四軸臥式加工中心上后置加工仿真的實現
2012-10-24 13:07:20王準
制造技術與機床 2012年12期
關鍵詞:模型
王 準
(安徽工程大學機械與汽車工程學院,安徽蕪湖 241000)
如今數控機床的使用在我國機械加工企業中的比重越來越高,其中,加工中心的使用數量已經占據一個不小的比重。由于加工中心上加工零件能夠實現:工件一次安裝后,可以完成多個孔系、平面、曲面等加工要求;可以很好地保證零件精度要求,特別是位置精度要求;再加上數控加工固有的一些特點:高效、高精度、靈活性(柔性)。因此,機加工企業購買、使用加工中心的動力十足。企業可能“不差錢”,可以配置四軸以上高檔數控機床,但是,如何使用好這些設備,不出現頻繁宕機;從更高層次上說,就是在先進制造技術環境下,如何全面實現機械加工過程中的質量、效率、成本目標,卻是不少企業面臨的迫切問題。其中的解決策略之一,就是用好數控加工中的仿真(驗證)技術。
1 數控加工驗證的類型
1.1 前置驗證
數控編程已逐漸從手工編程,過渡到計算機輔助編程,也就是常說的“自動編程”或“圖形交互式數控編程”,即狹義的CAM。能實現此功能的平臺,在我們國內常見的有Cimatron、Delcam、Mastercam等以CAM為主業的軟件;還有 Catia、Pro/E、UGNX等 CAD/CAE/CAM集成一體化平臺。這些平臺中,可以高效地完成各類零件的數控編程,并完成刀具軌跡的驗證(仿真)。不過,這一類驗證大多是基于刀位文件(CL文件)的仿真(材料去除仿真),是后處理生成數控代碼之前的驗證。這里姑且稱之為“前置驗證”。
使用刀位文件的“前置驗證”,確實可以可視化、實體般顯示從毛坯到成品的材料去除過程。但此過程完全是基于走刀原理的(圖形驅動刀具),不考慮機床的具體結構和工件的裝夾方式,工件不動,刀具運動切除材料,這與實際加工環境還有不少距離。很多現場問題還是不能發現的,是不能確保生成的數控加工程序能夠安全、正確被執行的。因此,需要“后置驗證”來進一步確保數控程序的正確、優化。
