X射線實時成像影像的識別和評定
2012-10-23 05:39:18侯若明
無損檢測 2012年1期
侯若明
(山西省鍋爐壓力容器監督檢驗所,太原 030012)
1 X射線實時成像的特點
X射線實時成像檢驗是一種圖像隨被檢物體的變動而迅速改變的電子學成像檢驗方法,在用X射線透照工件的同時就可在顯示屏上觀察到所產生的圖像的檢測方法[1]。該方法主要用于生產線上工件的快速檢測,驗收與否可以立即決定,無需膠片處理的等待時間,工作效率大大提高,并且可進行數字化存儲,且存儲、調閱、傳遞比底片成像方式更方便、快捷。
X射線實時成像由于接收射線的裝置與射線照相法的記錄介質膠片存在不同,因此,其成像有許多不同于射線照相法的地方。
1.1 成像形式
射線照相法成像形式是靜態成像;X射線實時成像法的成像形式既可是靜態,也可是動態,且動態成像可實現快速、連續檢測。采用掃描式X射線接收器對小徑管進行實時成像檢測時,將掃描式X射線接收器置于平行于管子方向的中心位置,當管子旋轉時,接收器連續不斷地采集中心位置的數據,包括管子源側(即上部焊縫)和接收器輸入側(即下部焊縫)數據,所得連續不斷的每一行的圖像信息就構成了整幅圖像,從而獲得小徑管對接焊縫的展開圖,這種透照方式叫雙壁雙影展開式成像法(圖1)。X射線實時成像法也可實現雙壁雙影橢圓成像(圖2)。
1.2 圖像顯示記錄介質
射線照相法圖像記錄介質是射線專用膠片,可以在觀片燈上觀看的是經過暗室處理后的射線照相底片;X射線實時成像不用膠片,而是將攜帶被檢工件內部信息的X射線轉變為數字化圖像直接顯示在電腦屏幕上,記錄在存儲器中,可以反復使用,而不會像射線照相底片那樣出現各種偽缺陷。
1.3 圖像顯示方式
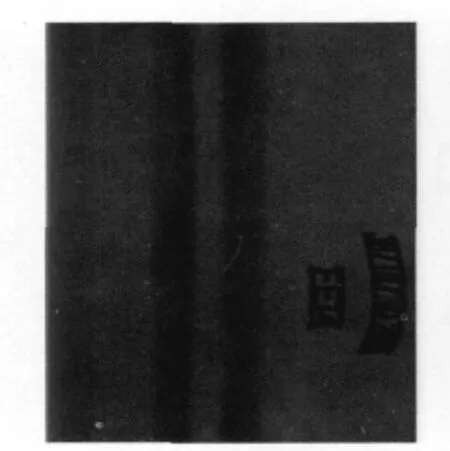
圖1 小徑管展開式成像圖
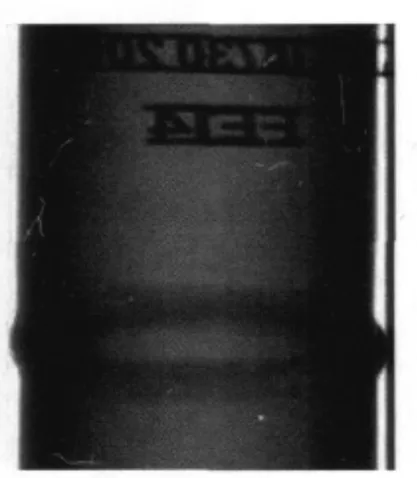
圖2 小徑管橢圓成像圖
射線照相法中的底片是負片,圖像是負像顯示;X射線實時成像法在初始時或一般正常使用時系統默認狀態是以正片方式顯示,通過控制軟件可實現正負片轉換。
1.4 透照布置
射線照相法中各種透照布置的共同特點是膠片盡量緊貼工件,以減小幾何不清晰度,提高靈敏度,因此,影像放大是很小的,對底片上缺陷尺寸確定的影響可以不考慮。與射線照相法使用的膠片顆粒度相比,X射線實時成像法顯示器的像素較大,因此,X射線實時成像法一般采用放大的透照布置。一方面隨著放大倍數的增大,幾何不清晰度將增大,這將導致整個射線檢測不清晰度的增大;另一方面,隨著放大倍數的增大,缺陷圖像的尺寸也將放大,從識別缺陷圖像所要求的對比度的角度來看將有利于細小缺陷圖像的識別[2]。這種情況決定了X射線實時成像存在最佳放大倍數,GB/T 19293—2003《對接焊縫X射線實時成像檢測法》就對外徑≤89mm管子對接焊接接頭實時成像檢驗時的放大倍數提出了推薦值。
1.5 圖像質量指標
