丹江口水電廠發電機定子鐵芯改造淺析
2012-12-06 08:31:38譚哲文
湖南水利水電 2012年2期
關鍵詞:測量
譚哲文
(湖南澧水流域水利水電開發有限責任公司 長沙市 410014)
王澤虎 賀天良
(湖北省漢江水利水電集團有限責任公司 丹江口市 442700)(91919部隊10分隊 黃岡市 438600)
前 言
丹江口水電站是漢江上一座具有防洪、發電、調水、灌溉、養魚等綜合作用的大型水電工程,其壩址位于湖北丹江口市境內,共裝有6臺150 WM水輪發電機組,1968年10月首臺機組投入運行,1973年10月全部機組投產發電。大壩初期正常蓄水位157 m,南水北調中線水源工程丹江口大壩加高后,正常蓄水位將提高至170 m[1]。5#發電機于2008年5月改造完畢,4#發電機于2009年10月改造完畢。
4#、5#水輪發電機均為東方電機廠制造,定子鐵芯高1 800 mm,內徑12 084 mm,外徑12 810 mm,整個鐵芯沿軸向共有45段,每段鐵芯高34 mm(首末端高37 mm),分布43個徑向通風溝,通風溝高度6 mm,定子沖片采用0.50 mm厚的50 WW270硅鋼片,每張沖片有兩個鴿尾槽。
定子鐵芯利用108根雙鴿尾定位筋與定子機座相連,雙鴿尾定位筋一端固定在定子沖片的鴿尾槽內,另一端由托塊固定,托塊焊在定子機座上,托塊與定位筋間有2 mm的間隙。
發電機定子鐵芯改造的基本流程是:定子鐵芯中心確定→鋼平臺安裝→回轉中心柱安裝、調整→第一根基準筋安裝→大等分定位筋安裝→其余定位筋安裝→定位筋滿焊→下齒壓板安裝→鐵芯疊裝→磁化試驗[2]。
1 定子鐵芯中心的確定
對于新安裝的混流式機組而言,定子鐵芯的中心是以水輪機下迷宮環的中心而定,丹江電廠4#、5#水輪發電機組均為老機組且改造內容不同,因此在確定定子中心的方法均有所不同,如表1所示。
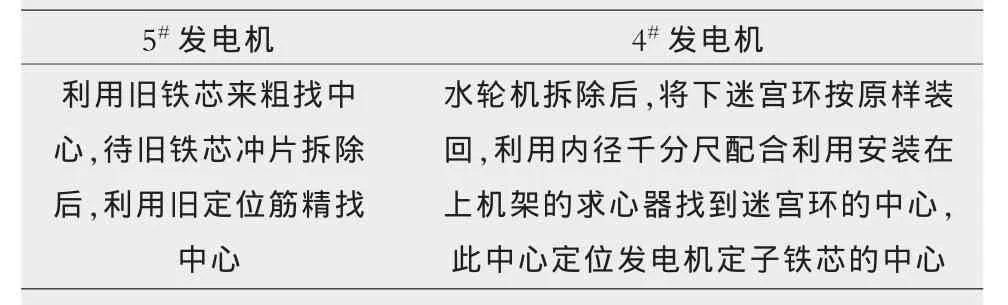
表1 確定定子中心的方法
對于4#機而言,由于水輪機同時改造,在確定中心時,采用同新機組確定中心的一樣方法,但不同的是,4#機從投入運行至今已有40多年,下迷宮環表面光潔度以及圓度都不理想,因此在下迷宮環高度方向上取哪個截面的中心定位為下迷宮環的中心才合適,經過商議,在下迷宮環高度方向分了3個截面(圖1所示),第一個截面設在離上沿20 mm處,第二個截面取在在下迷宮環與座環把合面處,第三個截面離下沿約20 mm處,每個截面沿圓周均勻設了8個測點,通過測量三個截面的圓度,發現第二個截面測量的圓度較好,最大與最小直徑的偏差僅有0.30 