1.2 后置驗證
所謂“后置驗證”,是完成對“刀位文件”的后處理,生成數控文件,用該數控文件(包含具體數控代碼的程序)作為驅動源,驅動整個數控設備,驗證實際機床上工件加工的可行性。通過這一步,才能發現并排除所生成的數控加工程序中存在的一些致命問題(如各種碰撞、不合理的切削用量等),確保數控程序的正確性。
傳統上,在數控機床中驗證數控程序是否正確、合理的方法有:鎖定主軸自動運行、屏幕軌跡描繪、不安裝工件的空運行、用蠟模(或木制坯料)試切、首件試切等等。這些方法無論從效率還是從成本方面看都是不理想的。
今天在國內業界,可能有人提出用“宇龍數控仿真”、“斯沃數控仿真”等平臺來替代仿真。這些“數控仿真”平臺,在數控工人操作培訓方面,毋庸置疑有其獨到的優勢;在小尺寸凹凸模板的一般加工驗證上,也有用武之地。但是對于復雜、大尺寸、精密的零件加工,是無法勝任的。
因此,有必要尋找一條切實可行的、接近現場加工條件的數控程序“后置驗證”方法,來應對零件形狀的復雜多變以及加工環境的復雜性。在此,筆者以四軸臥式加工中心為例,來說明此法。
2 四軸臥式加工中心特征模型的創建
2.1 四軸臥式加工中心概述
四軸臥式加工中心一般具有3個移動坐標軸(X/Y/Z)和1個分度轉臺或數控轉臺(B軸),可加工工件的各個側面;也可作多個坐標的聯合運動,以便加工復雜的空間曲面。配以合適的夾具,工件一次裝夾后可完成銑、鏜、鉸、攻絲和輪廓的粗精加工。因此,四軸臥式加工中心被廣泛地用于汽車、工程機械、模具、泵體閥門、輕紡機械、工業縫紉機、五金工具等各種類型的機械加工行業中的復雜零件加工、多品種加工的需要。
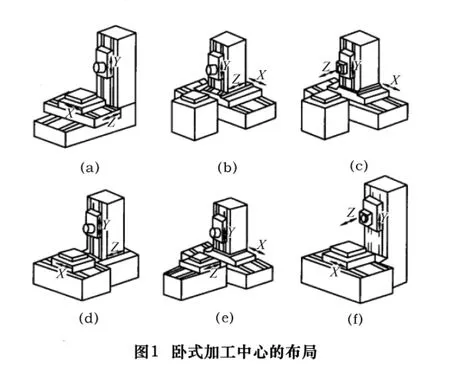