由于記錄介質、接收裝置的不同,X射線實時成像法在顯示屏上的圖像與射線照相法銀基乳劑膠片上的影像結構完全不同,因此,X射線實時成像系統圖像質量的考核指標與射線照相法不完全相同,有的雖然相同,但影響情況也不同。射線照相法主要以底片的像質計靈敏度和黑度來綜合評定底片的影像質量。X射線實時成像系統得到的圖像是電視系統的掃描光柵圖像,在顯示器上觀察到的圖像由一系列小圖像單元,即像素構成,像素的多少和亮度級別的數目直接相關于可能給出的對比度和清晰度[2]。X射線實時成像系統圖像質量的主要指標是圖像分辨力和對比靈敏度。
1.6 圖像處理與調節
射線照相底片在觀察評定時,底片影像是不可調節的,唯一可調節的是觀片燈亮度。而X射線實時成像是通過專用軟件控制的,可方便實現諸如圖像亮度調節、對比度調節、圖像正負片顯示、缺陷尺寸測量、圖像縮放、圖像處理、圖像存儲及查閱、數據管理等功能。
2 X射線實時成像系統圖像質量的測定
2.1 圖像分辨力和不清晰度的測定
圖像分辨力和不清晰度的測定用線對測試卡進行。測試時,將線對測試卡緊貼被檢焊縫表面,線對柵條與焊縫垂直,并與焊縫同時成像。在顯示屏上觀察線對測試卡的影像,觀察到柵條剛好分離的一組線對,則該組線對即為圖像分辨力;觀察到柵條剛好重合的一組線對,其所對應的柵條間距即為圖像不清晰度[3-4]。
2.2 檢測靈敏度測定
除定期測試圖像分辨力和不清晰度外,日常工作中圖像質量的評價仍是檢測靈敏度。X射線實時成像系統檢測靈敏度的測定方法與射線照相法相同,即用金屬絲像質計來測定。像質計種類、選擇和放置方法與射線照相法相同。
應當注意的是,像質計靈敏度并不能充分反映X射線實時成像時顯示的圖像質量。即使屏幕上所顯示的像質計靈敏度與射線照相時底片上的一樣,裂紋的顯示靈敏度也可能是很低的,因為像質計靈敏度主要取決于對比度,而裂紋顯示靈敏度則更多地取決于圖像不清晰度[5],X射線實時成像檢測時,圖像的不清晰度是較大的。
JB/T 4730—2005《承壓設備無損檢測》標準釋義中也指出,對鍋爐直管段及氣瓶環向對接焊接接頭在生產線成批自動焊接或批量生產時,可采用X射線實時成像法檢測。但在使用時應和RT檢測方法的靈敏度進行實際比較。如果對檢測結果評價不一致時,應以RT的評定級別為準。
2.3 像質計的識別及判定
GB/T 19293—2003和GB 17925—1999《氣瓶對接焊縫X射線實時成像檢測》關于像質計識別的規定是一樣的,即在圖像焊縫位置上直接觀察像質計的影像,如能清楚地看到長度不小于10mm的像質計鋼絲影像,則認為像質計是可識別的。而射線照相底片評定時像質計識別的規定是,鄰近焊縫的母材區能清晰看到長度不小于10mm的連續金屬絲影像時,即認為該絲可識別。像質計靈敏度合格與否的判定按相關檢測標準確定。
2.4 連續檢測時靈敏度校驗(標定)
GB/T 19293—2003《對接焊縫X射線實時成像檢測法》規定:每次開機前應校驗一次靈敏度;當條件改變時,應重新校驗靈敏度;在相同條件下,連續開機4h應校驗一次靈敏度。該條所述條件是指電壓、焦距和積分時間等。
GB 17925—1999規定,連續檢測時,在成像工藝條件不變的情況下,每條焊縫應至少放置一只像質計。如其中的一幅圖像有完整的像質計影像,則該幅圖像的像質指數可代表同一條焊縫其他幅圖像的像質指數。
3 圖像觀察與評定
3.1 人員要求
從事X射線實時成像檢驗的人員應滿足下列要求。