mm,當時選取這個截面主要是基于考慮到這個截面正好是位于把合面處,而把合面相當于是整個下迷宮環的加強筋,可能此處的變形小,從測量的結果也驗證了當初的設想,同時為了進一步確定以第二個截面來確定鐵芯中心的正確性,利用放于上機架上的求心器將鋼琴線調整到截面2的中心上,然后分別在上迷宮環、座環上搪口、舊定子鐵芯下端分別均勻選擇了8個測點,用千分尺測量了各點到鋼琴線的距離,測量的數據表明上迷宮環、座環、舊定子鐵芯與下迷宮環的同軸度最大也僅有0.30 mm,特別是與座環的同軸度為0.20 mm遠遠小于 《水輪發電機組安裝技術規范》第5.1.3條款的規定:下迷宮環與座環的同軸度小于1.5 mm的規定[3],這也證明了我們確定的下迷宮環中心還是比較準確的。
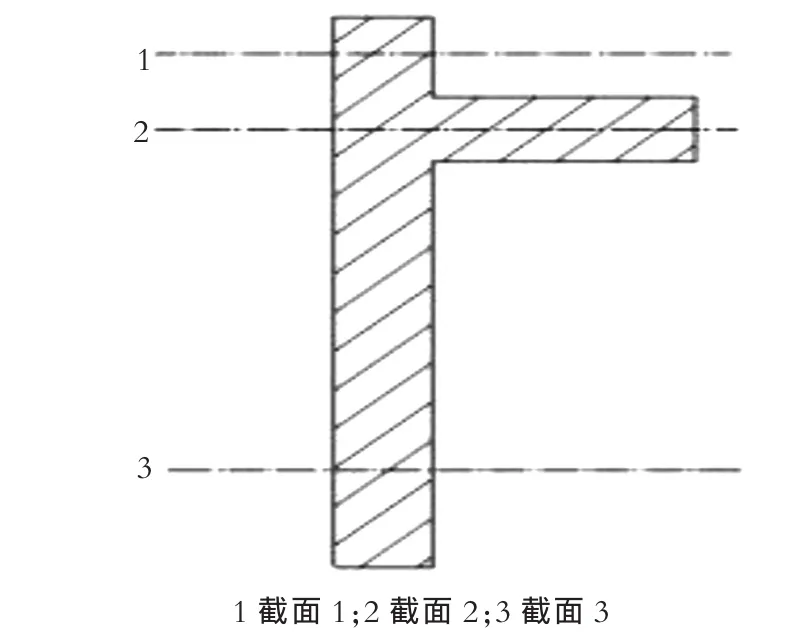
圖1 在下迷宮環高度方向的3個截面
2 鋼平臺的安裝
鋼平臺是回轉中心柱的安裝基礎,按照廠家提供的安裝工藝要求:鋼平臺直接擺放在下機架機坑的混凝土基礎平面上,并用楔子板將鋼平臺的四個支臂與機坑楔死,以防止鋼平臺徑向移動。對于這種安裝方法,要求下機架機坑平面度要非常好,然而現場的實際情況,機坑內的混凝土基礎表面不平,鋼平臺放置后,基礎與鋼平臺接觸面小,容易造成鋼平臺穩定性不好,同時由于楔子楔在支腿與混凝土之間,廠房內的振動大,也容易造成楔子松動,為了保證鋼平臺安裝牢固,我們將用于下機架安裝的基礎板作為鋼平臺的擱放基礎,由于基礎板低于周圍的混凝土,為此專門加工了4塊鐵板 (600 mm×300 mm×150 mm),將四塊鐵板用螺栓緊固在基礎板上,鋼平臺則裝于四塊鐵板上,并將鋼平臺與鐵板焊接在一起。
在調整回轉中心柱時發現,回轉中心柱旋轉一周回到原點百分表表針總有大于0.05 mm的偏差,同時在停留某一測點測量時表針的抖動量有0.02 mm,特別是轉到一定的角度整個測量臂都會發生振動,表針抖動最大可以達到0.30 mm。經過分析認為造成以上現象的主要原因是:鋼平臺就位后,其4個支腿懸空的部分直徑達7 m左右,回轉中心柱裝于其上,鋼平臺中部在回轉中心柱自重的情況下,產生一定的下擾,同時在加上當時機組開的較多,整個廠房振動比較大,以上兩種因素共同作用使得回轉中心柱產生抖動,要想解決以上問題,必須在鋼平臺中部加以支撐,5#機改造時由于水輪機轉輪未吊出,水輪機軸的上法蘭面離鋼平臺底部面僅有400 mm,因此在水輪機軸的上法蘭面上加裝了4個千斤頂分別支撐住鋼平臺的中部;4#機改造時,水輪機已吊出機坑,無法利用以上的方法,因此在水車室的墻壁分別焊了4個支撐支住鋼平臺(圖2),通過采取以上措施,徹底解決了以上現象。

圖2 水車室的墻壁分別焊了4個支撐支住鋼平臺