其結構布局有多種形式,如立柱式固定式、工作臺固定式、兩者混合式。具體配置方式如圖1。其中,d方式中,主軸箱在立柱上實現Y移動,而立柱完成Z向移動,工作臺完成X向移動,其上的轉臺實現B軸轉動。這種布局可以避免大尺寸工作臺在溜板兩端極限位置發生翹曲和大溜板加工困難的問題,同時也可以減少溜板和結構上的多層情況,有利于提高機床的精度,特別適合大、中型工件的加工。下面就以此布局結構為例,具體說明。
2.2 四軸臥式加工中心的創建方法
臥式加工中心的尺寸規格和系列型譜,一般以回轉工作臺的邊長為主參數,常見是320 mm×320 mm、400 mm ×400 mm、500 mm ×500 mm、630 mm ×630 mm、800 mm ×800 mm、1 000 mm ×1 000 mm、1 250mm ×1 250 mm等。本例中需要加工某一石油管道用的閥門閥體零件,屬于大中型零件,需要選用大中型加工中心,故暫且用1 000 mm×1 000 mm的系列型譜,進行特征建模(注意是特征模型,包含完整的非幾何特征,可為將來全面的機床系統CAE作準備)。建模時,首先建立全局變量,長度L=1 000 mm,寬度W=1 000 mm。以此為基礎,根據臥式加工中心各個零部件之間的結構、拓撲關聯性,以“自上而下(TopDown)”方式,設計、創建可以按照系列型譜變化的、尺寸規格可以控制的通用四軸臥式加工中心。
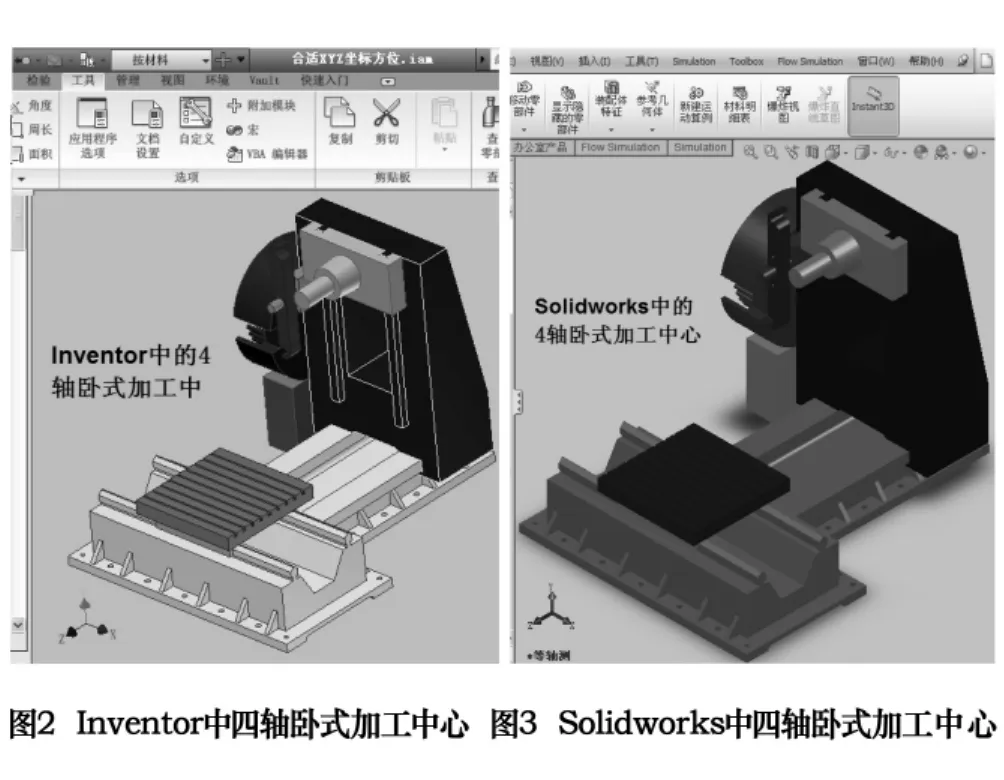
圖2和圖3就是分別在美國Autodesk公司的Inventor平臺和法國Dassault(達索)公司的Solidworks平臺中,創建滿足上述要求的L·W=1 000×1 000(初始變量)的四軸臥式加工中心。
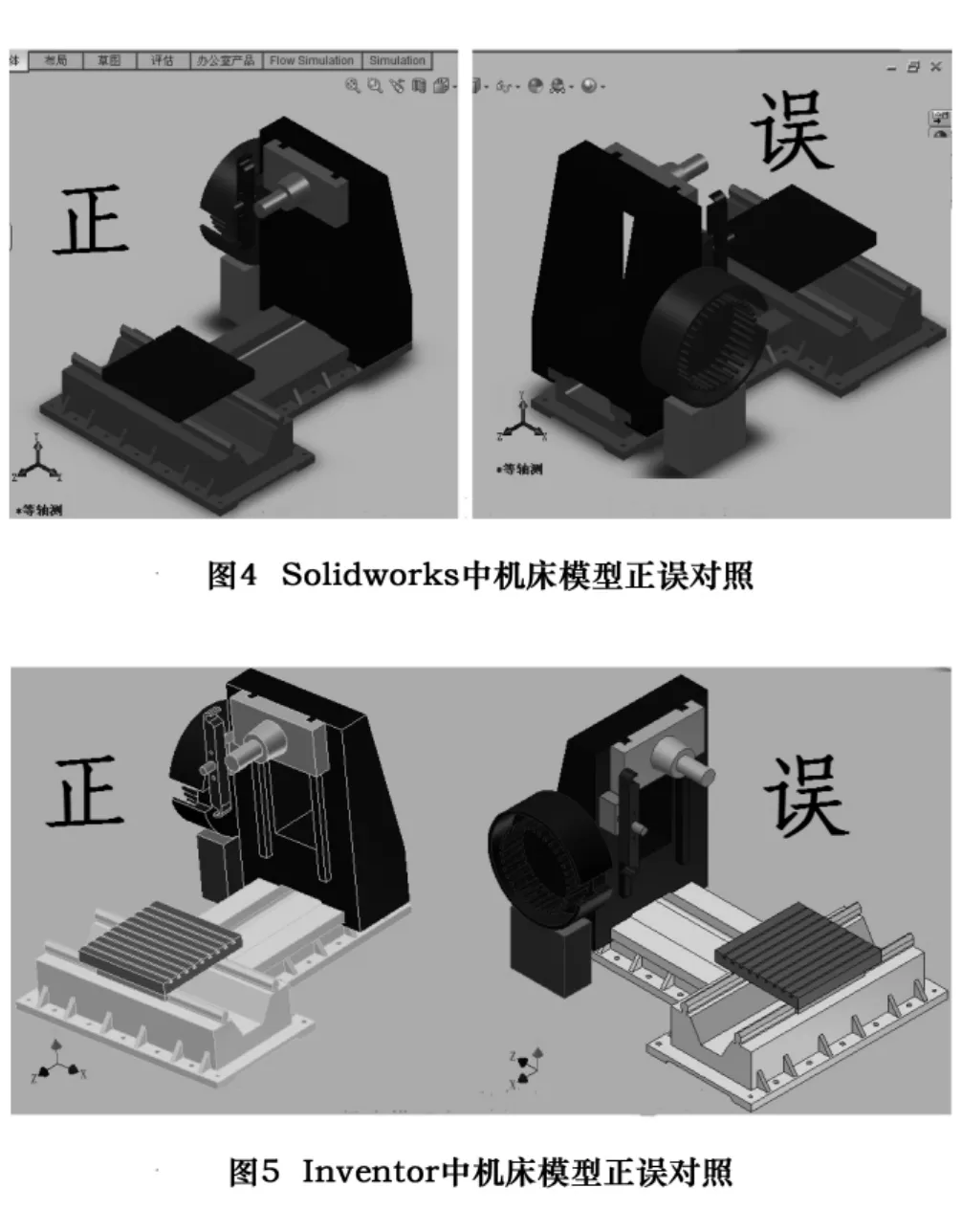
