鋼結(jié)構(gòu)建筑中鋼梁吊裝與焊接質(zhì)量控制分析
2012-10-26 08:53:42蔡高勇
中國(guó)科技信息 2012年10期
蔡高勇
五洋建設(shè)集團(tuán)股份有限公司,浙江省杭州市 310002
鋼結(jié)構(gòu)建筑中鋼梁吊裝與焊接質(zhì)量控制分析
蔡高勇
五洋建設(shè)集團(tuán)股份有限公司,浙江省杭州市 310002
鋼結(jié)構(gòu)是以鋼材為材料做成的受力構(gòu)件。鋼結(jié)構(gòu)住宅依其自重輕,基礎(chǔ)造價(jià)低,適用于軟弱地基,安裝容易,施工快,周期短,投資回收快,施工污染環(huán)境少,抗震性能好等綜合優(yōu)勢(shì)而受到各方的重視。鋼結(jié)構(gòu)建筑在我國(guó)得到了蓬勃的發(fā)展,同時(shí)體現(xiàn)了鋼結(jié)構(gòu)在建筑方面的綜合效益。鋼結(jié)構(gòu)工程質(zhì)量的好壞,除材料合格,制作精度高以外,還要依靠合理的安裝工藝和焊接工藝,根據(jù)工程質(zhì)量?jī)?yōu)良、安全生產(chǎn)、保證工期、文明施工等方面因素結(jié)合各個(gè)工程的不同特點(diǎn)制定最佳焊接工藝及吊裝方法。
鋼結(jié)構(gòu);吊裝;焊接
由于鋼結(jié)構(gòu)施工主要為現(xiàn)場(chǎng)施工,質(zhì)量控制的影響因素多。鋼梁吊裝與焊接成為鋼結(jié)構(gòu)連接的最基本方法,吊裝作業(yè)和焊接作業(yè)質(zhì)量控制的好壞直接影響到鋼結(jié)構(gòu)工程的結(jié)構(gòu)安全和使用壽命,特別是大型工業(yè)裝置平臺(tái),結(jié)構(gòu)問(wèn)題可能會(huì)帶來(lái)事故隱患,給國(guó)家、企業(yè)和人民生命財(cái)產(chǎn)帶來(lái)潛在的巨大威脅,因此對(duì)鋼結(jié)構(gòu)的焊接質(zhì)量有著極其重要的作用。
1.鋼梁吊裝的技術(shù)要求
1.1 吊裝工藝流程
定位——定標(biāo)高——柱頂螺栓預(yù)埋——定標(biāo)高——彈線——柱安裝——鋼梁安裝——次構(gòu)安裝——焊接——補(bǔ)漆——竣工
1.2 鋼梁的吊裝:鋼梁吊裝在柱子復(fù)核完成后進(jìn)行,鋼梁吊裝時(shí)采用兩點(diǎn)對(duì)稱綁扎起吊就位安裝。鋼梁起吊后距柱基準(zhǔn)面100MM時(shí)徐徐慢就位,待鋼梁吊裝就位后進(jìn)行對(duì)接調(diào)整校正,然后固定連接。鋼梁吊裝時(shí)隨吊隨用經(jīng)緯儀校正,有偏差隨時(shí)糾正。
(1)吊點(diǎn)的選擇
鋼梁在吊裝前應(yīng)前仔細(xì)計(jì)算鋼梁的重心,并在構(gòu)件上作出明確的標(biāo)注,吊裝時(shí)吊點(diǎn)的選擇應(yīng)保證吊鉤與構(gòu)件的中心線在同一鉛垂線上。對(duì)于跨度大的梁,由于側(cè)向剛度小,腹板寬厚比大的構(gòu)件,防止構(gòu)件扭曲和損壞,如果采用雙機(jī)抬吊,必要時(shí)考慮在兩機(jī)大鉤中間拉一跟鋼絲繩,在起鉤時(shí)兩機(jī)距離固定,防止互相拉動(dòng)。
