CPR 1000堆型核電站安全殼鋼襯里穹頂吊裝輔件磁粉檢驗
2012-10-27 05:21:44韓景濤
中國科技信息 2012年9期
關鍵詞:檢測
韓景濤
江蘇中核華興工程檢測有限公司 529941
CPR 1000堆型核電站安全殼鋼襯里穹頂吊裝輔件磁粉檢驗
韓景濤
江蘇中核華興工程檢測有限公司 529941
本文介紹了核電站穹頂吊裝輔件用具的磁粉檢測方法,以及在檢驗過程中需要注意的相關工藝控制。
核電站;穹頂吊裝輔件;磁粉檢驗
1 概述
CPR 1000(改進型壓水堆核電站)在建造過程中磁粉檢驗的標準使用法標RCC-M,穹頂在現場拼裝焊接檢驗完成后,需使用大型吊車進行穹頂整體一次性的吊裝就位,使其與核島安全殼鋼襯里筒身12層壁板組對焊接,是核島建造中較為重要部位。本文簡要介紹穹頂吊裝施工中所使用到相關輔件的磁粉檢驗工藝,以及在檢驗過程中需要注意的相關事項。
核島穹頂是核電站施工中整體吊裝就位最大的鋼結構焊接件,其穹頂與安全殼12層筒身的對接精密度要求很高,最大只允許存在3毫米的誤差。由于技術裝備等原因,過去的核電站安全殼封頂,都是分體焊接拼裝后分兩次完成穹頂吊裝后的就位組對焊接。在對此項施工技術進行工藝改進后,采取穹頂在現場整體拼裝后對其實施一次性整體吊裝。此項工作的完成,標志著工程建設由土建施工階段轉入安裝階段,是核電站工程建設中的一個重要里程碑。在施工中積累的經驗和制定的相關檢測工藝,將大力推動核電站建設自主、國產化的發展。
2 安全殼鋼襯里穹頂的作用
安全殼鋼襯里是核電站防止放射性物質泄漏的重要屏障,它能承受極限事故引起的內壓和溫度劇增,抵御龍卷風、地震等自然災害以及外來飛行物的擊打與碰撞,包括噴氣式飛機墜毀產生的沖擊。穹頂呈半球殼狀,是反應堆廠房頂蓋的內襯部分,內附有噴淋系統、空氣監測系統、電氣儀表等復雜的裝置。穹頂作為反應堆廠房鋼襯里的一部分,起著對反應堆廠房密封的作用。
3 穹頂構造及安裝
3.1 穹頂的構造
穹頂是安全殼鋼襯里的封頂部分,下口與鋼襯里筒體12層上口直接對接。穹頂外形為球狀的雙曲面殼體,由R內徑=24000mm的上部球缺和R內徑=6000mm的下部圓環帶組成。穹頂下口直徑Φ內徑=37000mm,全高H=11050mm,殼體是由δ=6mm的鋼板及其焊接在外側的角鋼∠200×100×10、∠75×50×6所組成的帶肋雙曲面殼體(如圖1)。
