基于聚合物PVT特性等比容積保壓控制方法研究
2012-11-23 10:51:30張盛桂謝鵬程何雪濤丁玉梅楊衛(wèi)民
中國塑料 2012年10期
張盛桂,謝鵬程,何雪濤,丁玉梅,楊衛(wèi)民
(北京化工大學(xué)機電工程學(xué)院,北京100029)
0 前言
聚合物材料從粒料(或粉料)經(jīng)過塑化、填充、壓縮、保壓、冷卻定形成為制品,這是注射成型的一般過程。但是由于材料和模具的多樣性,需要采用不同工藝參數(shù),如果控制工藝參數(shù)選擇不當,無論填充情況理想與否,都會影響最終制品的質(zhì)量,甚至造成廢品。使每次成型的制品保持相同的質(zhì)量、取向、尺寸收縮率,是注射成型控制所要達到的目標[1]。為達到這一目標,本文提出一種等比容保壓控制方法,即熔融物料在螺桿的推動下進入模腔后,精確控制好保壓壓力,在等比容控制階段物料不再進出模腔,其實質(zhì)就是聚合物的比容積在保壓過程中隨著溫度的冷卻始終保持不變。為實現(xiàn)等比容控制,關(guān)鍵在于保壓壓力的設(shè)置,因此保壓壓力是最關(guān)鍵的過程控制參數(shù)。
Bandreddi等[2]研究了保壓曲線的形狀,通過仿真結(jié)果比較了恒壓保壓、遞增階躍保壓和遞減階躍保壓對制品收縮的影響。其結(jié)果表明,遞減階躍保壓可以形成最均勻的壓力分布,從而帶來最均勻的制品厚度分布。王建等[3]研發(fā)了一種利用聚合物PVT關(guān)系在線控制技術(shù),利用控制熔體壓力和溫度關(guān)系實現(xiàn)了對熔體比容的控制,從而可以大幅度提高制品質(zhì)量重復(fù)精度。從上述研究可以看出,在保壓過程中,保壓壓力的設(shè)置對制品的最終成型質(zhì)量有著至關(guān)重要的作用。因此,本文基于聚合物的PVT特性曲線,采用修正的雙域Tait方程計算等比容保壓壓力,提出了一種等比容保壓過程的控制方法。
1 PVT控制技術(shù)
聚合物的PVT特性,即壓力、比容、溫度之間的相互關(guān)系,是聚合物材料的本質(zhì)屬性[4],3個參數(shù)屬于工藝,在聚合物的生產(chǎn)、加工以及應(yīng)用等方面有著十分重要的作用。無論聚合物的狀態(tài)如何,壓力、溫度、比容這3個狀態(tài)參數(shù)都會按照一定的規(guī)律變化,與加工手段和條件無關(guān)。