需要指出的是,最終用于數控程序“后置驗證”的四軸臥式加工中心特征模型,要通過“自下而上(BottomUp)”方式組裝而成。由于數控機床使用與編程中,一個關鍵點是機床坐標系(機床原點)和工件坐標系(編程原點)的對應關聯性問題,因此,這中間的裝配操作一定要根據不同設計平臺中缺省“原始坐標系”布局,來調整好機床模型的正確空間位置(坐標系方位)。圖4和圖5,就是Solidworks和Inventor中,空間位置表達上的正誤對照。
用于“后置驗證”的加工中心特征模型創建完成之后,緊接著的工作就是在機床工作臺上正確安裝“零件-毛坯-夾具”。
3 機床上“零件-毛坯-夾具”安裝方法
3.1 “毛坯-零件-夾具”特征模型的創建
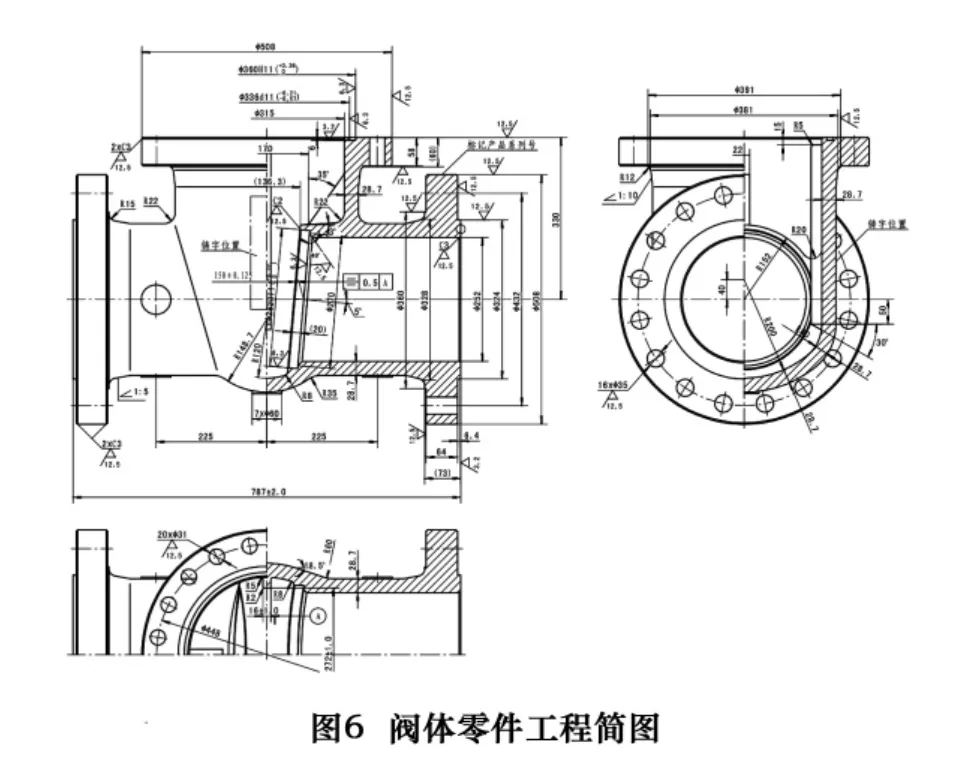
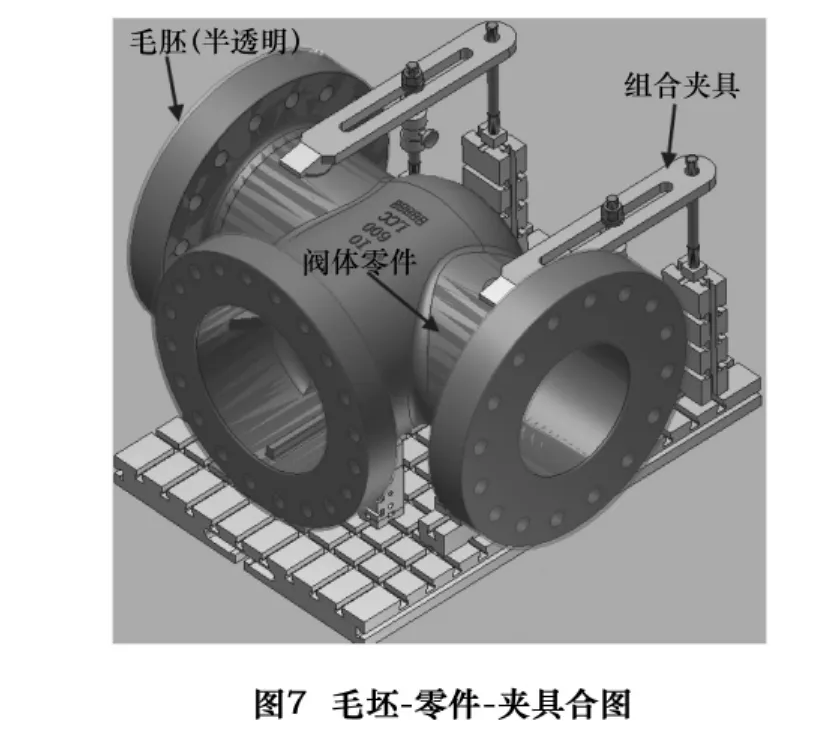
現以某閥門生產企業的某型號閥門閥體零件加工為例,進行說明。該閥體零件的工程簡圖如圖6所示。從中可以看出,該閥體3個法蘭面上,有小直徑的螺栓通孔系,大直徑的內外圓面、端面、溝槽等加工要求,且還有相互位置精度要求。由于該閥門生產企業屬于多品種中小批量生產方式,對柔性制造要求也高,因此,采用“組合夾具”對閥體工件進行裝夾。
同樣,采用“自下而上”方式,在設計平臺的“組件”環境中,先調出閥體毛坯(工件),然后根據“定位、夾緊”要求,安放組合夾具的元件,完成“毛坯-零件-夾具”(此處的零件是為狹義CAM中驅動刀具準備的)特征模型。最終的模型見圖7。
從上述壓強模型可以看出,對于橫觀各向同性材料而言,泊松比νyz和νyx體現了材料各向性能差異,Nielsen等(2009)研究中發現的原料纖維朝向對制粒性能的影響也能得到合理的解釋。
3.2 “毛坯-零件-夾具”在加工中心上安裝