(1)應根據相應標準通過考核,取得射線檢測中級或高級資格,并需通過本檢驗方法的技術培訓后,方可進行相應的工作。
對于該條要 求,GB/T 19293—2003 和 GB 17925—1999兩個檢測標準相同。
(2)GB/T 19293—2003標準規定,圖像評定人員在評定前應進行圖像灰度分辨能力的適應訓練,要求在36個灰度塊中能分辨出4個連續變化的灰度塊。GB 17925—1999標準規定,圖像評定人員在評定前應進行顯示屏視覺適應能力的訓練。該檢驗方法的培訓內容應包括:X射線實時成像檢測系統的結構、X射線機的操作與調整、機械傳輸機構操作控制、成像系統軟件使用、檢測標準的熟悉與掌握、電腦系統操作、圖像識別與評定、缺陷尺寸測量、資料的編排和儲存及安全防護等。
3.2 觀察環境
觀察檢驗圖像應在柔和的環境下進行,圖像顯示器屏幕應清潔、無斑痕、無明顯的光線反射。
3.3 圖像顯示方式的選擇
X射線實時成像檢測系統默認狀態下,圖像是以正像方式顯示的,也稱正片,這點與射線照相法的底片正好相反,射線照相法的底片是負像顯示,也稱負片。射線照相底片中焊縫為較淡影像(白色),母材為黑色,缺陷(除夾鎢外)為黑色影像;X射線實時成像在顯示屏上顯示的圖像中焊縫為黑色影像,母材為較淡影像(白色),缺陷(除夾鎢外)為白色影像;影像越白,缺陷深度尺寸越大,夾鎢影像黑白程度與其他缺陷正好相反,見圖3。通過X射線實時成像檢測系統所帶軟件可實現正負片轉換。選擇正像顯示還是選擇負像顯示,對缺陷的評定無影響,依評定人員習慣而定。
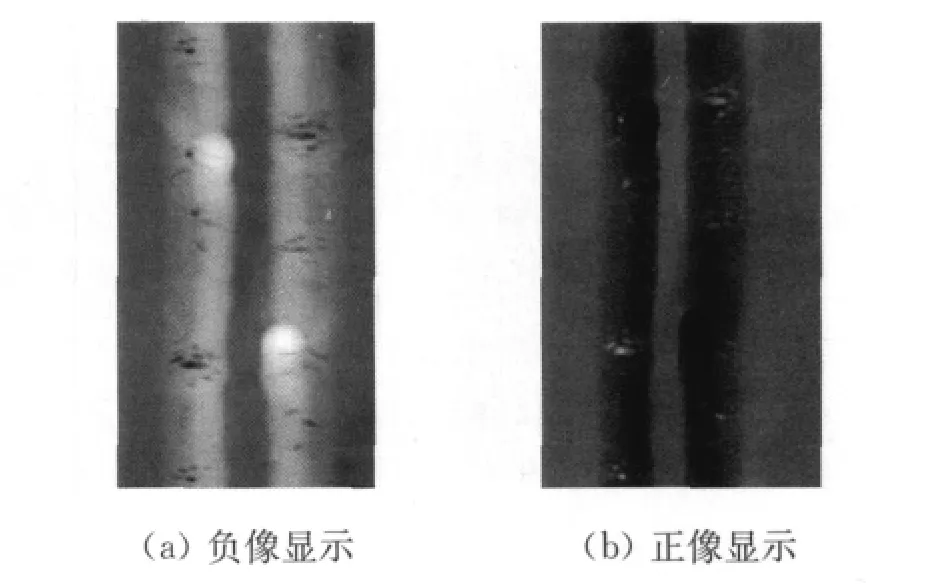
圖3 X射線實時成像圖像顯示方式
3.4 缺陷定性
X射線實時成像檢測時對缺陷影像定性的方法及各種缺陷影像特征的評定方法與射線照相法相同。
3.5 缺陷定量
3.5.1 缺陷尺寸測量方法
X射線實時成像檢測時對缺陷影像的測量方法與射線照相法有很大不同。射線照相法是用直尺在底片上直接測量,以此測量值作為缺陷實際大小的值進行級別評定。該測量方法不適用于X射線實時成像,這是因為X射線實時成像檢測一般采用放大的透照工藝布置,因此其在顯示屏上顯示的圖像視覺上與被檢工件不一致,即使在1∶1顯示的情況下(X射線實時成像影像顯示比例可以調整),由于顯示器像素點的點距遠大于成像的像素點尺寸,視覺上圖像也是放大的。因此,不能用直尺直接測量顯示屏上顯示的圖像尺寸。而應使用X射線實時成像檢測系統所帶軟件上的測量功能測量缺陷尺寸,因為,軟件設計時已經考慮了上述影響因素,但在測量前應進行圖像評定尺的標定。
3.5.2 圖像評定尺的標定
(1)標定方法 將經過計量的或已知精確尺寸的試件(如鉛質標尺)緊貼在被檢焊縫的一側與焊縫同時成像。用計算機提供的測量方法多次測量圖像上試件的尺寸,并放大或縮小比例,當測量值趨近于某一定值時,表示圖像評定尺的標定結果準確。
(2)標定規定 GB/T 19293—2003規定:每次評定前,應做一次標定。連續檢驗時,在透照工藝一致的條件下,每一條同類型的需評定的焊縫檢驗圖像中,應至少有一幅圖像是具有校驗圖像標定尺的。GB 17925—1999規定:氣瓶型號和檢測工藝改變后,應重新進行標定。