如圖1(a)和(b)分別為結(jié)晶型材料和無定形材料的典型PVT特性,從圖中可以清楚地看出聚合物壓力、溫度和比容之間的關(guān)系。在注射成型過程中,聚合物材料被加熱到熔融態(tài),并在很高的壓力下注射到模具型腔中,經(jīng)歷了從高溫、高壓到迅速冷卻和壓力下降的過程,之后由熔融態(tài)轉(zhuǎn)變?yōu)楣虘B(tài),同時聚合物材料的各種物性參數(shù)也經(jīng)歷了一連串劇烈的變化,這都和溫度、壓力有很大的關(guān)系。特別是聚合物的比容決定著最終成型制品的性能和質(zhì)量。若最終成型制品的密度太小,會導(dǎo)致強度不夠;若密度不均勻則會產(chǎn)生內(nèi)部殘余應(yīng)力發(fā)生翹曲變形等。
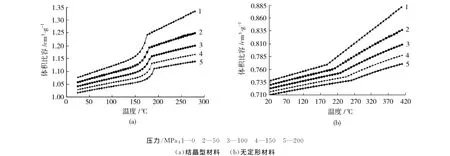
圖1 典型聚合物PVT特性曲線Fig.1 Typical PVT diagrams of polymer
質(zhì)量重復(fù)精度就是評價注塑機精度的一項重要指標。研究表明,影響制品質(zhì)量重復(fù)精度的因素很多,但本質(zhì)區(qū)別則是制品中不同比容的差異。PVT關(guān)系特性是高分子材料的固有物理特性,高分子材料由原料經(jīng)過加工成為產(chǎn)品的過程中,材料壓力-溫度-比容參數(shù)持續(xù)變化,而三者之間始終遵循PVT特性規(guī)律。注射成型中無論采用何種過程控制方式都無法脫離對材料PVT關(guān)系的依賴,并可在材料PVT關(guān)系曲線中找到對應(yīng)的加工路徑。如圖2所示,路線1-3-5-7-8為制品“零收縮率”的加工工藝路徑[5]。圖2中,V1、V2的意義將在模擬計算部分給以詳細說明。但是采用這種工藝路線需要較高的注射壓力,另外還要考慮其在工作過程中的壓力損失,這樣就有可能使其所需的注射壓力及鎖模力超出現(xiàn)有注塑機所具備的水平,而使該工藝路線無法實施。因此,在實際加工過程中應(yīng)該采用如圖3所示的A-B-C-D-E-F的工藝路線。在圖3中,A-B-C段是注射充模階段,即物料在螺桿的推動下,流經(jīng)噴嘴、流道后注入并充滿型腔;C-D段是等壓壓縮階段,物料在保壓壓力的作用下繼續(xù)進入型腔以補償物料因冷卻引起的體積收縮;而D-E段是等比容保壓階段,即此時型腔的物料不再增加或減少,隨著型腔溫度的降低,保壓壓力有規(guī)律地減少以保持型腔中的物料不會倒流或者增加;E-F段是常壓冷卻階段。其中,等比容保壓階段是本文研究的重點。