先打開前面已經裝配完成的機床文件,同樣采用“自下而上”方式調入“毛坯-零件-夾具”特征模型,按照現場加工時其在機床上的位置,安裝調整好。由于前面機床模型組裝中,已經充分考慮了機床原點和編程原點的一致性問題,此處將會繼承這一致性。最終的安裝結果見圖8。

上述所有工作是數控程序“后置加工仿真”的第1階段任務。而第2階段的工作,要從兩個方向分別進行:其一,把“機床—毛坯—夾具”特征模型轉換成“后置驗證”模型,即把已經安裝好“毛坯-零件-夾具”的臥式加工中心,從設計平臺輸出到“后置仿真”平臺(本例中,使用美國CGTECH公司的Vericut)中,成為數控程序驗證模型;其二,進行數控程序的編制,這時還要把“毛坯-零件-夾具”從設計平臺輸出到CAM平臺(本例中,CAM平臺使用美國CNC公司的Mastercam),完成數控程序的創建(期間包含前置驗證)。下文將分別闡述這兩方面的工作。
4 把“特征模型”轉換成“仿真驗證模型”及相關信息的輸出輸入
4.1 把“特征模型”從設計平臺輸出
這一工作中,關鍵有3點:
第1,運動零部件必須分別輸出,無相對運動關系的可以合并輸出。如機床床身底座和刀庫基座,盡管是物理分開的,但可以一次選中,同時輸出。
第2,所有獨立輸出的零部件,其坐標系都統一選擇設計平臺“頂層坐標系(父坐標系)”,即機床坐標系。
第3,輸出的格式一般用“*.stl”,并分別給出合適的文件名。
4.2 在“后置仿真”平臺(Vericut)中導入并創建驗證模型
這一步,有下面關鍵4點:
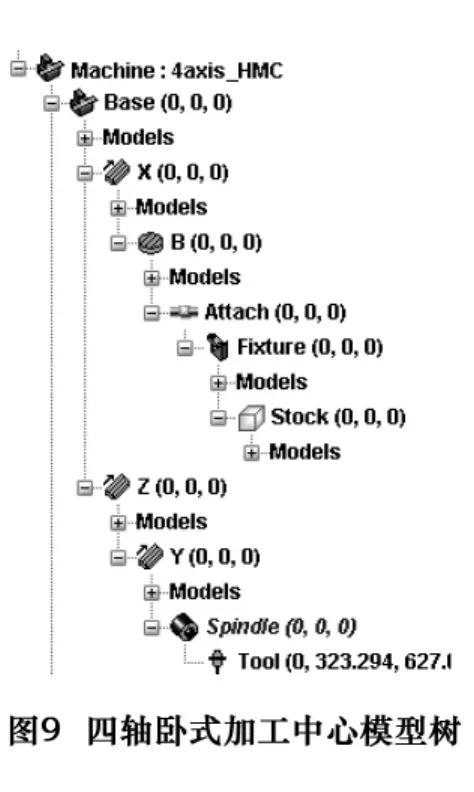
(1)首先在Vericut的項目樹(Project Tree)中,創建好“機床—毛坯—夾具”模型樹。此模型樹的各個“節點”分別代表著機床上相應的零部件,其從屬關系必須與實際機床完全一致。圖9就是四軸臥式加工中心的“模型樹”。