3.2 穹頂的拼裝及整體吊裝
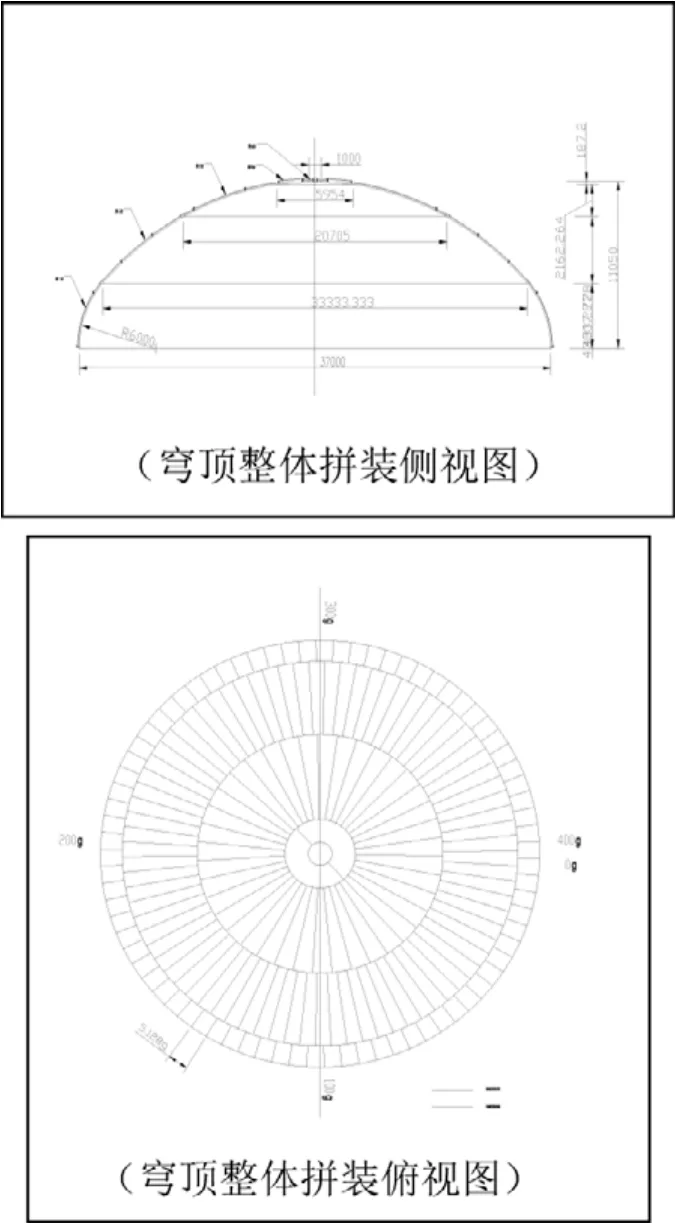
圖1
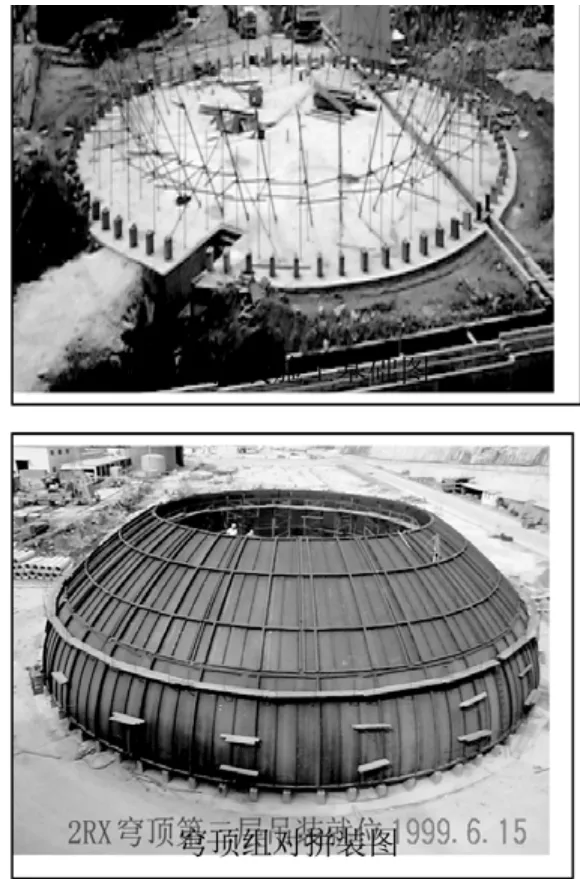
圖2
按照設計圖紙,穹頂水平分為五層,每層按角度等分為:第一層78等分、第二層78等分、第三層39等分、第四層2等分、第五層為1塊圓頂(如圖2)。穹頂壁板上有各種類型的貫穿和非貫穿錨固件,用于固定噴淋管道、電纜支架等。穹頂內壁的噴淋管道等設施焊接安裝完成后,即可進行與核島安全殼筒身12層上端口組對焊接前的整體吊裝工作(如圖3)。
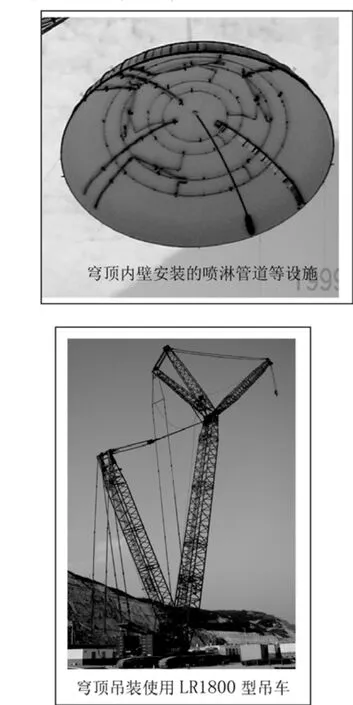
圖3
穹頂焊接完成后的重量為150.8T,包括穹頂吊裝構件各組件重量:
——穹頂結構重量:143T(含吊耳及內部噴淋管道的重量)
——吊裝用索具重量:7.80T
根據起吊重量和國內現有大型吊機擁有情況,采用中國核工業中原建設公司所有的德國LIEBHEER(利勃海爾)公司生產的LR1800型履帶式起重吊機,最大起重能力為800噸,并且具有吊載行走能力,進行穹頂一次性整體吊裝。在如此重量下的吊裝工作中,如果使用到的相關吊裝輔件中存在裂紋等危險性缺陷,將給吊裝安全帶來不可估量的安全隱患,造成極其重大的危害。因此,吊裝中所使用到輔件的質量,在該項施工環節中起到了非常重要的作用,為了保證吊裝工作處于安全可靠的狀態下進行,在使用前需要對吊具作磁粉及其它方法的無損檢驗。其輔件包括:均勻分布焊接在穹頂外壁鋼梁上的13個吊耳焊縫及用于拴掛吊裝索具的U型卡環卸扣及吊鉤。
4 檢驗工藝及驗收評定
(分為穹頂吊耳,索具U型卡環及吊鉤兩部分的磁粉檢驗)如圖4。
4.1 穹頂吊耳磁粉檢測
①檢驗方法的選用
吊耳應在焊接完成并經目視檢驗合格后,方可進行磁粉檢驗。根據吊耳焊接形式及需要檢測出是否存在裂紋等危險性缺陷,選擇磁扼法對焊縫進行分段局部磁化檢驗。焊縫待檢表面應清除油污、藥皮、鐵銹、飛賤物等有礙檢測的污垢及雜物。清除方法可選用溶劑清洗、金屬刷或砂輪修磨等方式進行。但不可使用有絨毛的布進行擦拭,因為絨毛留在工件表面上會滯留磁粉,給缺陷磁痕判斷造成錯覺。