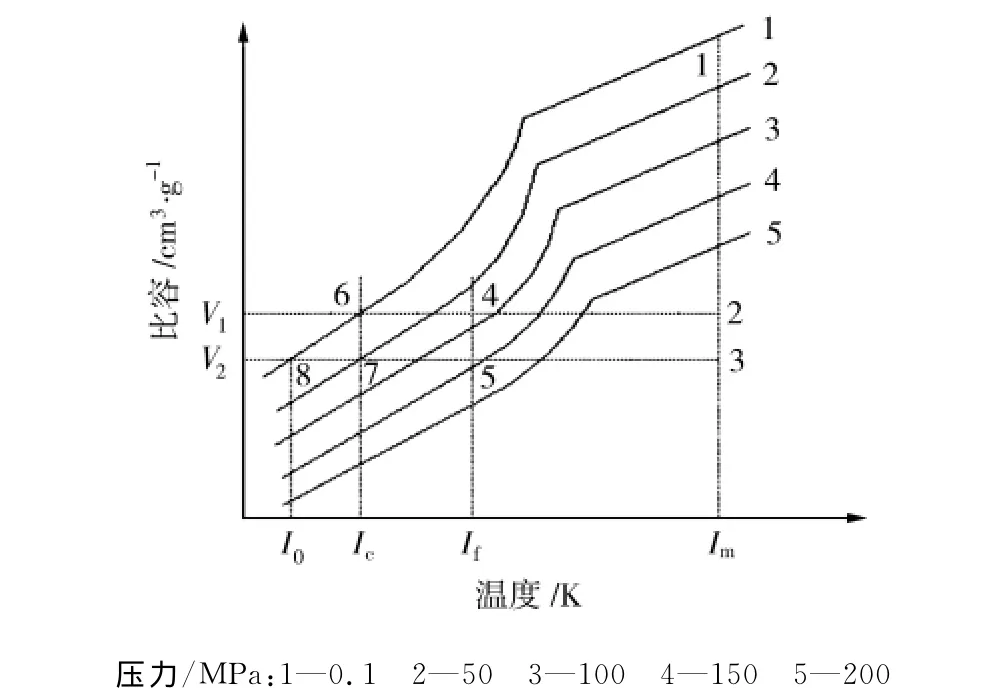
圖2 注射成型加工工藝路線示意圖Fig.2 Process route for injection molding
不同控制方法得到的注塑制品重復(fù)精度之所以存在差別,其根本原因在于所采用的控制方法對材料PVT參數(shù)控制重復(fù)精度的差別。通過提高制品從熔融注射到冷卻成型路徑在PVT圖上的重復(fù)性,從而提升最終制品質(zhì)量重復(fù)精度。為實現(xiàn)這一目標,本文提出在注射成型中采取等比容保壓過程控制的方法。
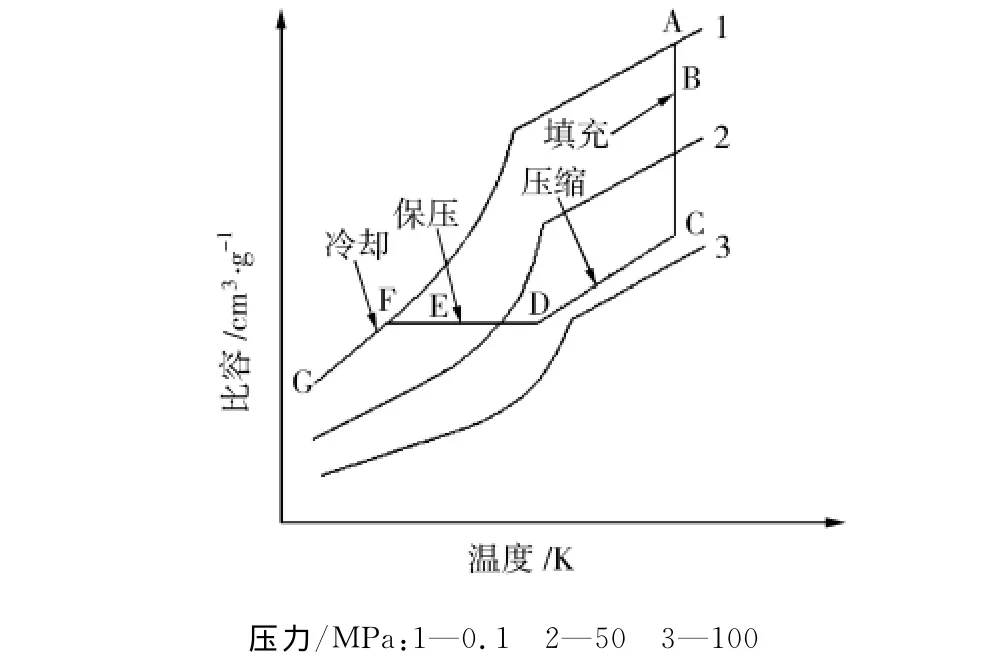
圖3 注射成型聚合物的PVT關(guān)系示意圖Fig.3 PVT relationship of injection molding polymer
2 最佳保壓壓力曲線的確定
修正的雙域的Tait狀態(tài)方程是目前注射成型領(lǐng)域描述聚合物PVT關(guān)系最常用的狀態(tài)方程,主要依托于實驗數(shù)據(jù),是目前以經(jīng)驗方法建立PVT狀態(tài)方程中精度最高的[6-7]。修正的雙域Tait狀態(tài)方程表達式為:

式中 V(T,P)——在溫度和壓力條件下的比容,cm3/g
V0——在零壓下的比容,cm3/g
C——普適常數(shù),C=0.0894
B——材料的壓力敏感度,Pa
因此,本文采用修正的雙域的Tait狀態(tài)方程來研究等比容保壓過程的保壓壓力曲線。
通過計算所選材料的固體比容積值,由此計算出在實際加工中的機筒溫度下所需要的壓力值,若此壓力值超出一般注塑機的注射壓力,則不能采用圖2中的路線1-3-5-7-8“零收縮率”的保壓壓力曲線。此時應(yīng)當采用在注塑機最高的保壓壓力下先恒壓保壓一段時間,再進行等比容積保壓。若先進行恒壓保壓時,應(yīng)盡量減少這階段的保壓過程,以使得在等比容積保壓過程中,降低保壓壓力的變化率,增加這種等比容積保壓在實際加工應(yīng)用中的可能性。如圖4(b)所示,壓力變化情況非常迅速,這在實際加工中是難以實現(xiàn)的,所以將采用圖4(a)所示的壓力來模擬保壓過程,降低對機器硬件的要求。