(2)從模型樹的各個節點下,分別輸入前面已經導出的相對應的機床零部件“*.stl”模型文件。由于前面特征模型輸出時使用了統一的“機床坐標系”,此時,各個零部件幾何模型被輸入后,一般不需要進行“位移”和“旋轉”設置。每個模型輸入時,外觀上最好賦予不同的顏色以示區分。
(4)所有模型文件導入后,實質上就是在Vericut環境中,創建了“后置驗證”所需的機床幾何模型,也即“項目樹(Project Tree)”中的“機床(Machine)”主節點。這時,選中該節點并單獨保存、合適命名為“***.mech”文件,同時保存整個項目文件(***.vcproject)。
5 數控編程及相關信息的輸入輸出
5.1 把“毛坯-零件-夾具”輸出到CAM平臺(Mastercam)進行數控編程
這一步關鍵是把數控加工零件、加工前的毛坯(工件)以及夾具,作為單獨的幾何體,輸入到CAM平臺(Mastercam)中。這時,既要保證零件—毛坯(工件)—夾具三者位置關系不變,又要保證在CAM平臺中的編程坐標系與機床中設定的工件坐標系一致。
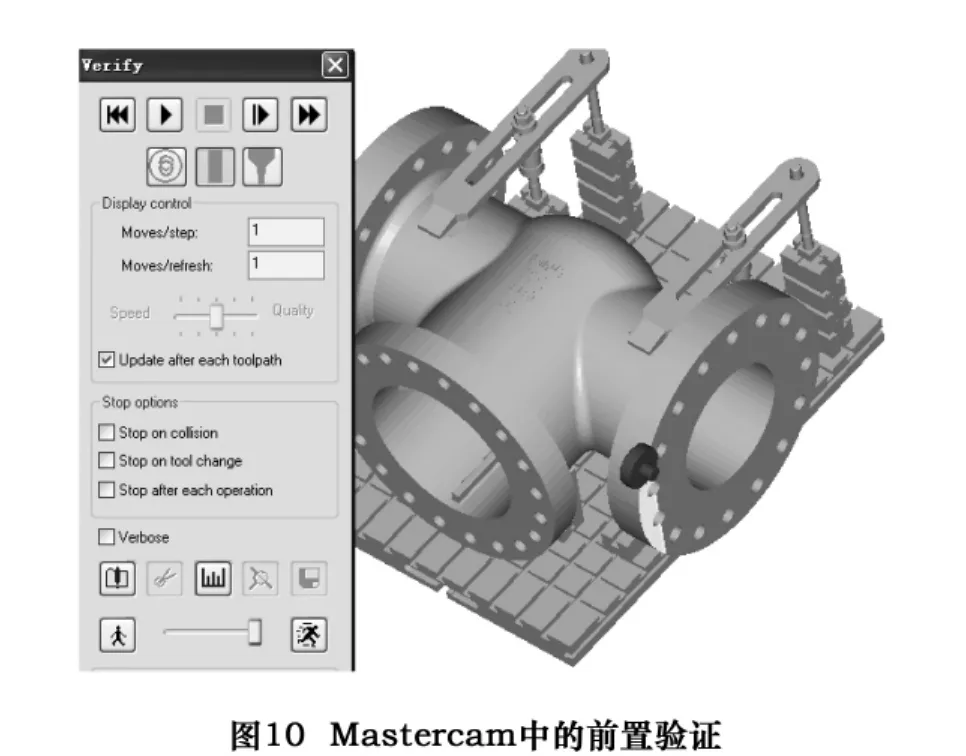
進行狹義CAM(數控編程)時,“零件”幾何體是“圖形交互式數控編程”中刀具運動的“驅動源”;“夾具”幾何體是刀具運動的“檢查邊界”(防碰撞檢查);“毛坯(工件)”幾何體是“前置驗證(刀位驗證)”中的材料“去除源”。圖10就是Mastercam中“前置驗證”時的毛坯材料去除過程仿真。
5.2 從CAM平臺輸出刀具信息和數控程序到后置仿真平臺(Vericut)
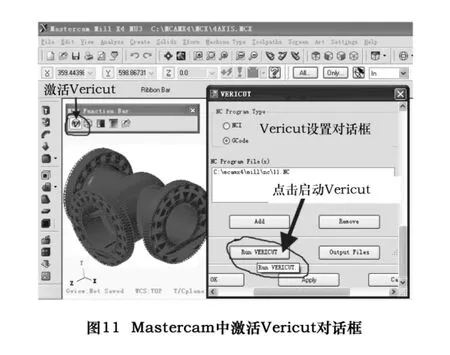
使用狹義CAM平臺進行數控編程時,要選擇、確定各個工步所用的具體刀具;還要通過正確的后處理器(針對具體機床的CNC系統來選擇或定制),得到完整的數控程序。因此,已經確定的刀具和數控程序這兩大信息,需要通過CAM平臺和Vericut的無縫接口,直接導入到Vericut中。圖11是從Mastercam平臺激活Vericut平臺的對話框——由此激活、打開的Vericut中,將自動導入這兩種信息,特別是刀具幾何信息。
