動插銷不能完全縮回導致的Z軸過載問題。這個問題暴露出機床廠在機床調試過程中的一些疏忽,雖然設計時考慮了相關的延時定時器,但在調試時沒有設定正確的延時時間,導致機床在使用過程中發生異常。因此我們在維修這類故障時,不要拘泥于廠家資料,應根據機床實際工作情況修改參數或進行合理的改進,使機床工作正常。
[1]Vturn-36機床操作說明書[Z].
[2]Vturn-36機床維修說明書[Z].
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
汽車維修與保養(2019年7期)2020-01-06 03:30:42
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