檢驗使用到的設備及材料包括:磁扼探傷機(由活絡磁極組成的手提式電磁扼)、噴灌式磁懸液(黑)、反差增強劑、磁場指示器、靈敏度試片等。磁扼探傷機的裝置中,尤其是電流表,必須按照規定要求每6個月校驗一次,電磁扼的提升力需至少半年校驗一次。吊耳磁粉檢驗相關參數的選用如表1。
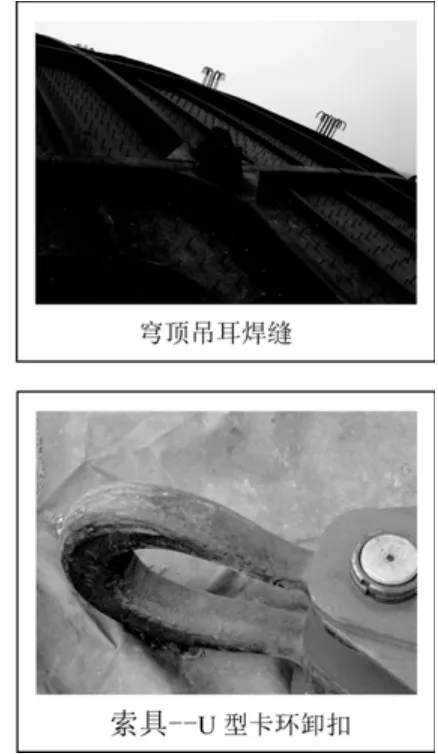
圖4
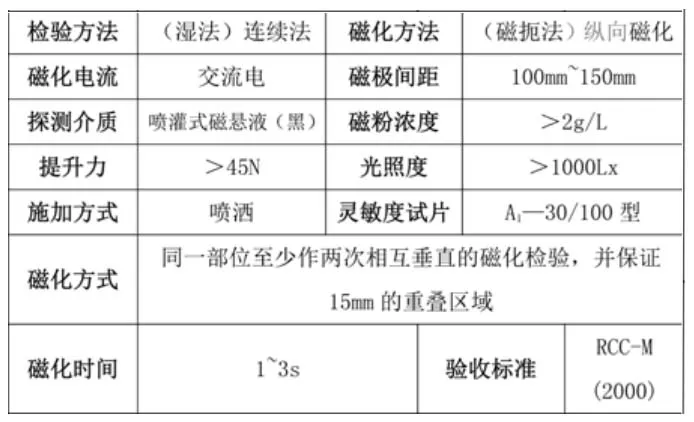
表1
②磁痕判斷
磁痕的觀察和評定應在磁痕形成后立即進行, 檢測中需要注意的是磁痕顯示的判定。因缺陷是靠鐵磁性微粒出現不均勻的堆積來顯示。然而,并不是所有的磁痕顯示都表示為缺陷。被檢工件幾何形狀的不規則、待檢表面過于粗糙、磁導率變化太大、磁場強度過大、剩磁等都會形成磁痕的假顯示。
缺陷顯示用磁痕尺寸來表征,對于在檢測中發現的線性顯示或大于4mm的線性顯示均為不合格,并應對不合格部位采取補焊或機械修磨的方式進行返修處理,返修后的部位必須重新進行檢驗。
4.2 穹頂吊裝索具U型卡環及吊鉤磁粉檢測
①檢驗方法的選用
技術采購規格書規定,購買進場的U型卡環卸扣及吊鉤均應有出廠合格證及負荷承載試驗報告,并在使用前應進行磁粉檢查,尤其是吊鉤環向面和螺紋部位及U型卡環卸扣的開口處及銷孔、銷軸的螺紋等部位,必須確認在無裂紋等危險性缺陷情況下方可使用。考慮到吊索U型卡環及吊鉤其工件的尺寸形狀、且工件表面存在一定曲率的曲面,為能使試片與被檢工件形成良好的接觸面,因此,選擇C-8/50型靈敏度試片進行磁粉探傷設備、磁粉和磁懸液的綜合性能及系統靈敏度的確定。使用繞電纜法檢驗工件橫向缺陷、觸頭法檢驗工件縱向缺陷。鑒于該工件的鋼材具有較高的保磁性,為提高檢驗效率,便于一次性全面觀察被檢工件螺紋部位的磁痕顯示,更好的檢驗出吊鉤螺紋部位及U型卡環開口銷螺紋部位是否存在裂紋等危險性缺陷,選擇濕剩磁法檢驗吊鉤及卡環的螺紋部位。即在工件兩端通電磁化后,將工件浸入盛有事先攪拌均勻磁懸液的容器中,適當浸泡后進行觀察。吊鉤及U型卡環的半圓形受力部位,使用濕連續法進行磁化檢驗。檢測前進行機械修磨待檢卸扣及吊鉤的表面,去除漆層使其露出金屬光澤。采用先周向、后縱向分兩段磁化,周向磁化用觸頭法從U型卡環及吊鉤的兩端通電使用連續法進行磁化檢驗。為防止接觸不良引起火花燒傷工件,需要安裝接觸墊。吊索U型卡環及吊鉤磁粉檢驗相關參數的選用如表2。
