基于工件表面誤差的薄壁件切削力系數計算*
2012-11-24 04:42:00侯軍明汪木蘭王保升
組合機床與自動化加工技術 2012年10期
侯軍明,汪木蘭,王保升,袁 勤
(南京工程學院a.先進制造技術工程中心;b.先進數控技術江蘇省高校重點建設實驗室,南京 211167)
0 引言
切削力的計算對評估設備的機械加工性能以及刀具的磨損、表面誤差、加工精度等都具有重要影響。而切削力系數是計算切削力的重要參數之一,所以切削力系數的求解對于切削力的計算以及切削過程中的誤差補償等具有重要意義。
根據對切削變形機理的分析可知,工件切削過程中的表面誤差形成的主要原因有以下兩方面:一方面是切削力所導致的工件彎曲變形和刀具彎曲變形所造成的誤差,另一方面是由于刀具的徑向跳動所引起的工件表面誤差。對于薄壁零件的加工變形,前者造成的影響大于后者,所以本文主要就工件以及刀具彎曲變形與切削力之間的關系進行分析。
1 理論模型的建立
1.1 受力情況分析
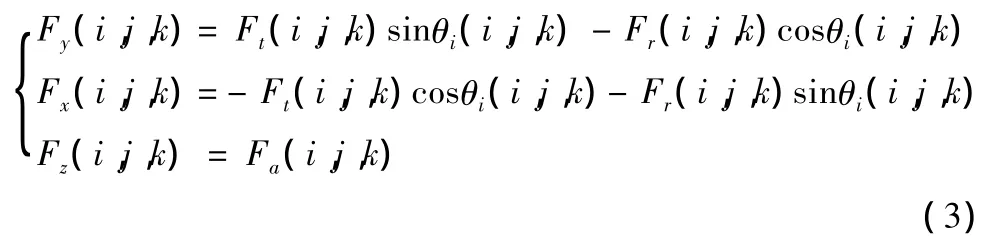
首先,對銑刀的受力情況進行分析,現將刀具劃分為若干個微元,對切削過程中的單個微元的受力情況進行分析。根據理論分析可知,單個微元在加工過程中的切向受力Ft和徑向受力Fr可以表示為[1]:

式中KT和KR分別表示切向和徑向切削力系數,h(θ(i,j,k))表示瞬時切削厚度。繼續將以上微元的切向和徑向受力轉換為 x、y、z方向的受力 Fx、Fy、Fz如下:
通過對切削過程的變形機理進行分析,發現引起刀具和工件發生彎曲變形的主要因素是y方向的受力即FY,如圖1所示。而FY是刀具上劃分的微元在y方向的受力之和,則刀具y方向的瞬時受力FY(θ)用公式表示為:

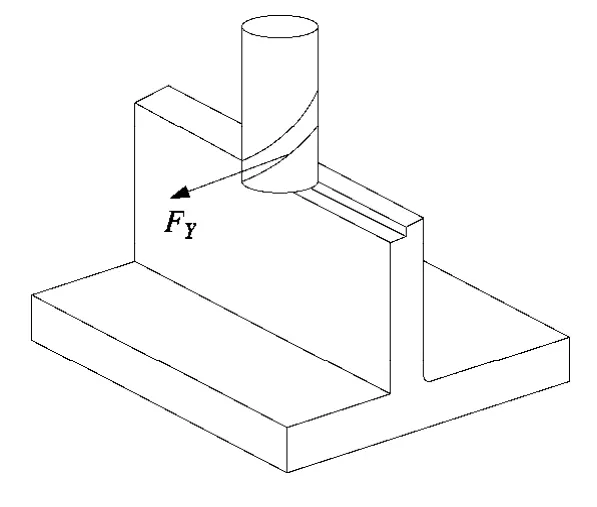
圖1 切削示意圖
1.2 刀具產生的彎曲變形分析
