紫銅基體上組合電刷鍍厚鎳層的工藝
2012-11-16 03:43:16廖磊劉錦云張書韓天龍徐海森
電鍍與涂飾 2012年1期
廖磊,劉錦云,張書,韓天龍,徐海森
(西華大學材料科學與工程學院,四川 成都 610039)
【電刷鍍】
紫銅基體上組合電刷鍍厚鎳層的工藝
廖磊,劉錦云*,張書,韓天龍,徐海森
(西華大學材料科學與工程學院,四川 成都 610039)
研究了快速鎳、低應力鎳刷鍍時間對紫銅表面鎳鍍層的厚度、顯微硬度及結合強度的影響。單層快速鎳及單層低應力鎳較適宜的刷鍍時間為15 ~ 20 min。采用15 min快速鎳與15 min低應力鎳交替組合刷鍍鎳,所得鎳鍍層的厚度、顯微硬度及耐淬火次數分別達50 μm、400 HV及46次,鍍層組織清晰而均勻,鍍層與鍍層之間、鍍層與基體之間結合良好,符合理想厚鎳鍍層的性能要求。
紫銅;電刷鍍鎳;厚度;顯微硬度;結合力
1 前言
在工業生產中,常用電鍍、化學鍍的方法獲得鎳鍍層。與電刷鍍相比,電鍍、化學鍍的沉積速率較慢。化學鍍鎳層若厚度大于 20 μm,與基體的結合強度降低,易開裂。在相同時間內,電鍍層的厚度也達不到電刷鍍層的厚度。純銅有很好的導熱、導電性能,在冶金工業中常用作連鑄結晶器、高爐熱風噴嘴等零部件,但其硬度低、耐磨性差、壽命短。在銅基體上鍍覆鎳層,將大大提高這些零部件的使用壽命。因此,研究在銅基體上刷鍍鎳鍍層的工藝有著重要的意義。
低應力鎳鍍層致密且具有壓應力或較小的拉應力;快速鎳沉積速率快,鍍層致密、顏色均勻,適用于在各種材料上鍍尺寸層或工作層[1-2]。采用單層刷鍍工藝往往很難得到滿足尺寸要求的鍍層或所得鍍層性能不高。與單層刷鍍相比,多層組合刷鍍的工藝效果較佳,如快速鎳和低應力鎳作為夾心鍍層交替刷鍍時,可使低應力鎳鍍層的壓應力與快速鎳鍍層的拉應力相抵消,避免鍍層與鍍層之間以及鍍層內應力的“疊加”和“傳遞”,從而避免了鍍層以形成微裂紋的方式釋放應力[3],使鍍層性能得到改善。本文以紫銅為基體,研究了刷鍍時間對單層鍍層及組合工藝對鍍層性能的影響,以獲得厚度大于20 μm、硬度高于300 HV的理想厚鎳鍍層。
2 實驗
2. 1 基材與裝置
基體材料為紫銅(其中Cu的質量分數>99.95%),尺寸為100 mm × 50 mm × 2 mm。主要實驗裝置為QF1717M型直流穩壓電源(深圳兆信電子儀器設備廠)和自制簡易石墨電極鍍筆。
2. 2 電刷鍍鎳
2. 2. 1 工藝流程
800#砂紙打磨─水洗─丙酮擦拭─無水乙醇清洗─電吹風吹干─電凈─水洗─活化─水洗─鍍打底鎳─水洗─鍍快速鎳或低應力鎳─水洗─干燥─性能測試。
2. 2. 2 配方與工藝
電刷鍍的工作電壓、溫度及鍍筆速率等工藝參數參考前人的相關研究,電凈、活化及不同電刷鍍鎳均在鍍筆速率為8 m/min及室溫下進行[4-5]。
電凈液由氫氧化鈉、碳酸鈉、磷酸三鈉、氯化鈉組成,10 ~ 30 s,7 ~ 12 V。