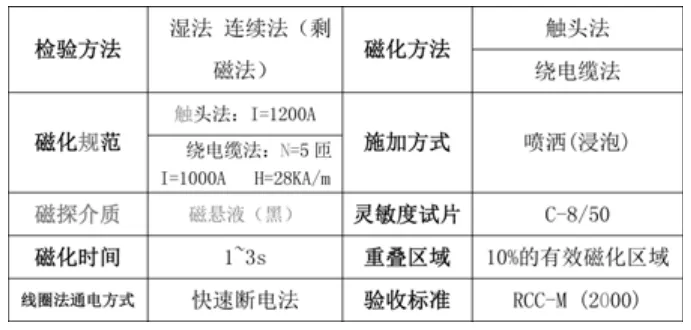
表2
②磁痕判斷
該批待檢驗的U型卡環卸扣及吊鉤為新購買產品,排除了工件在經多次使用后容易產生疲勞裂紋等嚴重缺陷存在的因素。鑒于此項因素,通過對U型卡環卸扣及吊鉤進行磁粉檢驗后,發現存在于工件表面的磁痕顯示多為表面的劃痕所引起,未發現吊鉤及U型卡環開口銷螺紋等部位及工件表面存在裂紋等危險性缺陷。但是,考慮到該項吊裝工程的重要性,對發現存在劃傷磁痕顯示的工件,采取機械修磨的方式去除,對修磨較深還存在劃痕的U型卡環卸扣及吊鉤不納入到此次的穹頂吊裝中使用,以確保吊裝處于安全受控狀態。
列舉卸扣局部表明劃傷磁痕顯示圖片如圖5。
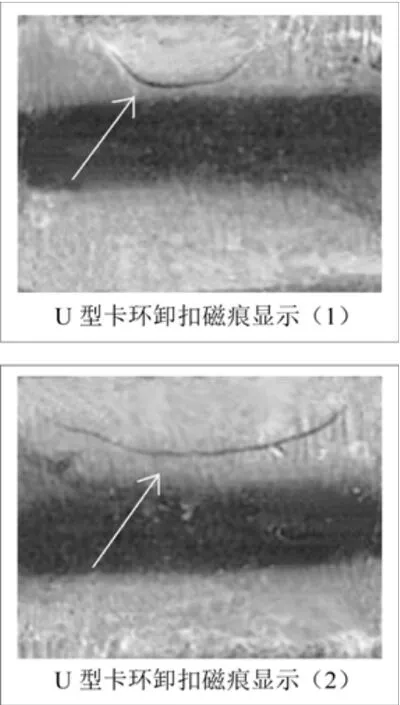
圖5
上圖5兩處劃痕為修磨后經磁化檢驗還存在較深磁痕顯示的U型卡環卸扣。
5 各項檢驗方法在檢測過程中需要注意控制的事項
5.1 使用磁扼法進行吊耳角接焊縫磁粉檢測時,應控制好以下幾點因素環節,以確保檢驗實施過程的有效、可靠:
①在檢驗中應考慮到工件上磁化場的大小取決于磁極的間距,且磁場強度隨兩極距離的增大而減小的因素,注意控制好磁極間距,間距范圍在100mm~150mm之內。
②要盡量減小工件與磁扼之間的空隙,因存在的空隙會降低磁化效果,并且在空隙處產生相當強的漏磁場,該漏磁場吸附著磁粉,形成磁粉堆積,在磁極附近形成探傷盲區,盲區范圍隨著間隙的增大而增大。因此,應使磁極與工件表面良好的接觸。
③在檢驗中為了避免形成漏檢,應對工件同一部位要進行90°相互垂直的兩次磁化,使存在于工件中不同取向的缺陷都能得到有效的顯示。
④在各段進行局部磁化時,應嚴格控制好檢驗重疊區域,避免形成漏檢。同時,要保證檢驗的范圍應為焊縫加焊縫2倍寬度的熱影響區域。
⑤因檢測焊縫為縱縫,檢測方向應選擇由上而下的方式進行,以避免磁懸液的流動而沖刷掉已檢缺陷上已經形成的磁痕,并使磁粉有足夠的時間聚集在缺陷處,便于后續的磁痕判斷及磁痕記錄工作。磁懸液應在被檢查表明溫度低于50℃的情況下使用。
