柴油機氣缸蓋射水道芯的結構優化
2012-11-04 13:59:48林琳
中國鑄造裝備與技術 2012年5期
關鍵詞:工藝
林 琳
(廣西玉柴機器股份有限公司,廣西玉林 537005)
柴油機氣缸蓋射水道芯的結構優化
林 琳
(廣西玉柴機器股份有限公司,廣西玉林 537005)
通過改進缸蓋射水道制造結構,用砂芯直接鑄出缸蓋射水道取代預埋彎管,極大地提高了產品的內腔砂芯制芯效率和鑄件質量。
氣缸蓋;水道;彎管;砂芯;結構優化
D30氣缸蓋是玉柴機器股份有限公司鑄造廠缸蓋車間4缸機缸蓋產量較大的機型之一,產品內腔復雜,質量要求高,其內部空間緊湊而且有很多復雜的曲面和不規則孔道,鑄造質量較難控制。從產品結構可以看出其最突出的特點是,水道芯沒有與底盤砂芯連接的水孔砂芯,在產品定型的初期水道芯使用特種覆膜砂制造,在砂芯制作過程中,把成形的鑄鐵彎管預埋到砂芯中,再經過一些特殊處理后,用于生產鑄件。此種方法需要耗費較大的人力物力,同時無法實現自動化生產。本文將針對此情況對氣缸蓋射水道的制作方法和相關的結構優化進行探討分析。
1 原鑄造工藝及存在問題
1.1 下水道芯制芯工藝及鑄件生產過程
在制取下水道芯之前,人工先把芯砂塞入銅彎管(見圖1)中,塞芯砂過程中要確保完全填充彎管,滴入催化劑三乙胺使其固化,再上烤爐烘烤去其水分,隨后將彎管埋入待射芯的熱芯盒模具相應位置中射芯;在修芯過程中,用刷子把彎管外露部分粘上的芯砂等雜物刷干凈(見圖2),保證銅彎管的清潔度,然后用生料帶完全包裹彎管外露部分,避免砂芯浸涂后涂料與銅彎管接觸;組芯、整體浸涂、烘烤后再人工將生料帶去除干凈,造型下芯,澆注。
1.2 鑄造過程中存在問題及分析

圖1 射芯前在模具上預埋銅彎管

圖2 D30C缸蓋下水道芯
①塞彎管、烘烤、射芯、清理彎管、纏生料帶、除生料帶等均需要大量的人工操作完成,無法實現自動化生產;②由于芯砂問題或人為塞彎管不緊實容易導致澆注后彎管處燒結,大大增加清理工作量甚至導致鑄件報廢(見圖3);③水分烘烤不充分容易出現氣孔;④纏生料帶前彎管處雜物未完全清理干凈,可能導致鐵液與銅彎管熔合不好,彎管處出現裂紋、氣孔等;⑤纏生料帶過長或人工除生料帶時未完全清理干凈,部分生料帶粘附在氣道砂芯上,影響氣道性能導致鑄件報廢;⑥成本大,無論是彎管成本還是人工成本,對于大批量生產的D30C缸蓋來說都是巨大的。
2 工藝改進思路
原工藝生產的下水道芯所存在的缺陷,如能在保證缸蓋內腔性能不變的情況下取消預埋彎管這一工序,改為由砂芯直接鑄出,一方面實現了不能采用自動化生產的產品提升為可采用自動化生產,同時也可以大大地節省成型彎管材料的使用,可以大幅度降低生產成本,另一方面減少由于銅彎管引起的相關問題造成的廢品,有效降低廢品率。
使用生產效率高、節能、低污染的冷芯盒工藝代替耗能高、成本高的熱芯盒工藝,在能源節約方面具有非常大的優勢,對制芯員工的工作環境也是一個大改善。