刀具在切削過程中受力所產生的誤差δ(h)可以分為三個方面:①刀具切削槽部分彎曲變形所產生的誤差;②無切削槽部分刀具的彎曲變形所產生的誤差;③角度變化所產生的誤差。即:

現將上述三種誤差計算公式表示如下:
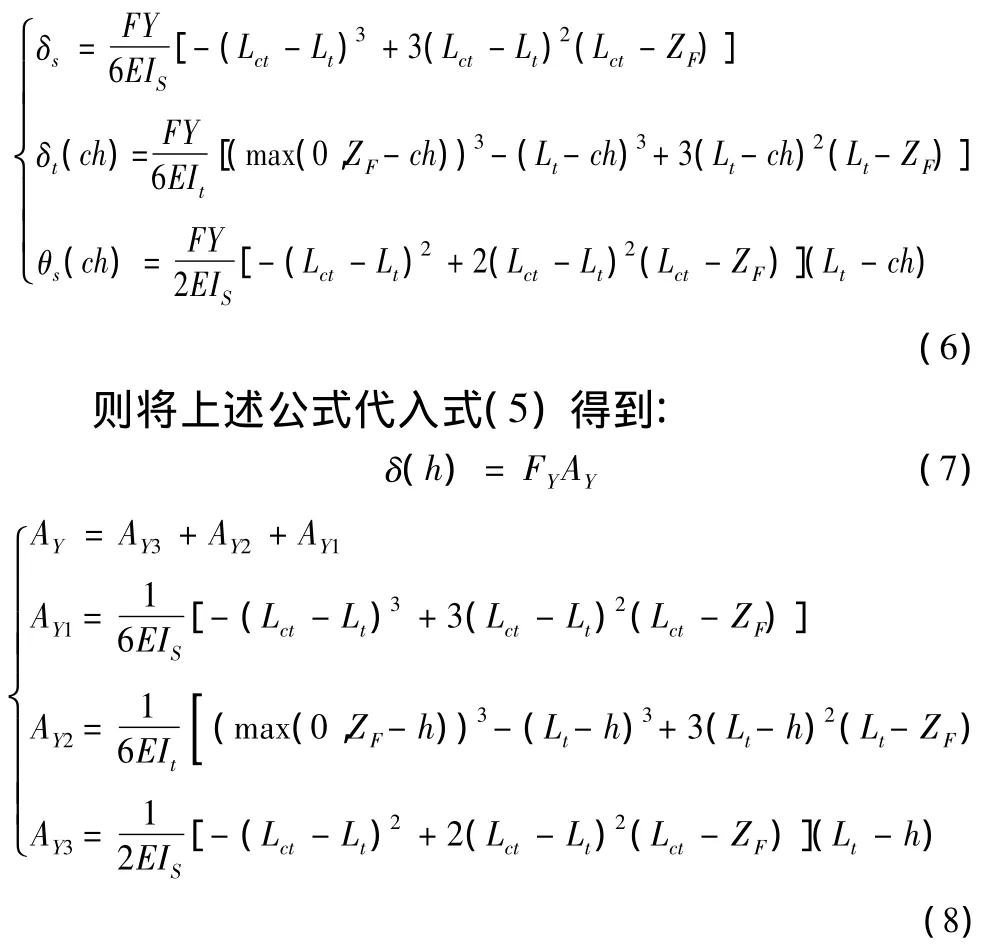
其中E為刀具的彈性模量,IS刀具非切削刃部分的彎曲力矩,Lct刀具未夾持部分的總長度,Lt切削刃部分的長度,ZF刀具切削刃的切削深度,It刀具切削刃部分的彎曲力矩。
1.3 工件產生的彎曲變形分析
對于鋁合金薄壁零件而言,加工過程中的工件彎曲變形也是影響Y向加工精度一項重要因素。下面將進一步分析工件的彎曲變形機理以及相應的計算公式。
工件的變形可以簡化為三邊固定一邊自由的矩形板,矩形板受到線性載荷(刀具對板的作用力)后的撓度即為工件的彎曲變形值。
首先根據彈性力學理論[2-4],三個固定邊需要滿足的邊界條件為:
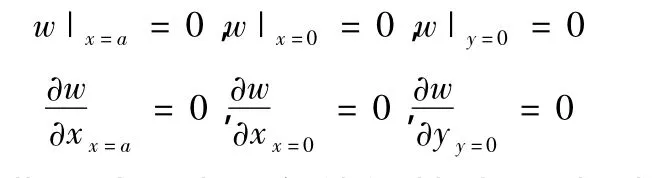
現在滿足以上邊界條件的基礎上,提出撓度函數為[5-6]:

其中,w 為撓度,cm,n為系數,a,b為被切削工件的長和寬。
1.4 刀具變形和工件變形的疊加
通過上述分析可知,加工零件表面誤差δm可以歸結為刀具變形δ(h)和工件撓度w的累積,即δm=δ(h)+w。
通過轉換得到矩陣表示形式如下:

通過MATLAB對矩陣進行擬合求解,求得KT和KR的值,其中 KT=Ct1(h)-kt1,KR=Ct2(h)-kt2,從而得到切削力系數的解。
2 試驗測量方法
為驗證上述理論模型的有效性,分別進行了切削力測量試驗和切削后工件的表面誤差測量。
2.1 切削力測量試驗
切削力測量試驗在DMG高速銑削機床上完成,采用Kistler測力儀測量。加工過程的切削力采用直徑12mm的三刃平底立銑刀進行加工。設計試樣分別為2mm和4mm的薄壁試樣,薄壁高度為30mm,如圖2所示。兩個試樣的切削參數均為主軸轉速104rpm,每齒進給量0.2mm,徑向切深為1mm,軸向切深3mm。