5.2 使用觸頭法進行吊索U型卡環及吊鉤縱向缺陷磁粉檢測時,應控制好以下幾點因素環節,以確保檢驗實施過程的有效、安全可靠:
①檢驗中應注意,經磁化后的U型卡環卸扣及吊鉤在使用剩磁法檢驗螺紋部位完畢前,不得與已經通電磁化后的吊鉤及卸扣或任何鐵磁性材料接觸,以免產生磁寫,造成磁痕評判困難。
②使用剩磁法檢驗吊鉤及卸扣時,對工件通電后將U型卡環卸扣或吊鉤浸入磁懸液中的浸泡時間不宜過長,應控制在10~20秒之內,避免產生過度背景影響磁痕判定。
③使用觸頭法進行磁粉檢驗的每次通電磁化時,一定要確保觸頭與工件表面的接觸點必須是良好、緊密接觸后,方可通電磁化進行檢驗,避免電弧打火使工件表面受損或產生飛濺火星,燒傷檢驗人員的眼睛和皮膚,檢驗人員應佩戴防護目鏡和手套以作保護。
④使用觸頭法進行磁粉檢驗的場所,一定要遠離易燃、易爆等材料存放或工作區域(如氧氣、乙炔的存放或使用場所),避免因觸點接觸不良產生電弧火花,造成爆炸性的危險事故。
5.3 使用繞電纜法進行吊索U型卡環及吊鉤橫向缺陷磁粉檢測時,應控制好以下幾點因素環節:
①對吊索U型卡環或吊鉤進行通電磁化的方式,應采取分段磁化每一個有效磁化區,并且要保證每次磁化時有10%的有效磁場重疊。
②被檢工件長度L與直徑D的比值(L/D),對退磁場和靈敏度有很大的影響。因此,在確定安匝數時必須加以考慮。
③連續法檢驗磁化電流的計算公式,使用IN=35000/L/D+2來進行確定。
④為使被檢工件端部效應減至最小,應采用“快速斷電法”進行通電磁化。
6 結束語
現今同期在建多座CPR 1000堆型核電站,我們在總結穹頂吊裝檢測中的相關施工經驗后,運用于其他電站核島穹頂吊裝前的檢測工作中,合理運用、安排檢測的方法與時機,大大提高了工作效率,確保吊裝環節的安全實施,使得核島穹頂吊裝工作圓滿成功。
[1]核工業無損檢測
[2]壓水堆核島機械設備設計核建造規則RCC-M,2000版
[3]B.T.S 3.15 安全殼防泄襯里和空氣閘門建造-無損檢測
10.3969/j.issn.1001-8972.2012.09.088
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48