圖4 TPU在等比容積保壓下的壓力曲線Fig.4 Packing pressure profile under isosteric packing for TPU polymer
由上述的分析,計算出在200MPa保壓下,聚合物的比容積隨不同溫度轉(zhuǎn)等比容積保壓變化的曲線,如圖5所示。本文采取以熔體溫度信號為控制信號,溫度為250℃時先用200MPa的壓力進行恒壓保壓,到熔體溫度為235℃開始轉(zhuǎn)等比容積保壓,保壓結(jié)束點的溫度為頂出溫度80℃,然后進行常壓冷卻。聚合物的比容積值V2就由轉(zhuǎn)等比容積保壓的起始點決定,由圖5擬合的一次多項式可得V2=1.1410cm3/g,而聚氨酯(TPU)聚合物的固體密度為0.90462g/cm3,即比容積為V1=1.1054cm3/g。而制品的體積收縮率計算公式為:

將V1、V2代入式(2)中,得s=1.05%。
3 數(shù)值模擬分析
3.1 選用的聚合物材料
在Moldflow材料庫里選取一種材料為TPU,制造商為美國舒爾曼公司,牌號是620-31。熔體溫度(即機筒溫度)為250℃,模具溫度為60℃。其物性參數(shù)值如表1所示,樣品形狀如圖6所示。
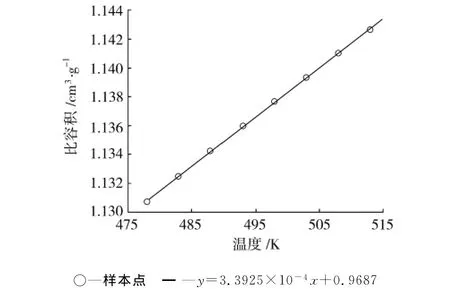
圖5 保壓壓力為200MPa時聚合物比容積變化曲線Fig.5 Curve of polymer specific volume when the packing pressure was 200MPa

圖6 測試樣品的有限元網(wǎng)格圖Fig.6 Finite element mesh map of the test sample
3.2 數(shù)值模擬分析
本文利用成熟的模流分析軟件Moldflow,對PVT等比容控制進行仿真模擬。作為對比,分別進行常壓保壓控制、線性遞減控制和PVT等比容控制的CAE模擬分析。但是在Moldflow里對保壓過程的設(shè)置是壓力(P)-時間(t)曲線,為了能夠?qū)崿F(xiàn)在等比容控制下聚合物壓力(P)-溫度(T)的設(shè)置,本文先進行常壓保壓模擬。