基于正交試驗的玻璃鋼錨桿工藝參數優化
2012-11-25 03:09:08郎洪芳張先峰
中國煤炭 2012年9期
潘 越 郎洪芳 張先峰 陳 尉
(1.河北工程大學機電工程學院,河北省邯鄲市,056038;2.邯鄲市晟錨支護材料有限公司,河北省邯鄲市,056038)
基于正交試驗的玻璃鋼錨桿工藝參數優化
潘 越1郎洪芳1張先峰2陳 尉1
(1.河北工程大學機電工程學院,河北省邯鄲市,056038;2.邯鄲市晟錨支護材料有限公司,河北省邯鄲市,056038)
基于正交試驗的方法,首先對玻璃鋼錨桿成型工藝參數進行了多因素多水平試驗,然后通過對試驗數據的分析,確定了影響錨桿性能的關鍵工藝參數,并由此得出錨桿成型的最佳工藝參數組合方案。
玻璃鋼錨桿 性能指標 正交試驗 工藝參數
玻璃鋼(玻璃纖維增強塑料)錨桿作為一種新型材料錨桿,是以玻璃纖維為增強材料,不飽和聚酯樹脂為基體材料,并通過摻入適量輔助劑(如阻燃劑、抗靜電劑等)經連續拉擠成型和纏繞工藝相結合方式生產出的一種新型復合材料巷道支護錨桿。近年來,玻璃鋼錨桿產業在我國得到了長足發展。然而又因其生產效率較低、產品性能穩定性差已逐漸成為制約大規模發展的瓶頸。文章參考以往對玻璃鋼錨桿拉擠成型技術工藝條件的研究成果,確定影響錨桿性能指標的4項主要因素包括樹脂的粘度、加熱時間、加熱溫度和冷卻方式,并通過4因素3水平正交試驗方法優化工藝參數,達到規范生產和提高錨桿質量的目的。
1 正交試驗設計基本思想
正交試驗設計是利用正交表進行科學地安排與分析多因素多水平試驗的方法。它根據正交性從全面試驗中挑選出部分有代表性的點進行試驗,這些有代表性的點具備了“均勻分散,齊整可比”的特點。
試驗中需要考察的、可以控制的條件稱為因素或因子,因素的每一個狀態或等級稱為因素的一個水平。每個因素的各個不同水平在試驗中出現了相同的次數;任何兩個因素的各種不同水平的搭配,在試驗中都會出現相同的次數。通過對少數試驗方案結果的分析,推斷出最優組合方案。
2 錨桿主要性能指標測試方法
衡量錨桿質量的主要性能指標包括抗拉強度(σb)、抗剪強度(σc)和尾部連接部位螺紋承載能力(Fp),其測試方法如下:
(1)在桿體中間段隨機截取800mm長的試件,兩端各300mm用膠粘劑粘接在與之匹配的鋼管內,使粘接強度大于桿體抗拉強度,在萬能材料試驗機上進行抗拉強度測定。
(2)在桿體中間段隨機截取200mm長的試件,將試件放入剪切專用夾具中,在萬能材料試驗機上以10~20kN/min的速度加載,計算抗剪切強度:

式中:P——最大剪切力,N;
A——正剪切面積值,mm2;
σc——抗剪切強度,MPa。
(3)從桿體尾部(含連接部位和尾部螺紋)截取長600mm桿體試件,將前端300mm用膠粘劑粘接于與之匹配的鋼管內,使粘接強度大于尾部連接部位及螺紋承載力,24h后在萬能材料試驗機上進行試驗。