活化液由檸檬酸三鈉、檸檬酸、氯化鎳組成,10 ~30 s,5 ~ 10 V。
打底鎳鍍液由硫酸鎳、氯化鎳、鹽酸、冰乙酸組成,1 ~ 2 min,10 ~ 15 V。
快速鎳鍍液由硫酸鎳、氨水、檸檬酸銨、乙酸銨、草酸銨組成,10 ~ 30 min,5 ~ 10 V。
低應力鎳鍍液由硫酸鎳、硫酸鈉、乙酸、乙酸鈉、對氨基苯磺酸、十二烷基硫酸鈉組成,10 ~ 30 min,10 ~15 mV。
2. 3 性能檢測
2. 3. 1 厚度
采用日本奧林巴斯株式會社的金相顯微鏡直接測量鍍層厚度,同時觀察試樣的金相組織。每個試樣均在5個不同的位置測量,取平均值為鍍層厚度。
2. 3. 2 顯微硬度
采用上海材料試驗機廠的 HVS-1000型數顯顯微硬度計測定鍍層的顯微硬度,載荷為0.98 N,加載15 s。每個試樣均在 5個不同的位置測量,取平均值為鍍層的顯微硬度。
2. 3. 3 結合強度
采用循環淬火法定性測定刷鍍鎳層的結合強度。即先將試樣置于SRJX-4-13高溫箱式電阻爐(北京中興偉業儀器有限公司)中300 °C下保溫5 min后立即取出放入室溫水中驟冷,再300 °C下保溫5 min,再驟冷,如此循環,直至鍍層起皮或脫落,并記錄對應的淬火次數,以此評價鍍層的結合強度。
3 結果與討論
3. 1 刷鍍單層低應力鎳的結果及分析
圖 1為電刷鍍單層低應力鎳時,刷鍍時間對鍍層厚度和顯微硬度的影響。
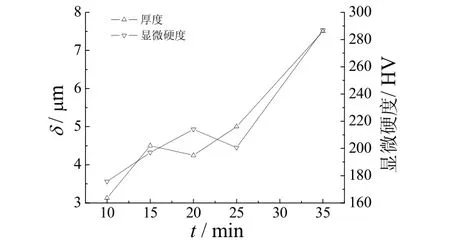
圖1 刷鍍時間對低應力鎳鍍層厚度和顯微硬度的影響Figure 1 Effect of brush plating time on thickness and microhardness of low-stress nickel coating
在電刷鍍低應力鎳的過程中,溶液中的金屬鎳離子在零件表面與陽極相接觸的各點上發生放電結晶[6-7],隨著刷鍍時間的延長,鍍層厚度增大,顯微硬度也隨之提高。在10 ~ 20 min范圍內,鍍層厚度呈線性增加且無任何起皮、龜裂等現象出現。但在刷鍍25 min左右時,鍍層厚度進一步增大,開始出現輕微脫落的現象;當刷鍍時間達到35 min時,鍍層表面局部出現較大面積的脫落和分離現象。
3. 2 單層快速鎳的結果及分析
圖2為電刷鍍單層快速鎳時,刷鍍時間對鍍層厚度和顯微硬度的影響。
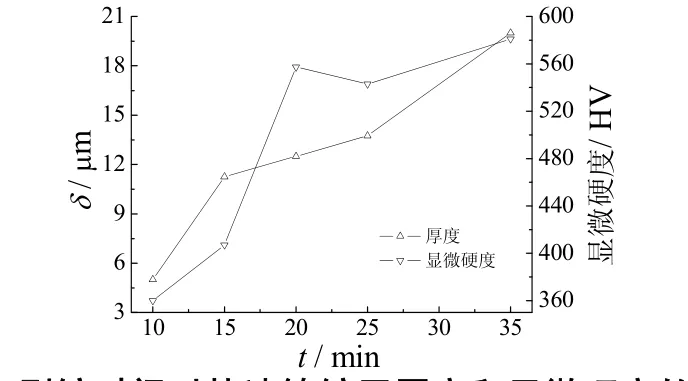
圖2 刷鍍時間對快速鎳鍍層厚度和顯微硬度的影響Figure 2 Effect of brush plating time on thickness and microhardness of fast-plated nickel coating
刷鍍單層快速鎳時,鍍層的變化趨勢與刷鍍單層低應力鎳時的結果相似。其顯微硬度和厚度總體上隨著刷鍍時間的增加而增大,但是同樣在刷鍍時間超過25 min時,鍍層脫落的現象隨著刷鍍時間的延長而加劇。