在Moldflow模擬分析中,熔體溫度隨時間變化曲線與保壓控制方式無關(guān)。因此,從常壓保壓模擬結(jié)果中可以獲得制品在保壓冷卻過程的溫度(T)-時間(t)變化曲線,并利用這一曲線在Moldflow里將PVT等比容保壓控制所要求壓力(P)-溫度(T)控制過程轉(zhuǎn)變?yōu)閴毫Γ≒)-時間(t)控制。
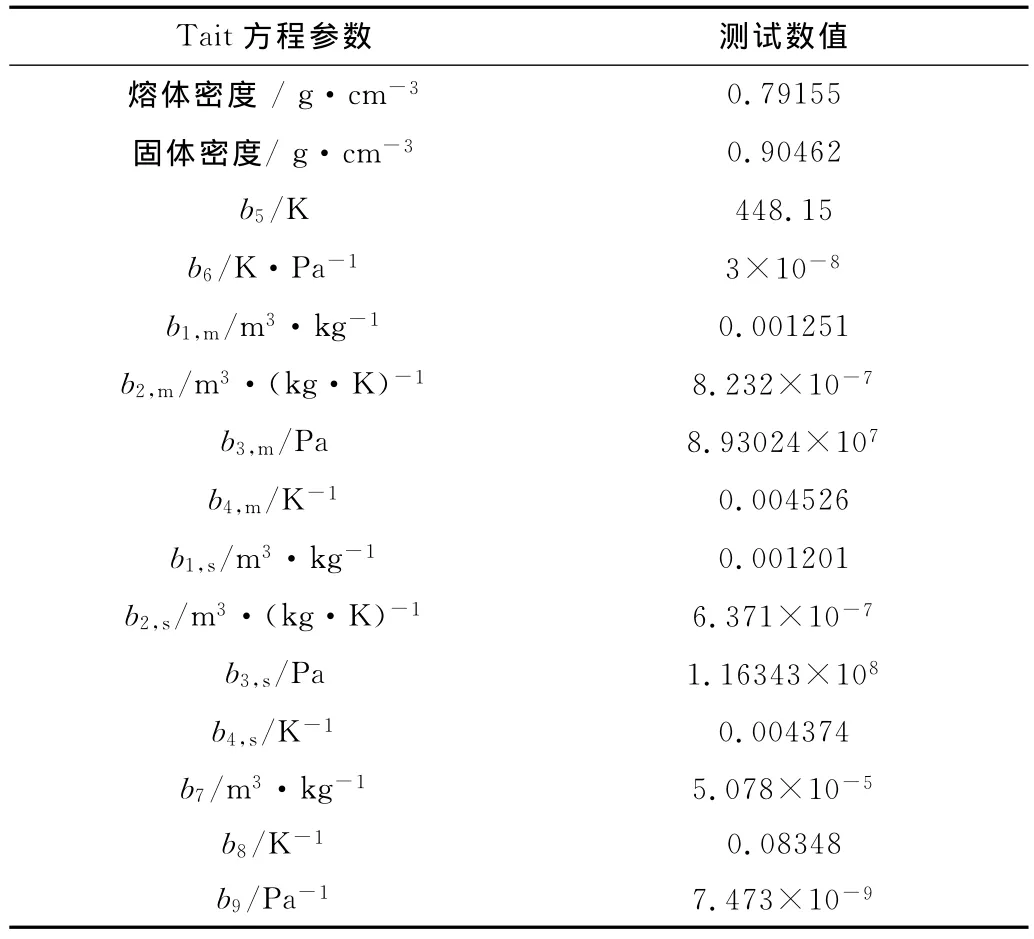
表1 TPU的PVT物性參數(shù)Tab.1 PVT parameters of TPU
在制品的保壓過程中,采用TPU熔體溫度為235℃轉(zhuǎn)等比容積保壓,利用修正的雙域Tait方程計算出在等比容積保壓下的壓力變化曲線P(T)。計算過程為,以聚合物在235℃、200MPa下的比容值V2,將冷卻過程中制品的溫度變化值代入Tait方程,這樣就得到了壓力變化曲線P(T)。計算結(jié)果與常壓保壓、線性遞減保壓的設(shè)置如表2所示。其中表2的T(℃)-t(s)變化曲線是在制品的冷卻分析過程中,由制品的體積溫度取平均值而來的。
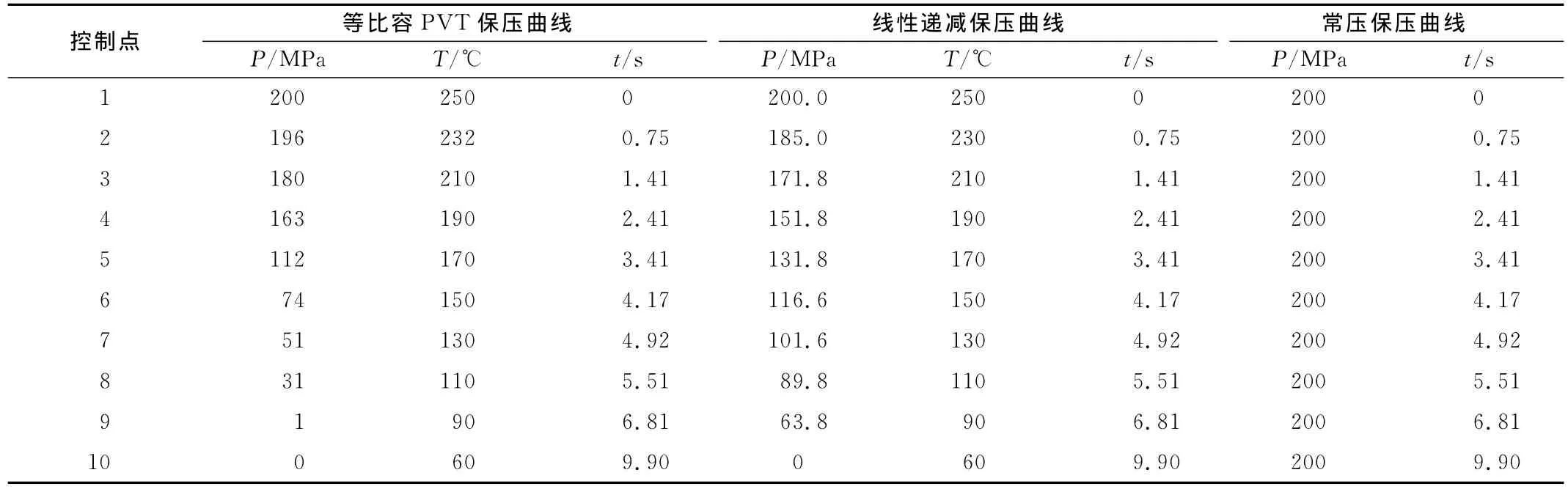
表2 常壓保壓、線性遞減保壓和PVT等比容積保壓壓力曲線設(shè)置Tab.2 Packing pressure curves set of constant,linear decrease and isosteric PVT packing
模擬結(jié)果如圖7所示,線性遞減比常壓保壓的保壓效果好,變形翹曲量和頂出時的收縮率都明顯減小。而PVT等比容積的保壓效果比這兩種方式的保壓效果都好。另外,從圖7(f)可以看出,制品在澆口附近最大的體積收縮率為0.9375%,這與上文計算得到的體積收縮率s=1.03%很相近,再一次驗證了等比容積保壓的實效性。從表2可以看出,PVT等比容積保壓曲線的設(shè)置也是線性遞減的,所以PVT等比容積保壓可以看作是線性遞減保壓的特例,是線性遞減保壓中最優(yōu)的,在等比容保壓過程中模腔壓力始終等于保壓壓力。總之,同比常壓保壓和線性遞減保壓,PVT等比容保壓有著更好的保壓效果,而且在等比容保壓下制品的體積收縮率可以得到較精確的預(yù)測,這對于注射成型過程控制來說有著非常重大的指導(dǎo)意義。
