自動控制留著率的在線檢測技術
2012-11-08 11:13:20馬倩倩
造紙化學品 2012年3期
關鍵詞:檢測
自動控制留著率的在線檢測技術
SAICA公司在西班牙有5條紙產品生產線,都是使用100%廢紙漿生產瓦楞紙板原紙,年產量為200萬t。
使用100%回用纖維本身就是一個挑戰。添加的輔料變數較大,因而導致紙機運行性能不穩定、沉積物不易控制,紙產品強度問題和斷紙現象時有發生。
1 尋求解決方法
為了穩定紙機運行性能,降低生產成本,SAICA公司一直尋求新技術以替代現有的留著率檢測儀——這些檢測儀維護費用高、利用率低。
2006年,9號紙機在用白水稀釋漿料的流漿箱處試用了BTG公司生產的留著率在線感測器,以替代利用率較低的留著率檢測儀。試用非常成功。隨后,SAICA公司購買了該感測器,并在7號紙機也使用了這種感測器。不過,7號紙機的感測器安裝順序與9號紙機相反,先在流漿箱安裝,再在白水池安裝。生產設備供應商解釋說之所以選擇流漿箱作為起始位置,是因為這可以準確地了解流漿箱里漿料的真實濃度,而不像先前必須通過計算才可以知道。通過這些檢測到的信息,可以不斷地調節流漿箱里漿料的濃度以保證紙產品的質量,例如可以調節漿料濃度到盡可能的最低值,以獲得較好的勻度。
2 感測器如何運作
感測器RET-2502由一個探頭和一個電器控制箱組成,可以檢測總濃度和填料濃度。這些檢測信號輸送到紙機的控制系統進行總留著率和填料留著率的計算,同時檢測白水的濃度、其中的灰分和留著率的變化趨勢等,以實現自動控制助留劑的添加。
感測器上配備了1個球型控制閥探頭抽收系統,可以在不干擾生產的情況下將探頭收回。這些感測器通常安裝在混合漿泵的出水口和抽白水的泵的出水口,如圖1所示。
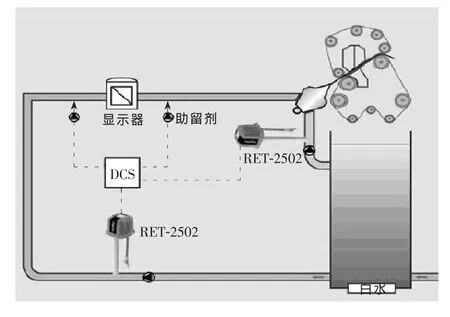
圖1 感測器RET-2502的安裝位置
3 感測器的使用效果
目前,SAICA公司在西班牙的5臺紙機中已有4臺紙機安裝了BTG公司的留著率在線感測器,替代了原來使用的留著率檢測儀。這些感測器安裝在白水池出水口以及流漿箱進料口,共安裝了11臺。感測器的成功運作主要體現在良好的性能上:在線感測器從來不需要將探頭抽回以進行清洗;并且,留著率通常通過自動控制完成,不會因設備維護或不能正常運轉而受到干擾。
(馬倩倩編譯)
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