3 正交試驗
3.1 試驗準備
根據以往生產積累的經驗,影響錨桿性能指標的4項主要因素有25℃時不飽和聚酯樹脂的粘度、加熱時間、加熱溫度和冷卻方式。試驗使用玻璃鋼錨桿拉擠纏繞成型機生產錨桿,牽引電機牽引預成型錨桿勻速向前通過烘道加熱。加熱時間越長,則要求烘道的長度越長,即加熱時間以加熱烘道長度表現。為避免試驗產生系統誤差,采用隨機化方法確定因素的各水平序號。結合實際情況選取試驗因素與水平,見表1。假定各因素之間無交互作用。
這是一個4因素3水平試驗,由于不考慮交互作用,可選正交表L9(34)。正交表的“一行”代表一個試驗方案,“一列”為對應因素在該試驗方案中選取的水平。試驗用玻璃鋼錨桿由邯鄲市晟錨支護材料有限公司生產,其直徑為?18mm,螺距為10mm。
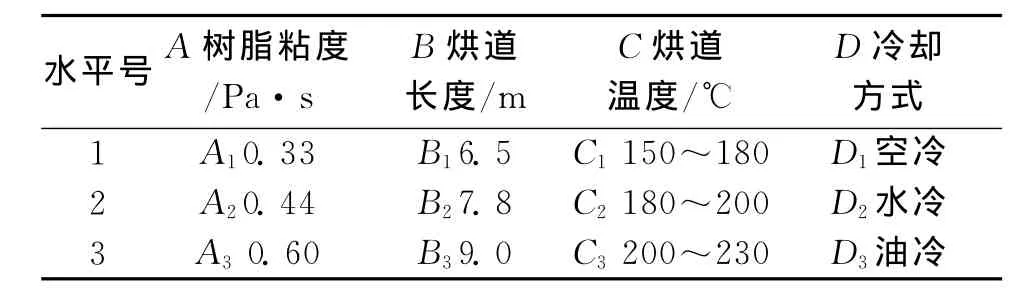
表1 試驗因素與水平
3.2 試驗及數據處理
試件的生產,受試驗因素條件,如溫度、樹脂粘度等的影響,生產出來的試件質量好壞表現為性能指標的高低。因為性能指標有抗拉強度、抗剪強度等多種因素,不能單一看某項指標優差,要按實際需求,生產出最佳的抗拉強度、抗剪強度等性能的試件。所以需給出綜合評分。
因試驗指標重要性不同,對試驗結果作綜合分析,給每個試驗評出一個分數,作為這個試驗的總指標。再利用單指標試驗結果的直觀分析法選出較好的試驗方案。按實際要求,為求試驗綜合評分將性能指標的重要性參數化,取抗拉強度的重要性為0.6,螺紋承載能力的重要性為0.3,抗剪強度的重要性為0.1。每個試驗的綜合評分Yi計算:

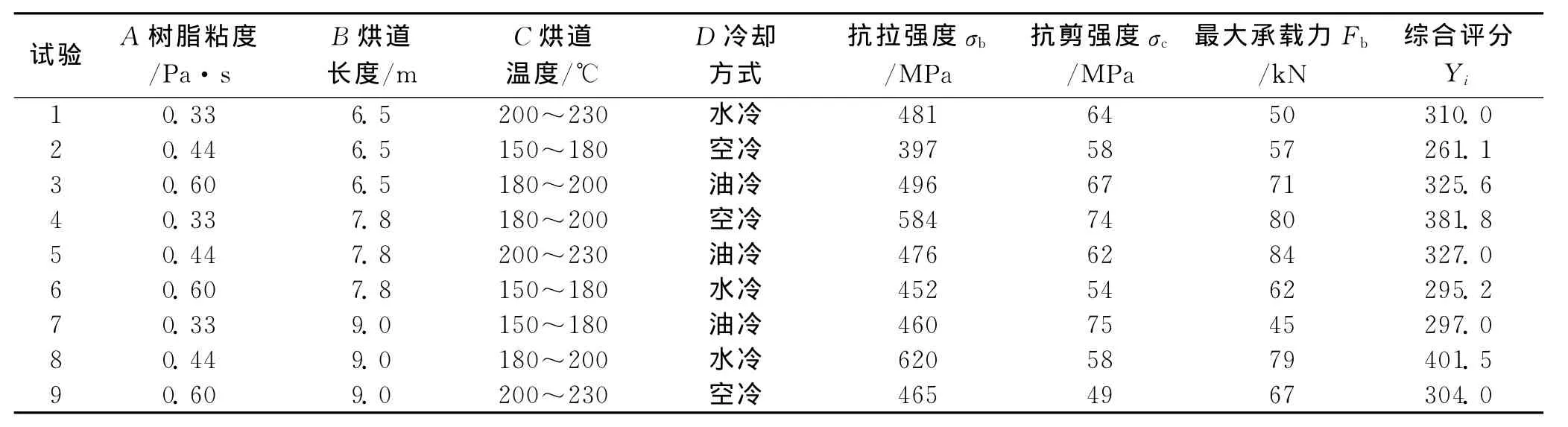
表2 試驗方案及評分表
設Kij表示第j列因素水平號為i的各試驗評分之和,則

計算極差R,其表示一組數據中的最大數據與最小數據的差。
按每號試驗所選因素水平生產試件,測得試件性能指標值,將數據代入式(2),得到綜合評分Yi,如表2所示。

Rj稱為第j列K-ij的極差。根據式(3)和式(4)計算結果見表3。表3中K1j表示第j列因素1號水平的試驗評分之和,K2j表示第j列因素2號水平試驗評分之和,K3j表示第j列因素3號水平試驗評分之和。
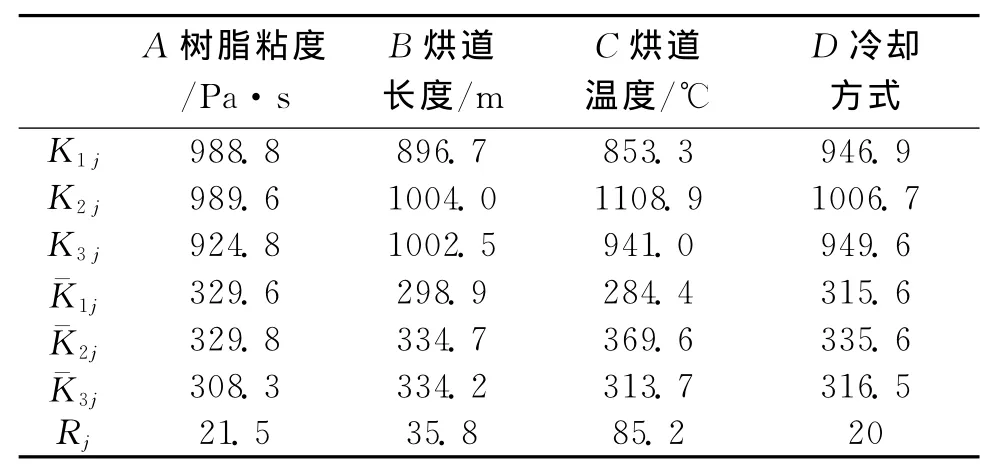
表3 試驗性能指標分析表
3.3 數據分析
(1)由表3極差值R的大小順序85.5>35.8>21.5>20,確定因素主次順序為C、B、A、D。其中C因素即烘道溫度對錨桿性能指標的影響顯著,應重點考察。
(2)錨桿性能試驗指標值Yi越大越好,表3中同因素的2號水平試驗評分之和K2j都比1號水平試驗評分之和K1j、3號水平試驗評分之和K3j高,因此,各因素的2號水平即A2、B2、C2、D2水平較優。