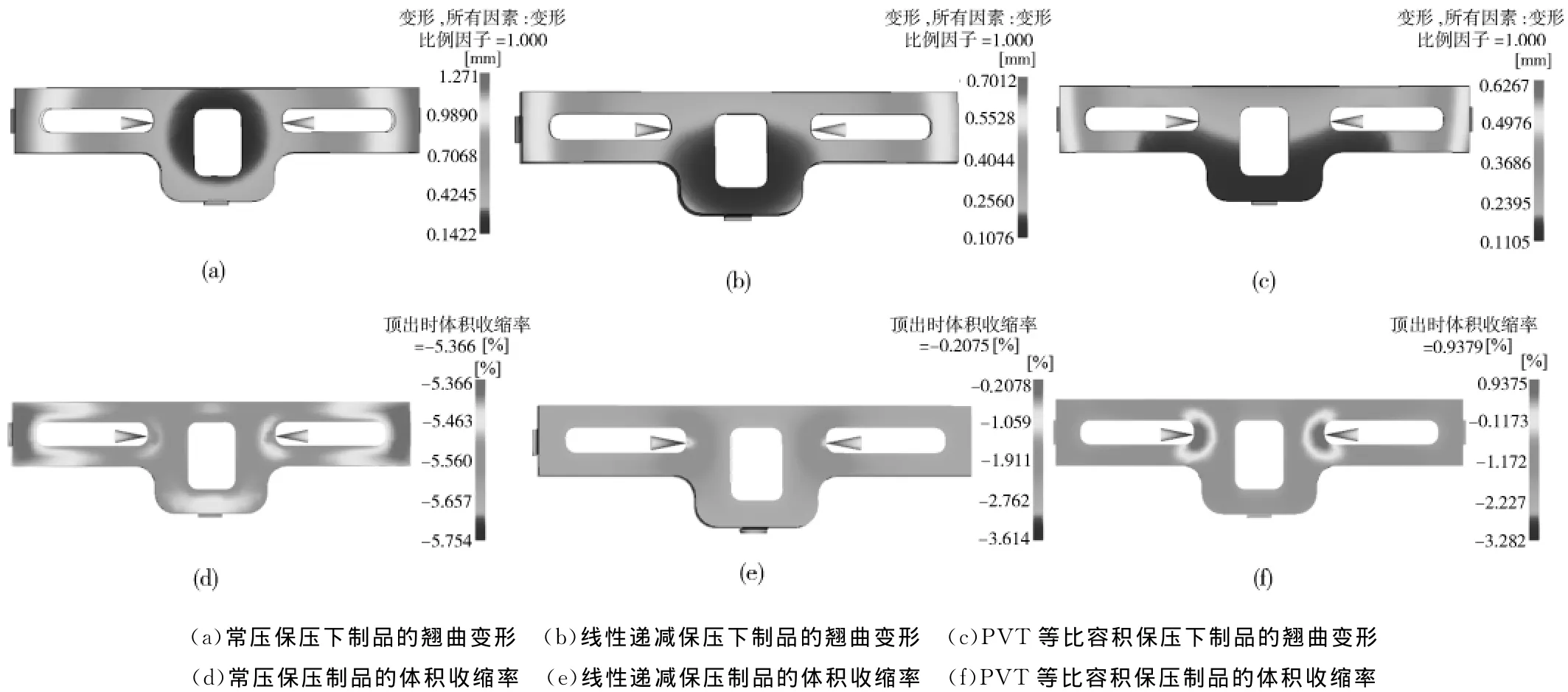
圖7 不同保壓方式下制品的翹曲變形和頂出時的體積收縮率Fig.7 Warping deformation and the shrinkage of volume rate of the products under different packaging methods
4 結(jié)論
(1)借助Tait方程計算出了在等比容保壓下的壓力-溫度變化曲線;利用Moldflow中冷卻分析結(jié)果中熔體溫度-時間的關(guān)系曲線,將等比容控制過程所要求的保壓壓力-溫度轉(zhuǎn)換為保壓壓力-時間設(shè)置,從而實現(xiàn)等比容保壓過程的模擬;
(2)與常壓保壓控制和線性遞減保壓相比,采用PVT等比容積保壓方法能較大幅度地提高制品的最終質(zhì)量,即降低最終產(chǎn)品的體積收縮率并提高其分布均勻性,降低制品變形翹曲量并使其分布更均勻;
(3)改變現(xiàn)有機型的保壓控制方法,采用PVT等比容積保壓可有效改善制品成型質(zhì)量,為制品精密注射成型工藝參數(shù)優(yōu)化提供了可行的方案。
[1]陳 鋒.塑料注射成型的PVT狀態(tài)曲線及其應(yīng)用[J].輕工機械,2000,(4):5-10.Chen Feng.PVT State Diagram for Plastics Injection Molding and Its Application[J].Light Industry Machinery,2000,(4):5-10.
[2]Bandrcddi M,Nunn R,Malloy R.An Investigation of Time Based Holding Pressure Profiles[C]∥SPE Annual Technical Conference Paper.United States:Publ by Soc of Plastics Engineers,1994:348.
