回轉體零件特定位置徑向尺寸自動測量技術
2012-11-13 07:24:44張來賓李守衛
科技視界 2012年33期
張來賓 李守衛 郭 峰
(國家機床產品質量監督檢驗中心 山東 滕州 277500)
0 引言
基于光電開關原理、光柵位移測量原理、激光掃描測量原理設計的非接觸測量方法具有高精度、高速度、智能化等特點。此零件是一種形狀不規則的回轉體零件,為此需考慮相應的檢測方法來解決其測量問題。本文則主要針對特定位置徑向尺寸測量問題進行重點研究。
1 測量對象
測量對象如圖1所示,在距離頂部3mm處測量徑向尺寸。
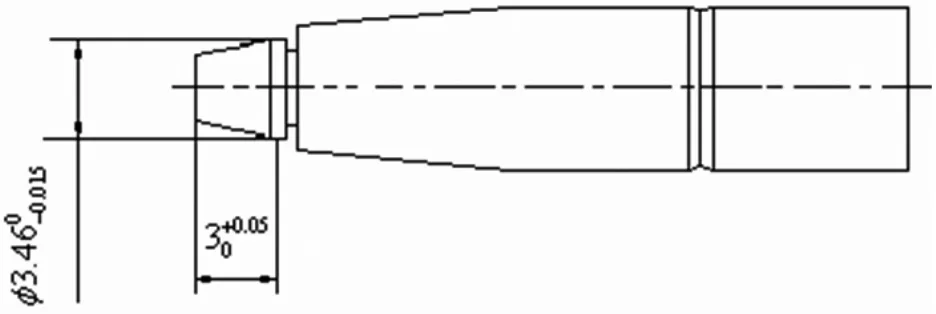
圖1 被測對象
2 測量原理
2.1 光柵位移系統的基本原理[1]
如圖2所示:

圖2 莫爾條紋
光柵距分別為ω1和ω2的兩光柵以很小的間隙疊合在一起,并且二者柵線相交成一個很小的角度時,其中一個相對于另一個運動時,就會產生莫爾條紋(Moire fringes)。莫爾條紋具有位移放大,位移同步、誤差平均的特點,在此,我們可以得到光柵位移測量的基本方程:

式中:ω——光柵的柵距
θ——兩個光柵柵線之間的夾角
B——莫爾條紋之間的距離
當指示光柵相對于主光柵移過一個柵距時,莫爾條紋將在水平方向移過一個條紋。在固定位置放置一個光電探測器,當莫爾條紋連續移動時,探測器的輸出信號亦為近似的正弦波。對該信號進行整形、計數,即可測出指示光柵相對于主光柵的移動距離。對于光柵測量系統,若在后續電路中加入倍頻電路,實現條紋細分,可提高分辨率。
2.2 激光掃描測量原理[2]
測量原理如圖3所示:
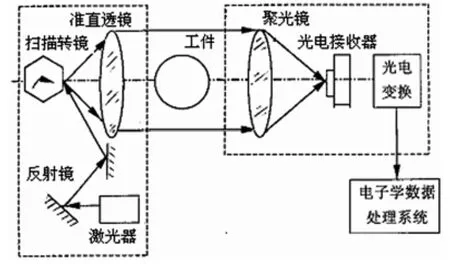
圖3 激光掃描測量原理圖
從激光器發出的激光光束,經反射鏡射向掃描轉鏡,再經掃描轉鏡的反射面反射,經過準直透鏡后,光束成為平行于光軸的平行光束對工件進行掃描,經聚光鏡聚光后進入光電接收器,最后經光電變換和電子學數據處理系統處理,便可得到被測工件的測量結果。
通常用此原理測量被測工件的直徑D,此時被測工件直徑值D可由下式給出:

式中:D——工件直徑
V——掃描速度
t——掃描間隔時間
3 總體結構及測量原理
總體結構如圖4所示:
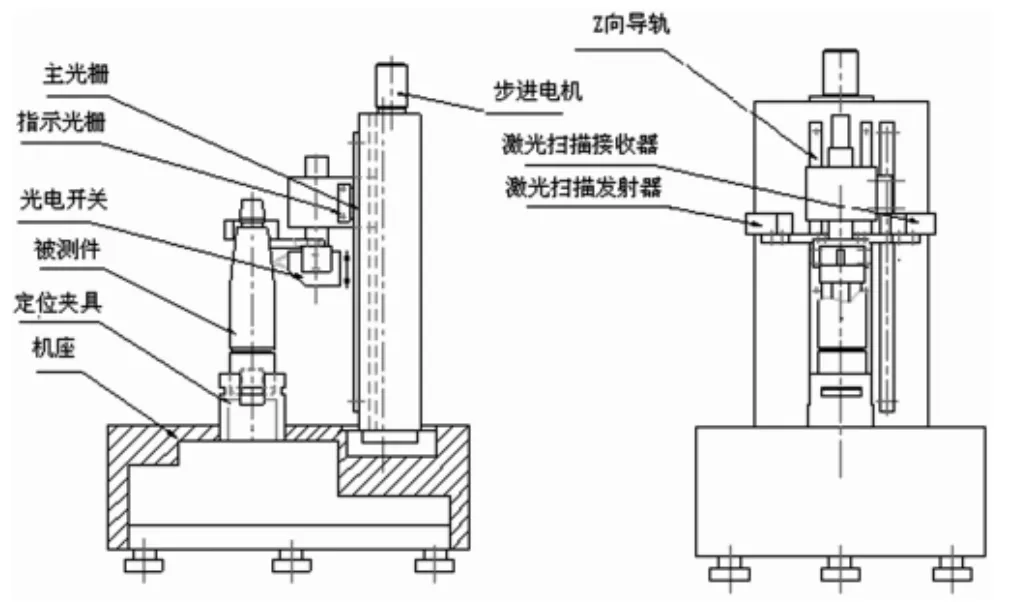
圖4 總體結構示意圖
測量系統包括:光電開關;光柵位移測量系統;激光掃描測量系統;精密機械定位夾緊及執行系統;伺服控制系統;計算機實時數據處理系統;顯示與打印系統。
測量原理為:
3.1 首先把被測件用相應的定位夾具裝夾好,定位在工作臺上;
3.2 由步進電機驅動絲杠螺母副,帶動滑板上的光電開關沿Z向移動。當光電開關到達被測件頂部時,啟動光柵位移測量系統,使激光掃描測量系統到達被測件的特定位置;
3.3 激光掃描測量系統對特定位置的徑向尺寸進行測量;
3.4 測量數據送到計算機,經數據處理后通過顯示系統給出相應的結果。
4 測量系統的精度分析
本測量系統的誤差主要包括:
4.1 所選取的激光掃描系統測量誤差為:δ1=0.001mm
4.2 導軌平行度為:δ2=0.002mm
4.3 掃描光線與被測件的垂直度為:δ3=0.002mm
4.4 被測件定位誤差為:δ4=0.003mm
4.5 光電開關延時誤差為:δ5=0.002mm
4.6 光柵位移測量系統測量誤差為:δ6=0.002mm
根據被測件徑向尺寸測量的要求,其測量誤差要求≤0.015/3=0.005mm。
而徑向尺寸測量系統的測量誤差為:[3]
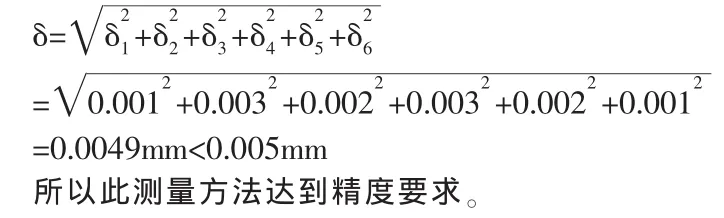
5 實驗數據

[1]張善鍾.計量光柵技術[M].北京機械工業出版社,1981.
[2]王因明,等.光學計量儀器設計[M].北京機械工業出版社,1981.
[3]楊志文.光學測量[M].北京理工大學出版社,1995.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