3. 3 組合I刷鍍的結果與分析
根據上述試驗結果,選擇刷鍍時間為15、20 min進行組合刷鍍試驗(組合I),其組合刷鍍試樣方案及結果見表1。
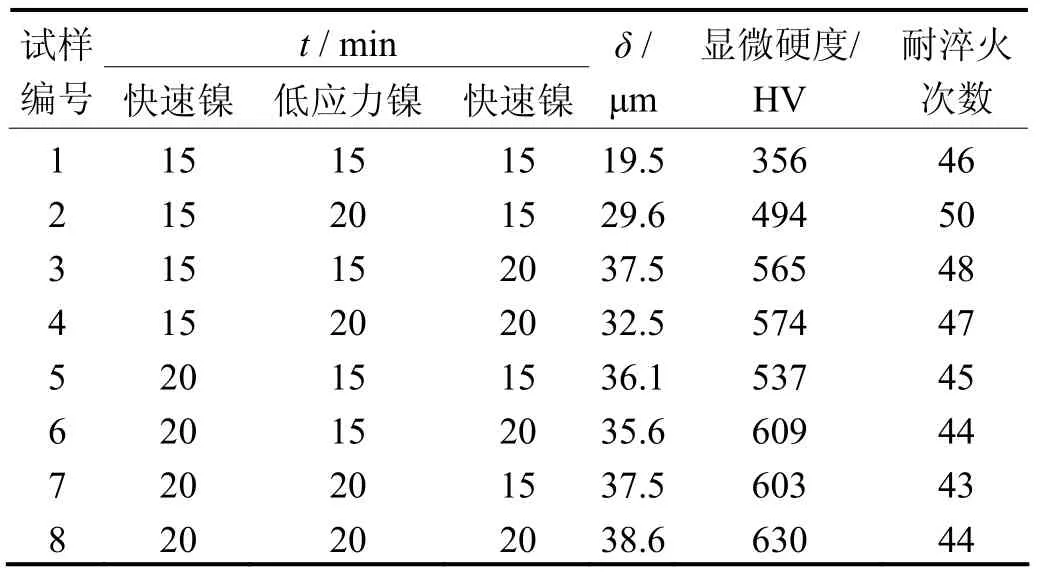
表1 組合刷鍍試驗方案及結果Table 1 Scheme and results of multi-brush plating
由上述實驗結果可以看出,組合方案所獲試樣的厚度、顯微硬度值,均隨刷鍍時間的延長而增加。各組合方案的耐淬火次數均達到40次以上,表明鍍層與基體結合良好。
3. 4 組合II刷鍍的結果及分析
從組合I方案中任選2組,將3個時間因素中的2個定為相同,對第三個時間因素進行比較,發現鍍層厚度大體上的增幅不大,鍍層厚度隨總時間延長的變化趨勢也很平緩。故選擇總時間最短的 1號方案的設計理念再次刷鍍(即組合 II),以便在相對較短的時間內獲得厚且結合力良好的鍍層,具體流程如下:
預處理─電凈、活化、打底─快速鎳15 min─低應力鎳15 min─快速鎳15 min─低應力鎳15 min─快速鎳15 min─性能測試。
將按組合II刷鍍得到的試樣鑲嵌、磨制、拋光后,用FeCl3腐蝕液腐蝕并觀察其金相組織,結果見圖3。
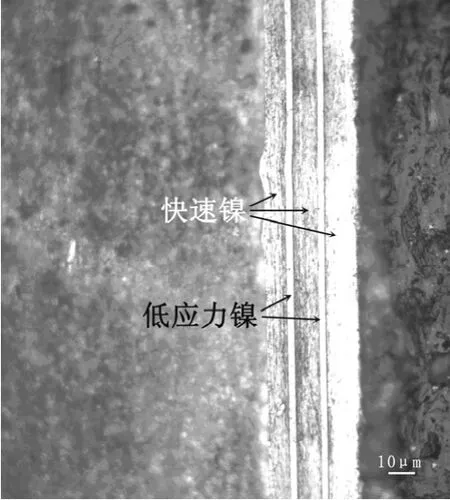
圖3 組合II刷鍍試樣的金相組織Figure 3 Metallographic structure of sample prepared through multi-brush plating II
鍍層按層狀模式生長,組織清晰、均勻、細膩,且鍍層和基體間及鍍層和鍍層間均緊密結合。快速鎳鍍層組織均勻,厚度較大,低應力鎳鍍層組織致密,厚度較小,鍍層的總厚度、顯微硬度分別達到50 μm和 400 HV,符合理想厚鎳鍍層的要求。
4 結論
(1) 單層低應力鎳鍍層、單層快速鎳鍍層及組合刷鍍層皆隨刷鍍時間的延長而增厚,且均與基體結合良好。
(2) 采用交替刷鍍15 min低應力鎳和15 min快速鎳的方法,可在銅基體上獲得較為理想的鎳鍍層,厚度、顯微硬度及耐淬火次數分別達到50 μm和400 HV、46次,組織清晰而均勻,各鍍層之間、鍍層與基體之間結合良好。這一組合刷鍍技術可用以解決一次刷鍍或刷鍍單層鍍層厚度不能滿足工況條件的難題。
[1] 賓勝武. 刷鍍技術[M]. 北京: 化學工業出版社, 2004: 160-169.
[2] 梁志杰. 現代表面鍍覆技術問答[M]. 北京: 化學工業出版社, 2004.
[3] 劉小兵. 論快速鎳超厚鍍層的刷鍍工藝[J]. 電刷鍍技術, 1994 (2): 14-15.
[4] 張云霞, 梁平, 任建成, 等. 刷鍍鎳–磷合金工藝的研究[J]. 電鍍與環保, 2003, 23 (1): 22-24.
[5] 黃登宇, 黃憲章. 銅基電刷鍍Ni–P合金研究[C] // 天津市電鍍工程學會第十屆學術年會論文集. 天津: 天津市電鍍工程學會, 2006: 89-91.