[3]王 建,楊衛(wèi)民,謝鵬程,等.利用聚合物PVT關(guān)系在線控制技術(shù)的實驗研究[J].材料科學(xué)與工藝,2011,19(3):144-148.Wang Jian,Yang Weimin,Xie Pengcheng,et al.Experimental Study of On-line Control Technique by Polymer PVT Relationships[J].Materials Science &Technology,2011,19(3):144-148.
[4]王 建,楊衛(wèi)民,謝鵬程,等.聚合物PVT關(guān)系在線測試技術(shù)[J].塑料工業(yè),2008,36(10):28-30.Wang Jian,Yang Weimin,Xie Pengcheng,et al.On-line Testing Technique of Polymer Pressure--Volume-Temperature Relationship[J].Plastics Industry,2008,36(10):28-30.
[5]章錦雷,陳小強,莊 儉.基于聚合物熔體PVT參數(shù)的注射過程保壓控制技術(shù)[J].塑性工程學(xué)報,2010,6(3):162-165.Zhang Jinlei,Chen Xiaoqiang,Zhuang Jian.Study on the Controlling Technology of Injection and Pressure Holding Based on PVT Diagram[J].Journal of Plasticity Enginee-ring,2010,6(3):162-165.
[6]Chang R Y,Chen C H,Su K S.Modifying the Tait Equation with Cooling-rate Effects to Predict the Pressurevolume-temperature Behaviors of Amorphous Polymers:Modeling and Experiments[J].Polymer Engineering and Science,1996,36:1789-1795.
[7]王 建,楊衛(wèi)民,謝鵬程.一種描述無定形聚合物PVT關(guān)系的雙域Spencer狀態(tài)方程[C]//第五屆兩岸三地先進成型技術(shù)與材料加工研討會.北京:北京化工大學(xué),2008.