3 定位筋安裝與調整
4#、5#的定位筋均采用雙鴿尾定位筋,采用這種雙鴿尾定位筋能很好的解決定子機座在鐵芯膨脹時受力過大的問題,因此在國內不管是改造還是新機組安裝都以普遍采用[4]。定位筋安裝工作是決定整個定子鐵芯安裝成敗的最基礎工作,在安裝過程中遇到的主要問題以及解決的方法如下。
3.1 對定位筋本身質量影響的控制
衡量定位筋本身質量的技術指標主要有:平面度和扭曲度(徑向平面度影響內徑、周向直線度影響弦距、扭轉度影響切向扭斜度)。定位筋在安裝前應校直。用不短于1.5 m的平尺檢查,定位筋在徑向和周向的直線度及扭轉度應不大于0.1 mm[3]。
在現場對廠家提供的定位筋進行了檢測,通過檢測的數據看符合標準的定位筋每臺機也就只有十幾根,其余的都有不同程度的超標。由于工期限制,不可能等定位筋返廠處理后再進行安裝以及現場不具備校直的條件,在實際安裝時,采取了以下辦法:將合格的用于第一根基準定位筋以及大等分筋得安裝,超差的用于其余定位筋,這主要是利用了定位筋滿焊后內徑偏差控制在-0.40~+0.40 mm以及弦距偏差小于0.30 mm,向心小于0.05 mm這一標準,畢竟只要滿焊后定位筋的內徑、弦距、向心符合設計要求即可,在安裝過程中通過工裝工具的調整和改變焊接順序等措施將定位筋本身質量的問題帶來的影響降到最低,保證了滿焊后定位筋內徑、弦距以及向心控制在標準內。
3.2 對現場溫度影響的控制
3.2.1 現場溫度對定位筋安裝的影響
定位筋安裝對現場溫度的控制在標準中也有嚴格的標準。溫度的變化對定位筋安裝工作的影響,主要表現在:定位筋安裝過程中,基準筋內徑測量是用內徑千分尺測量的絕對值,其余定位筋內徑調整雖然采用中心柱,那也是依據在基準筋上基準點的內徑測量值進行調整的,對于基點內徑測量我們使用的測量工具為6 m的內徑千分尺,在使用過程中發現,測量工具受溫度影響一般為0.01 mm/℃,也就是溫度升高或降低1℃,測量工具的長度變化大約為0.06 mm;溫度變化也能引起定子機座的膨脹或收縮從而間接影響定位筋內徑。
綜合以上可以看出,如果現場溫度控制不好,極有可能使內徑超標。5#機改造時處于冬季,溫度影響不是很明顯,在4#機改造時,由于處于夏季,一天內的溫差比較大,溫度影響顯得特別明顯。除了天氣本身的變化外還有以下幾方面因素引起的:機組的開、停機;由于處于機組改造階段,各種設備進、出廠,導致廠房大門頻繁開、關;墻壁上裝有玻璃,太陽光的照射[5]。
3.2.2 溫度影響的解決