刀具信息導入Vericut后,通過刀具管理器(Tool Manager),單獨、命名保存為“***.tls”刀具庫文件以備后用。
至此,數控后置仿真第2階段準備工作完成。接下來,就是執行和利用后置仿真。
6 數控加工后置仿真的執行與成果利用(Vericut平臺內進行)
6.1 仿真前的最后準備工作
首先,打開前面保存的項目文件(*.vcproject)并確保項目樹的機床節點,就是已經保存并命名的機床配置文件“***.mech”;其次,通過刀具管理器調用前面已經保持的“***.tls”刀具庫文件;最后,右擊項目樹頂端控制器(Control)節點,打開匹配的CNC系統(這里的CNC系統與此前CAM后處理中的系統必須一致)文件,同時選擇“數控程序(NC Programs)”節點,添加CAM中完成的數控程序文件。當然,還有編程原點等的設置、調整工作。
6.2 執行后置仿真并利用結果進行程序優化
(1)開機加工(Play),看機床加工運動過程中是否有各種可能的碰撞發生;(2)使用分析(Analysis)菜單下的各個工具進行“加工尺寸測量(X-calibrator)”、“零件-毛坯對比(Auto-Diff)”等檢查工作;(3)使用“刀具路徑優化菜單(Optipath)”工具,進行代碼優化;(4)通過輸出報告(Create Report),可以得到刀具使用清單(Tool Summary)、加工時間(Original Total Time)(包括優化時間)等有價值的參考信息;(5)把最終的優化代碼,輸出給實際機床使用。
7 結語