(3)測量誤差規定 GB/T 19293—2003規定:圖像尺寸測量誤差應<0.3mm。GB 17925—1999規定:圖像尺寸的測量誤差應≤0.5mm。
3.6 圖像評定區及觀察要求
橢圓成像(靜態成像)時,顯示屏上顯示的橢圓圖像一般分為兩個評定區,靠近圖像接收裝置的焊縫區段為主評定區,靠近射線源側焊縫區為次評定區。采用展開式雙壁雙影成像傾斜透照時,靠近圖像接收裝置的焊縫區段為主評定區,靠近射線源側焊縫區為輔助評定區。
每道焊口應進行旋轉一周的100%的檢測,當發現缺陷時,應將其置于主評定區內進行觀察,在必要時應使用圖像處理器進行圖像處理(如圖像降噪、亮度/對比度增強、邊緣增強等)。
檢測連續焊縫,當需要記錄多個位置的透照圖像時,焊縫搭接長度應不低于10mm。
3.7 缺陷評級
GB/T 19293—2003和 GB 17925—1999兩個檢測標準關于對接焊縫X射線實時成像檢測焊接缺陷等級劃分及評級方法均與射線照相法相同。
3.8 圖像保存和報告
(1)X射線實時成像檢測圖像應予保存,所檢焊口全周長圖像均應在編號后作為文件保存在計算機上。存儲的數字圖像中應包括工件編號、焊縫編號、圖像名稱、透照厚度、工藝參數和檢測時間等有效信息,且不可修改。
(2)圖像存儲后宜作適當數量的備份,包括硬盤備份、光盤刻錄等。光盤刻錄后,光盤背面應予以標識。
(3)有效保存期內,圖像數據應不可修改。相應的原始記錄和檢測報告也應同期保存。在有效保存期內,圖像數據不得丟失。
(4)保存X射線實時成像檢測圖像的光盤等應防磁、防潮、防塵、防擠壓、防劃傷。
(5)X射線實時成像檢測記錄和檢測報告內容基本同射線照相法。
4 結語
(1)X射線實時成像法與射線照相法相比,存在許多不同之處(包括成像特點和影像質量評價),在開始X射線實時成像影像識別和評定之前必須了解并熟知這些不同之處,并需通過檢驗方法的技術培訓后,方可進行相應的工作。
(2)X射線實時成像檢測時缺陷種類、缺陷影像定性的方法及各種缺陷影像的特征與射線照相法相同。
(3)X射線實時成像檢測時缺陷尺寸測量方法、圖像評定區及觀察要求與射線照相法有很大不同,在開始X射線實時成像影像評定初期,應特別注意。
(4)X射線實時成像影像觀察和評定時,可通過圖像亮度調節、對比度調節、圖像正負片轉換、圖像縮放、圖像處理等功能來觀察影像細節,這點是射線照相法無法做到的。評定人員熟練使用這些功能對于快速、準確評定缺陷是非常重要的。
[1]鄭世才.射線實時成像檢驗技術與射線照相檢驗技術的等價性討論[J].無損檢測,2003,25(10):500-503.
[2]鄭世才.射線實時成像檢驗技術 第七講[J].無損檢測,2000,22(7):328-333.
[3]強天鵬.射線檢測[M].北京:中國勞動社會保障出版社,2007:206-210.
[4]曾祥照.射線實時成像檢測中的圖像清晰度與分辨率[J].無損檢測,2003,25(3):133-139.
[5]屠耀元,鄭世才,李衍.射線檢測技術[M].上海:世界圖書出版公司,1997:111-123.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13