為了盡量降低溫度變化帶來的影響一般可采取如下措施:工作時間最好在安排在每天同一時段;在發電機機坑上搭設保溫棚,必要時可加裝空調[6]。由于工期的要求以及其它因素導致無法采取以上措施控制現場的環境溫度,通過在實際工作中的摸索,找到了一種可有效減小溫度對安裝質量影響的方法:就是將溫度對測量數據的影響量考慮到調整值中去,這樣雖然不一定很準確,但也是當時的最佳辦法,從兩臺機定位筋滿焊完后驗收的數據看效果還是不錯的(數據見表2,為節省篇幅特抽取部分數據,數據為4#機定位筋驗收數據)。具體辦法為:在現場掛上溫度計,每隔1 h,觀察溫度的變化,當溫度變化時超過1℃,及時校核基準點的內徑變化值,通過合理的取值將內徑控制在標準內。
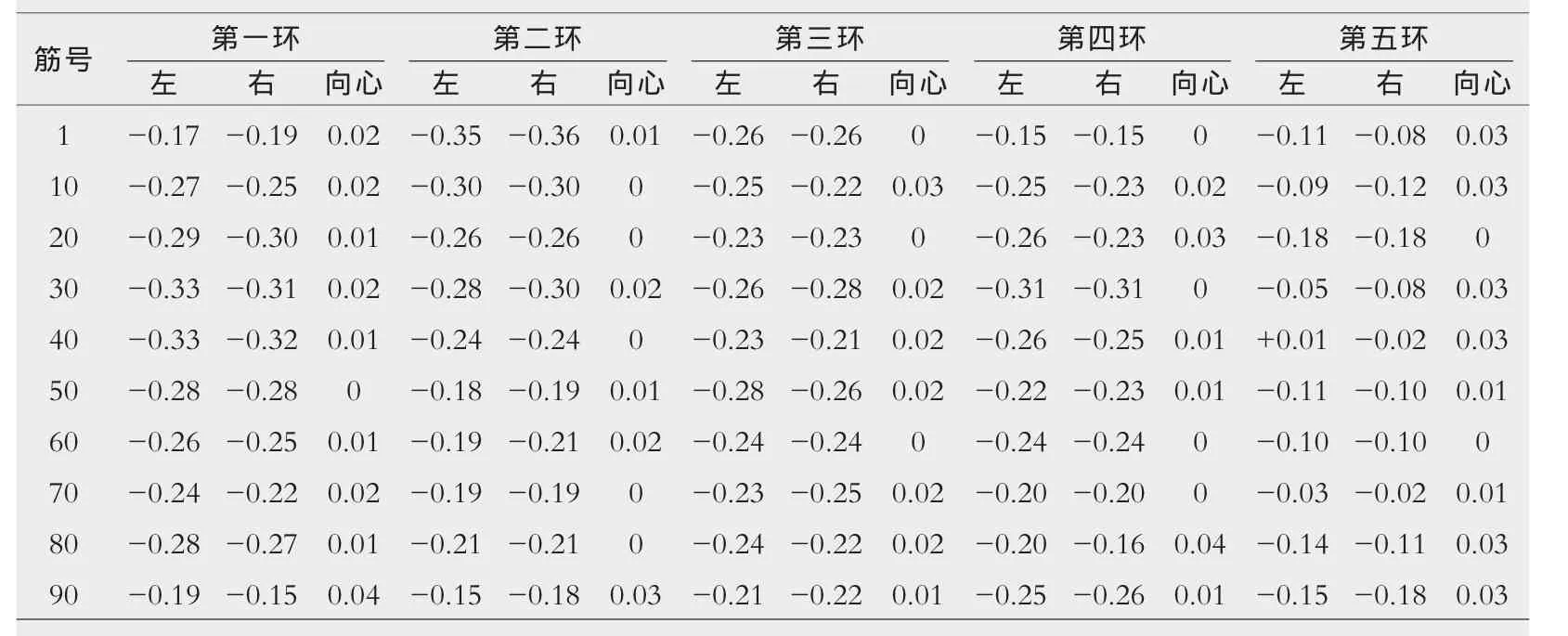
表2 定位筋聯合驗收數據
3.3 合理地改變安裝工藝
按照廠家提供的工藝,定位筋滿焊工作是在所有定位筋調整完畢并點焊檢查合格后進行,考慮到工期較緊,經廠家設計以及工藝人員同意,對安裝工藝略做修改,即:調整完一環,就焊這一環徑向的第一遍,等所有環的徑向第一遍焊完后,再進行徑向第二、三遍和周向兩遍的焊接。通過工藝的調整,5#機僅用18天完成了定位筋安裝工作(這還包括了定子機座環板修磨所用的時間),最后驗收的數據均滿足設計以要求。
3.4 其它應注意的方面
定位筋安裝人員在調整時,特別是對內徑調整過程中要合理用力,正確的方法是:先將某一環處托塊上的千斤頂用手輕輕帶上,然后通過大C型夾將內徑調整在規定的值內,再將千斤頂用扳手帶緊,如果不采用上述方法,雖然當時內徑可以調整合格(其實是一種假像),但當松開大C型夾后定位筋又會恢復至原來的狀態,造成內徑超標,畢竟最后的終檢是在所有工裝工具拆除掉后進行的。
滿焊后,定位筋的內徑在焊接應力下將變大,一般在(0.10~0.20)mm 左右,所以在內徑調整時應提前將此變形量考慮到。
滿焊采用的為二氧化碳氣體保護焊,雖然二氧化碳氣體保護焊的焊接變形小[7],但焊接人員仍應嚴格按照廠家提供的焊接工藝進行,調整人員在每焊一遍后及時測量,根據測量的結果予以調整,必要時可以改變焊接的順序。
4 定子鐵芯疊裝
4.1 壓緊方式
鐵芯的預壓以及最后的壓緊均采用液壓拉伸器,液壓拉伸器由手動泵、拉伸器、軟管、快速接頭、壓力表組成,一臺手動泵帶6個拉伸器,預緊壓力以及最后壓緊力應達到額定壓力14 205 kg(約405 bar),為了保證鐵芯壓緊質量,在壓緊時,將12個拉伸器分為四組,每3個一組均勻分布在鐵芯圓周,各組互成90°,拉緊時采用多次逐漸增大壓緊力,即:第一遍為額定壓力的1/3,第二遍為額定壓力的2/3,最后一遍達到額定壓力。
4.2 疊片高度的控制