本文以四軸臥式加工中心上加工閥體零件為實例,闡述面向數控加工過程的數控程序驗證、仿真問題。文中詳細介紹了解決該問題的思路和方法:把設計平臺(本文以Inventor和Solidworks為例,其他平臺如Pro/E、Catia、UGNX等等都是一樣的)與數控加工仿真平臺(Vericut)的關聯使用,可以實現數控加工過程的完美驗證。借助仿真技術,可以幫助生產企業實現更高的Q、E、C(質量、效率、成本)目標。
實際推廣使用時,根據企業具體情況,可以采取下面一些對策:(1)機床尺寸規格改變時,只需調整全局驅動變量L·W;(2)機床CNC系統不同,只需調整“控制器(Control)”節點(當然,CAM后處理器也需作相應調整);(3)任何新產品新零件(如發動機箱體類零件)的數控加工后置驗證,只需在設計平臺安裝好“零件(毛坯)-夾具”組件,然后進行“第2階段的工作”即可;(4)推而廣之,任何配置、任何布局類型的數控機床,都可以照此思路,建立起“后置驗證”特征庫與驗證模型庫,以備隨時調用;(5)多工序加工(柔性生產流動)中,可以完成整個數控工藝規程(流程)的仿真;(6)進一步考慮加工過程中的切削力、磨損、振動等深層次運動學和動力學問題以及由此對加工精度產生的各種影響問題,可以在此基礎上展開,即用計算機進行加工過程的運動學和動力學分析——CAE。
[1]廉元國.加工中心設計與應用[M].北京:機械工業出版社,1995.
[2]王愛玲.現代數控機床[M].北京:國防工業出版社,2003.
[3]魏杰.數控機床結構[M].北京:化學工業出版社,2009.
[4]陳伯雄.Inventor機械設計應用技術[M].北京:人民郵電出版社,2002.
[5]鄭長松,等.SolidWorks2006中文版機械設計高級應用實例2006[M].北京:機械工業出版社,2006.
[6]李云龍,曹巖.數控機床加工仿真系統VERICUT[M].西安:西安交通大學出版社,2005.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