2.2 表面誤差的測量
根據上述理論推導,要求得切削力需要已知量表面誤差δm,所以通過試驗方法測量表面誤差δm尤為重要。本次試驗是在美國Brown&Sharpe公司的Mistral070705型三坐標測量機上進行的,最高測量精度為1.5μm。選用直徑1mm測頭對加工完成的側壁進行測量,如圖3所示。測量步距根據切削的每轉轉過的長度t=計算設定為0.05mm,從而獲得測量數據。
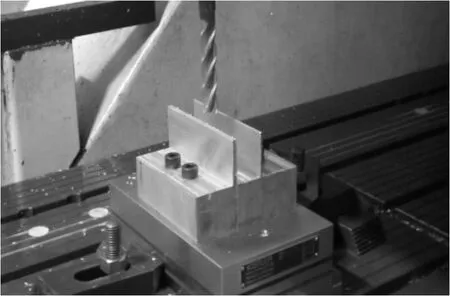
圖2 切削力測量試驗
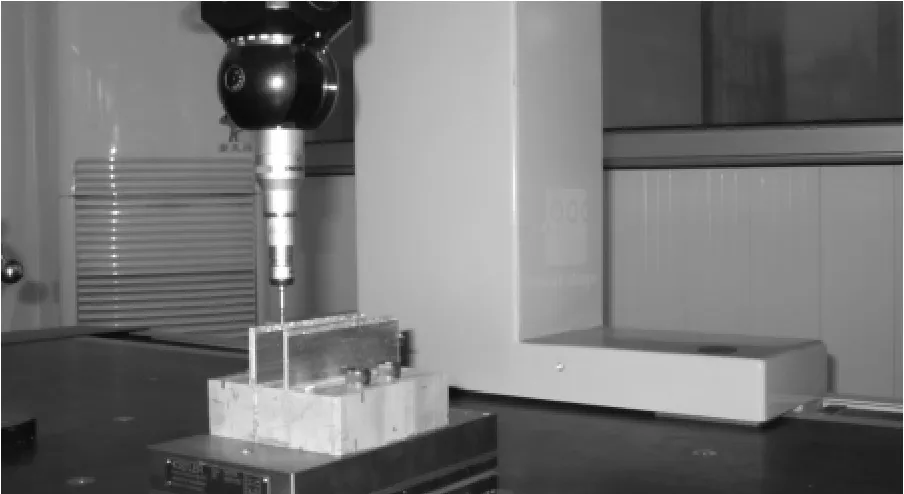
圖3 三坐標測量表面誤差試驗
3 實驗驗證分析
現將三坐標測量的表面誤差數據代入理論模型對切削力系數進行求解,并根據切削力系數對壁厚2mm和4mm的加工切削力預測,預測結果和試驗結果對比如圖4和圖5所示。
圖4為壁厚2mm的薄壁試樣,圖5為壁厚4mm的薄壁試樣,軸向切深3mm,徑向切深1mm。現將理論模型的模擬曲線和測力儀測量的切削力曲線比較發現:測量曲線三個刀齒切削力不一致,其中第一個齒和第三個齒切削力明顯大于中間刀齒,主要是由于刀具偏心和刀具徑向跳動造成。而模擬曲線是根據平均切削力系數計算得出,所以三個刀刃切削力大小基本一致,預測值為刀具旋轉一周所測得切削力的實際測量的平均值。預測切削力波形與實際切削力波形基本吻合,模擬結果略大于實際切削結果。
對圖4和圖5的兩個試樣的切削力比較,可知壁厚4mm的試樣切削力大于2mm的薄壁件,主要影響因素應為工件以及刀具的彈性變形使刀具切除量減小,造成切削力的降低。另外,由于模型計算的為平均切削力系數,所以對于刀具偏心引起的徑向跳動不能達到精確預測的效果。為了降低刀具偏心造成的切削力偏差較大現象,可在加工前采用機外對刀儀等對刀具進行調整。