[6] 梁志杰. 現代表面鍍覆技術[M]. 北京: 國防工業出版社, 2005: 42-82.
[7] 惠文華. 電刷鍍鎳–磷合金的研究[J]. 電刷鍍技術, 1990 (1): 14-23.
Multi-brush plating process for thick nickel coating on pure copper substrate //
LIAO Lei, LIU Jin-yun*, ZHANG Shu, HAN Tian-long, XU Hai-sen
The effects of fast and low-stress nickel brush plating time on the thickness, microhardness, and adhesion strength of nickel coating on pure copper substrate were studied. The suitable brush plating time for single-layer fast or low-stress nickel coating is 15-20 min. The thickness, microhardness, and quenching resistance of the coating obtained by brush plating fast and low-stress nickel coatings for 15 min alternately is up to 50 μm, 400 HV, and 46 times respectively. The structure of the coating is clear and uniform, and the adhesion between coatings or between coating and substrate is good, meeting the performance requirements of ideal thick nickel coating.
pure copper; brush nickel plating; thickness; microhardness; adhesion strength
School of Material Science and Engineering, Xihua University, Chengdu 610039, China
TQ153.12
A
1004 – 227X (2012) 01 – 0023 – 03
2011–08–15
2011–09–02
廖磊(1986–),男,四川德陽人,在讀碩士研究生,主要研究方向為材料現代表面工程技術。
劉錦云,教授,(E-mail) liujyun@163.com。
[ 編輯:周新莉 ]