(2)屋面梁的吊裝
屋面梁的特點(diǎn)是跨度大(即構(gòu)件長(zhǎng))側(cè)向剛度很小,為了確保質(zhì)量、安全、提高生產(chǎn)效率,減小勞動(dòng)強(qiáng)度,根據(jù)現(xiàn)場(chǎng)條件和起重設(shè)備能力,最大限度地?cái)U(kuò)大地面拼裝工作量,將地面組裝好的屋面量吊起就位,并與柱連接。可選用單機(jī)兩點(diǎn)或三點(diǎn)起吊或用鐵扁擔(dān)以減小索具所產(chǎn)生的對(duì)梁的壓力。
(3)鋼吊車梁的吊裝
鋼吊車梁吊裝可才用專用吊耳或用鋼絲繩綁扎吊裝。
1.3 鋼梁安裝工藝
將鋼梁卸車到各柱附近,用汽車吊送到樓層面,再由桅桿吊安裝,有部分構(gòu)件重的主梁可以和汽車吊進(jìn)行臺(tái)吊。次梁可以用自制輪胎式(5t)起重機(jī)安裝。從三區(qū)開始、先主梁后次梁再檁條,逐根按編號(hào)用桅桿吊安裝鋼梁,只有當(dāng)梁兩端安裝螺栓緊固(或點(diǎn)焊牢固)后,方可松鉤,依次吊裝其它鋼梁。檢驗(yàn)合格后進(jìn)行焊接。
鋼梁的綁扎吊點(diǎn)尤為重要,在鋼梁過(guò)長(zhǎng)可采取鋼扁擔(dān),本工程有許多鋼梁最長(zhǎng)為20m左右,用三角形掛板把鋼絲繩間距放大,來(lái)增大鋼絲繩夾角符合本次吊裝要求。
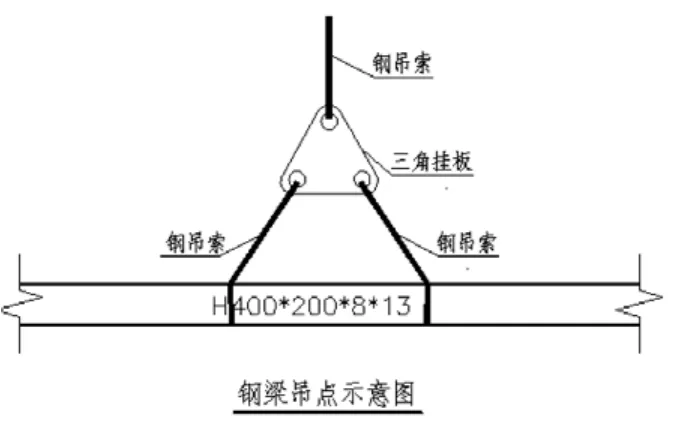
鋼梁綁扎示意圖
2. 主要構(gòu)件焊接工藝
手工焊接應(yīng)采用多層多道、小電流的焊接方法。
2.1 對(duì)接溶透焊縫(平焊位手工電弧焊)適用梁柱翼緣板腹板對(duì)接焊縫,焊條E4303。焊接坡口:b≤12mm 單坡口 角度60 度 鈍邊2mm,b>12mm 雙坡口 角度60 度 鈍邊2mm;組裝間隙:2~3mm;焊接電流140~180A,焊接電壓24V,焊接速度15cm /min
2.2 T 型焊縫適用于梁柱筋板、連接板、柱頂板、柱底板,雙面貼角焊縫,焊條E4303。
2.3 焊接工藝參數(shù):
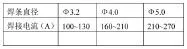
焊腳高度:大于被焊件中較薄件的厚度。焊接電流140~160A,焊接電壓22V,焊接速度16cm /min手工電弧焊接時(shí)可參照下表參數(shù):
2.4 焊縫外觀:用肉眼和量具檢查焊縫外觀缺陷和焊腳尺寸,應(yīng)符合施工圖和施工規(guī)范的要求,焊波均勻,不得有裂紋、未熔合、夾渣、焊瘤、咬邊、燒穿、弧坑和針狀氣孔等缺陷,焊接區(qū)應(yīng)清理干凈,無(wú)飛濺殘留物。
2.5 全熔透焊縫作為焊接過(guò)程中的重點(diǎn)和關(guān)鍵質(zhì)量控制點(diǎn),質(zhì)量檢查人員對(duì)此部位應(yīng)進(jìn)行跟蹤檢查并做好相應(yīng)的質(zhì)量檢查檢查記錄。