圖3 鑄件彎管燒結
3 新工藝采取的相關措施
3.1 UG三維造型
首先在UG三維模型中,將銅彎管位置改為直接鑄出水道的砂芯并在預埋彎管位置優化結構(見圖4)。改短射水道,以提高砂芯的強度,防止斷芯的發生;在射水口處增加一個射水擋板,通過射水擋板來引導射水的方向,從而控制水流經過缸蓋鼻梁區的速度,達到預期的冷卻效果;采用水流場模擬分析辦法,分析水流場在產品結構更改前后的變化,判斷結構更改能否符合設計要求(見圖5)。
從結構優化前與優化后的水流場分析來看,優化結構前后缸蓋的水流場速度經過鼻梁區的速度基本相同,達到缸蓋的使用要求,說明取消預埋彎管由砂芯直接鑄出的方法可行。
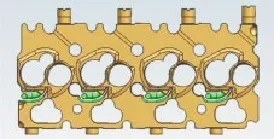
圖4 射水道芯在UG中的三維模型
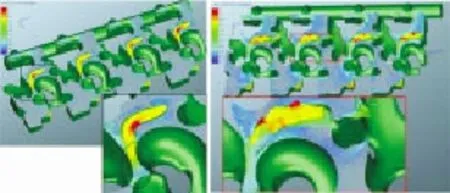
圖5 優化前后水流場分析情況

圖6 鑄件解剖后分型面位置披鋒
3.2 成品解剖
首輪試制中發現制芯工藝難度大,砂芯質量差等情況,均通過整改模具后得到一一解決。但存在一個問題,鑄件分型面位置尤其是鼻梁區存在隔層披鋒(見圖6),可能影響水流大小,冷卻效果不佳。經分析,是下水道砂芯變形嚴重所致。
3.3 變形原因及解決措施
3.3.1 砂芯變形原因
使用高強度的鉻礦復合砂射芯后采用射水道向上的方式平放,由于射芯后初期強度沒有達到最高值、沒有及時清除砂芯分盒面位置的披鋒、下水道芯沒有鑄出孔砂芯的支撐(見圖7),組芯后受重力的影響以及烘烤過程中受熱等原因,加速了砂芯向下彎曲變形。

圖7 由砂芯直接鑄出射水道的下水道芯
3.3.2 采取相應相關措施
射芯后立刻磨平分型面上由于頂桿、排氣塞、射嘴等原因產生的披鋒,隨后進入預烘烤烤爐(烤爐工藝見表1)中進行烘烤,保證砂芯一直處于平放方式,砂芯強度立即得到很大的提高,變形問題得到有效的解決。

表1 通過式烤爐工藝
4 整機性能跟蹤驗證
經過制造技術部對使用鑄出彎管的D30缸蓋的發動機進行為時半年的整機性能跟蹤驗證,未發現異常質量問題,說明射水道結構更改不僅是理論上可行,實際上也不影響產品的使用性能,接下來,可以進一步繼續優化局部工藝,從小批量試制,進入大批量試制,最終進入批量生產和使用的研發。
為進一步控制砂芯變形,擬計劃在下水道芯周邊帶框,使變形量進一步得到控制(圖8)。
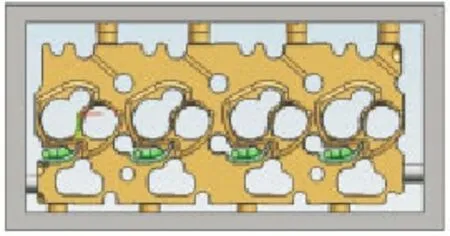
圖8 帶框式下水道芯
5 結束語
通過改進缸蓋內腔復雜管道,用砂芯直接鑄出缸蓋內腔彎曲管道取代預埋彎管,同時用冷芯盒代替熱芯盒,有利于高效大批量造芯,可以大大提高產品的自動化生產程度,更適合快速生產的要求,并可以減少員工的勞動強度。為玉柴鑄造中心二期缸蓋線主打機型D30C缸蓋實現側澆工藝一型四件提供了有效的思路。目前玉柴鑄造中心二期D30C缸蓋鑄造工藝已完成,正在模具制造中,很快將進入試驗階段。
Structure Optimization of Tube Bending Core in Diesel Engine Cylinder Head
LIN Lin
(Guangxi Yuchai Machinnery Co.Ltd., Yulin 537005, Guangxi China)
By replacing tube bending with sand core to improve the structure of tube bending in cylinder head, the core-making eff ency and quality of the casting have been greatly improved.
Cylinder head; Waterway; Syphon; Sand core; Structure optimization
TG242.7;
A;
1006-9658(2012)05-0022-3
2012-06-19
稿件編號:1206-069
林 琳(1987-),女,從事鑄造工藝設計
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