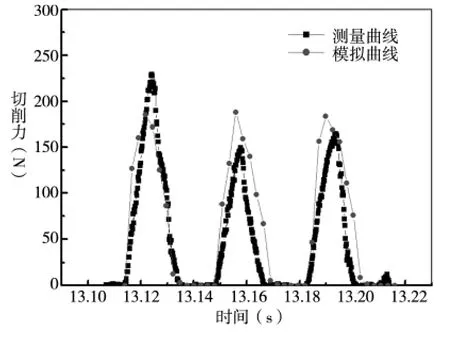
圖4 壁厚2mm工件切削力比較
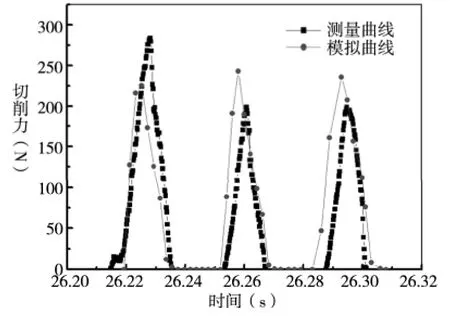
圖5 壁厚4mm工件切削力比較
切削力的預測對實際加工中工件的表面質量以及切削精度都有著重要的影響,為提高切削精度而進行補償提供了依據。
4 結束語
本文建立了一種通過表面誤差反推切削力的理論模型。通過三坐標測量機測量表面誤差,代入理論模型計算切削力,并且與測力儀的結果進行比對。結果顯示,模型預測的結果略小于試驗測量的曲線,切削力變化規律互相吻合。
以上方法通過加工誤差反推切削力,對加工誤差的預測以及補償具有參考價值。
[1]Mariana Dotcheva,Huw Millward,etal.The evaluation of cutting-force coefficients using surface error measurements[J].Journal of materials processing technology,2008,196:42-51.
[2]張福范.彈性薄板[M].北京:科學技術出版社,1965.
[3]壽楠椿.彈性薄板彎曲[M].北京:高等教育出版社,1987.
[4]張伯霖,楊慶東,陳長年.高速切削技術及應用[M].北京:機械工業出版社,2002.
[5]劉遠祥,李小寧.虛擬加工過程薄壁工件銑削變形模型研究[J].機械設計與制造,2006(3):80-82.
[6]劉戰強,萬熠,艾興.高速銑削中切削力的研究[J].中國機械工程,2003,14(9):734-737.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21