3.應(yīng)完善的質(zhì)量控制措施
安裝首先要滿足鋼結(jié)構(gòu)制作安裝施工規(guī)程,安裝單位應(yīng)確保安裝過(guò)程中結(jié)構(gòu)的穩(wěn)定并不會(huì)產(chǎn)生永久變形,并考慮日照,溫差的影響,施工前需要放樣及試拼裝,以求做到準(zhǔn)確無(wú)誤。在施工前,應(yīng)對(duì)構(gòu)件的外形尺寸、螺栓孔直徑及位置、連接件位置及角度、焊縫、栓釘焊、高強(qiáng)度螺栓摩擦面加工質(zhì)量、構(gòu)件表面的油漆等進(jìn)行全面檢查,在符合設(shè)計(jì)文件或有關(guān)標(biāo)準(zhǔn)的要求后,方能進(jìn)行安裝工作。對(duì)于多構(gòu)件交匯復(fù)雜節(jié)點(diǎn)重要安裝接頭和工地拼裝接頭,宜在工廠中預(yù)制拼裝。所有構(gòu)件在吊裝前應(yīng)做好記號(hào),并制定吊裝計(jì)劃,吊裝時(shí)應(yīng)小心仔細(xì),以免損傷構(gòu)件。對(duì)運(yùn)到現(xiàn)場(chǎng)的每一構(gòu)件進(jìn)行檢查和驗(yàn)收,確認(rèn)符合質(zhì)量標(biāo)準(zhǔn)后方可安裝。構(gòu)件與連接板的結(jié)合面之間,在螺栓擰緊后應(yīng)互相緊密結(jié)合。
鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范、建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程、鋼結(jié)構(gòu)超聲波探傷及質(zhì)量分級(jí)發(fā)、鋼焊縫手工超聲波探傷方法和探傷結(jié)果分級(jí)要符合規(guī)范的要求。焊接的部位有鋼柱、鋼骨柱、鋼骨梁、鋼梁、牛腿、連接板的工廠制作和現(xiàn)場(chǎng)安裝所涉及的一級(jí)焊縫、二級(jí)焊縫的焊接質(zhì)量情況進(jìn)行超聲波探傷檢測(cè)。工程鋼結(jié)構(gòu)焊縫表面要求無(wú)氣孔、夾渣、弧坑裂紋、電弧擦傷等缺陷,且一級(jí)焊縫無(wú)咬邊、未焊滿、根部收縮等缺陷。焊縫表面質(zhì)量符合規(guī)范中一級(jí)、二級(jí)焊縫的要求。一級(jí)、二級(jí)焊縫內(nèi)部經(jīng)超聲波探傷檢測(cè)未發(fā)現(xiàn)超標(biāo)缺陷,符合規(guī)范中一級(jí)、二級(jí)焊縫質(zhì)量要求。
[1]GB50205-95鋼結(jié)構(gòu)施工及驗(yàn)收規(guī)范
[2]GB50221-95鋼結(jié)構(gòu)工程質(zhì)量檢驗(yàn)評(píng)定表標(biāo)準(zhǔn)
10.3969/j.issn.1001-8972.2012.10.032
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26