對于定子鐵芯的疊裝高度的控制非常重要,一般情況下影響高度的因素主要有以下三種:一是定子沖片的厚度不均;二是定位筋弦距半徑超差,引起沖片上拱;三是壓緊工藝或壓緊力不均勻[8]。為了保證鐵芯最終壓緊后的尺寸符合設計要求,在疊片的過程中對每一小段高度,每一次壓緊大段的高度值都要進行精確的測量、推算、糾偏,使分段高度和最終高度符合設計要求。
疊片高度的控制分為三個方面:軸向高度控制。測量每小段的高度值,用專用測量段長的工具配合游標卡尺測量檢查小段的高度是否符合允許誤差內,每疊一大段壓緊后產生的高度差。則在下一大段中進行修正,把上大段的偏差均勻分布在下大段中的各小段中 (在這里主要是利用各小段的高度允許有一張沖片的厚度即0.05 mm的偏差這一特點);鐵芯徑向高差控制。通過測量鐵芯內外高度計算出鐵芯內、外徑向高度差,得出鐵芯內外補償片的添加高度;周向波浪度的控制。周向補償片可用基本片,每小段可加一層,補償片可以看成一層沖片,與上下片1/3搭接。
4.3 徑向高差的原因分析以及處理方法
4.3.1 鐵芯產生徑向高差
4#機在第二大段鐵芯(高度約800 mm)預壓后,測量高度發現齒部較軛部平均高出2 mm左右,槽底與軛部高度基本相同,考慮到徑向高差不大(標準規定是小于3 mm),因此沒有對鐵芯高度進行調整,繼續疊片當疊至1 300 mm壓緊后測量發現,平均高差值已經達3 mm,其中局部已經達到5 mm,按此種情況下推算,如果繼續正常疊片后幾段將產生很大的徑向高度差,最終無法滿足標準。
4.3.2 分析原因
根據影響鐵芯產生徑向高差大的3個原因,由于定位筋弦距已半徑以及壓緊力檢查均無問題,問題可能出在沖片厚薄不均勻,因此在已疊好的鐵芯最上層沿圓周均勻抽取部分以及剩余的每箱沖片隨機抽取3張,用螺旋測微儀測量沖片厚度,發現齒部的厚度均較軛部和外圓厚,因此可以推斷出單張沖片厚度不均的現象是造成上述問題的重要因素。
4.3.3 徑向補償
對后續鐵芯軛部端加入徑向補償片進行高度補償,一般可以采用基本片或者采用絕緣片將齒部全部減去,采用基本片的優點是:不會減少鐵芯的磁性質量,缺點是剪去齒部后的部位有毛刺需處理并刷絕緣漆,如處理不好容易造成上、下兩層的沖片絕緣的破壞;而采用絕緣片的缺點是將減少鐵芯的磁性,但這可通過增加鐵芯高度來彌補[9],后經商議采用加絕緣片的方法,一共增加了4層,從最后壓緊后測量的結果看,徑向高度差大大減少,最大的徑向高度差僅有2mm,定子鐵芯最終高度確定在1804mm左右。
4.4 周向波浪度控制的經驗方法
根據以往定子疊片的經驗,除了嚴格按照預緊工藝因素外,控制周向波浪度最有效的方法是把一箱內的沖片沿定子圓周均勻擺放,盡量使一層沖片都取至同一箱。最先在葛洲壩3#機改造時做過嘗試,效果非常不錯,在4#機改造時也采用此方法,疊片時周向補償片添加最多的部位也只有3層,鐵芯的波浪度控制在(2~3.5)mm 內(標準為 5 mm)。