(3)根據正交試驗設計的均勻可比性質,得出各因素的較優水平A2B2C2D2組合便是較好的試驗方案。又因為所做的9號試驗中第8號試驗的綜合評分值最高,見表2第8號試驗,所以A2B3C2D2也是較好的試驗組合方案。
(4)由試驗數據知道冷卻方式D對錨桿主要性能指標的影響較小,考慮到實際的現場操作條件以及生產成本,采取D1空冷方式。針對上述(3)的問題,按A2B2C2D1、A2B3C2D1兩種方案生產錨桿試件進一步進行確定,測得試件性能指標。由式(2)計算出試驗綜合評分Yi,如表4所示。

表4 組合方案評分表
由表4可知,第一組組合試驗綜合評分高,因此應采用組合方案為A2B2C2D1,即選擇樹脂粘度0.44Pa·s,烘道的加熱溫度180~200℃,烘道的長度為7.8m,空冷條件下,玻璃鋼樹脂錨桿性能最優。
4 溫度的控制研究
在實際生產中,錨桿對烘道溫度十分敏感,很小的溫度波動就能引起錨桿性能的很大差異。因此,在組合方案A2B2D1下,有必要對烘道內的溫度作進一步試驗(固化成型最適溫度是180~200℃,為方便試驗取180℃)。1號試驗烘道溫度只有固化成型段,2號試驗烘道溫度分為預熱段、固化成型段和離型段,3號試驗烘道溫度分為預熱段、固化成型段、離型段及預熱段和離型段,溫度細化共分為五段。按試驗要求的溫度,生產錨桿試件并測試其性能指標,由式(2)計算綜合評分,見表5。

表5 烘道分段溫控評分表
第3號試驗烘道分段溫控評分最高。由此可知采用最佳組合方案,烘道內加熱區溫度劃分越精細,錨桿性能指標越好。
5 結論
通過正交試驗分析得出烘道溫度對玻璃鋼樹脂錨桿的質量影響顯著, 其次是烘道的長度,再次是樹脂的粘度,冷卻方式的影響可忽略。經驗證,最佳的組合優化方案是烘道的加熱溫度180~200℃,樹脂粘度0.44Pa·s,烘道的長度7.8m,空冷。烘道內溫度的進一步分段研究,表明烘道內加熱溫度區劃分的越精細,充分受熱生產的錨桿質量就越好。
[1] 黃家康.復合材料成型技術及應用[M].北京:化學工業出版社,2011
[2] 王維虎.錨桿桿體加工工藝及專用設備的研究與應用[J].中國煤炭,2010(11)
[3] 岳紅軍.玻璃鋼拉擠工藝與制品[M].北京:科學出版社,1995
[4] 沈開猷.不飽和聚酯樹脂及其應用[M].北京:化學工業出版社,2005
[5] 莊楚強.應用數理統計基礎[M].廣州:華南理工大學出版社,2006
[6] 邵威.基于模糊自適應PID的萬能試驗機控制系統的應用研究[D].合肥:合肥工業大學,2009
[7] 樹脂錨桿玻璃纖維增強塑料桿體及附件[S].北京:國家安全生產監督管理總局,2008