5 磁化試驗
定子鐵芯磁化試驗是一種檢驗定子鐵芯的安裝質量行之有效的方法,另外,還能通過鐵芯磁化試驗時的振動和發熱使鐵芯下沉,達到僅由外加壓所不能達到的進一步壓緊鐵芯的目地[10]。定子鐵芯磁化試驗勵磁電源采用了800 V電壓等級,勵磁電纜利用3根90 mm2截面積的高壓電纜,計算試驗繞組12匝,勵磁電流400 A,試驗時利用酒精溫度計、熱成像儀、紅外線測溫儀測量溫升。
試驗中測得磁通密度0.91 T,鐵芯最大溫升為11℃,最大溫差 2℃,換算到1 T,鐵芯最大溫升為13.4℃,最大溫差2.4℃,單位鐵損1.32 W/kg,均符合1 T下單位鐵損不得超過1.365 W/kg;鐵芯最高溫升不得超過25℃;最大溫差不得超過15℃的要求。
6 結語
丹江電廠4#、5#發電機定子鐵芯改造后質量均滿足優良標準;定位筋安裝過程中采用根據溫度變化及時校核基點,從而將溫度對安裝工作的影響盡量減到最小以及改變定位筋裝焊工藝,是對傳統定位筋安裝工藝的改進和提高;利用補償片調整鐵芯徑向高程差、周向波浪度的控制方法,對控制鐵芯的有效高度帶來了便利。根據4#、5#機改造經驗,在控制好安裝工藝的前提下,許多問題均是由于設備本身的質量造成的,因此要做好改造所用設備的質量控制,從源頭上把好質量關,包括定位筋的檢測,以及疊片前沖片厚度的測量等,以便能及時對出現的問題進行處理。
1 中國水利水電第三工程局.南水北調丹江口水庫大壩加高工程施工技術[J].水利水電施工,2008.
2 單文培.水電站機電設備的安裝、運行及檢修[M].北京:中國水利水電出版,2005.
3 GB/T 8564-2003.水輪發電機組安裝技術規范[S].
4 劉云.水輪發電機組故障處理與檢修[M].北京:中國水利電力出版社,2006.
5 戴均,王洪云.中小型混流式水輪發電機組機械檢修[M].北京:中國水利電力出版社,2007.
6 江小兵,周暉,喬新義.三峽700 MW水輪發電機組安裝技術[M].北京:中國電力出版社,2006.
7 陳云祥.焊接工藝[M].北京:機械工業出版社,2007.
8 張橋,曾洪福,唐益民.龍灘水電站1號機定子鐵芯裝配[J].水電站機電技術,2007(4).
9 盛國林.水輪發電機組安裝與檢修[M].北京:中國電力出版社,2008.
10 李建民,朱康.高壓電氣設備試驗方法(第二版)[M].北京:中國電力出版社,2004.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00