Process parameter optimization of the FRP bolt based on the orthogonal experiment
Pan Yue1,Lang Hongfang1,Zhang Xianfeng2,Chen Wei1
(1.Electromechanical Engineering Institute,Hebei University of Engineering,Handan,Hebei 056038,China;2.Handan Sheng-anchor Materials Co.,Ltd.,Handan,Hebei 056038,China)
Based on the method of orthogonal experiment,the multi-factor and multi-level experiment is conducted first on the process parameters of FRP bolt molding.According to the analysis of the experiment data,the crucial process parameters are determined which influence the FRP bolt performance;and the optimal combination scheme of FRP bolt molding is obtained.
FRP bolt,performance index,orthogonal experiment,process parameters
TD350
A
潘越(1972-),男,黑龍江雙鴨山人,副教授,河北工程大學機械設計系主任,博士學位,主要從事機械設計及理論的研究工作。
(責任編輯 張毅玲)
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
山東冶金(2022年1期)2022-04-19 13:40:52
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年12期)2019-05-21 02:55:32
山東冶金(2019年1期)2019-03-30 01:34:56
中國房地產業(2016年2期)2016-03-01 01:25:29
工程建設與設計(2016年4期)2016-02-27 10:51:09
學苑創造·A版(2015年11期)2016-01-14 09:03:27
河南科技(2014年24期)2014-02-27 14:19:30
河南城建學院學報(2014年4期)2014-02-27 07:08:48