氧化鋁廠3#球磨機(jī)故障診斷
2012-12-08 06:45:42杜永春
中國(guó)設(shè)備工程 2012年11期
杜永春
(中國(guó)鋁業(yè)廣西分公司裝備能源部,廣西 平果 531400)
中鋁廣西分公司氧化鋁生產(chǎn)用的球磨機(jī)共有7臺(tái),相應(yīng)的棒磨機(jī)也有7臺(tái)。其中1#~4#球磨機(jī)是公司氧化鋁生產(chǎn)的一、二期設(shè)備,型號(hào)為D3.6×8.5m。
一、設(shè)備主要參數(shù)
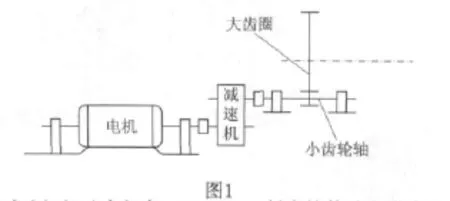
1.機(jī)組結(jié)構(gòu)簡(jiǎn)圖如圖1所示。
2.球磨機(jī)主要參數(shù)。
電機(jī)型號(hào):RY1800-8/1730,轉(zhuǎn)速:743r/min;
減速機(jī)型號(hào):JPT100(1),i=4,高速軸轉(zhuǎn)頻:f1=12.38Hz,低速軸轉(zhuǎn)頻:f2=3.1 H z;
減速機(jī)機(jī)嚙合頻率:346.7Hz,斜齒輪傳動(dòng);小齒輪與大齒圈嚙合頻率:65Hz,斜齒輪傳動(dòng);
減速機(jī)高速軸兩端軸承型號(hào)32240,滾動(dòng)個(gè)數(shù)n1=19;
減速機(jī)低速軸兩端軸承型號(hào)97172,滾動(dòng)個(gè)數(shù)n2=27;
小齒輪軸兩端軸承型號(hào) 23264CA/C3/W33滾動(dòng)體個(gè)數(shù)n3=18。
二、計(jì)算頻率
計(jì)算頻率見(jiàn)表1。

表1
三、頻譜分析及檢修處理
2012年3月22日公司氧化鋁廠原料3#球磨機(jī)振動(dòng)異常,立即對(duì)設(shè)備進(jìn)行故障診斷。測(cè)得振動(dòng)檢測(cè)數(shù)據(jù)見(jiàn)表2,頻譜圖如圖2、3所示。
振動(dòng)頻譜圖上振動(dòng)能量有兩部分(圖2),一部分0~140Hz的低頻部分,另一部分是減速器嚙合頻率346.7Hz周圍的頻率較高部分。從圖上可以看出,0~140Hz的低頻部減速器低速軸軸承外圈、內(nèi)圈及滾動(dòng)體很可能存在磨損松動(dòng)。為此建議及時(shí)停機(jī)處理。

表2 m m/s


由于生產(chǎn)上的原因,設(shè)備一直停不下來(lái),直到4月10日,上午10點(diǎn)多,設(shè)備因振動(dòng)大,主電機(jī)及減速機(jī)高速軸異常振動(dòng),電機(jī)軸向振動(dòng)達(dá)到9.24mm/s(如圖4所示),導(dǎo)致電機(jī)與主減速的聯(lián)接分占的能量最高,異常振動(dòng)主要以這部分為主;截取該段頻譜進(jìn)行細(xì)化,可以清楚地看見(jiàn),振動(dòng)頻譜圖已出現(xiàn)以轉(zhuǎn)頻3.092Hz為主的高次諧波(見(jiàn)圖3);頻譜中存在高達(dá)10倍甚至20多倍的諧波分量,這與軸承在軸承座內(nèi)松動(dòng)或者部件配合松動(dòng)的振動(dòng)特征十分相符。據(jù)此,初步判定3#球磨機(jī)主處柱銷發(fā)生被剪斷故障,設(shè)備被迫停機(jī)。檢修人員先后換了兩次l聯(lián)軸器柱銷及對(duì)中調(diào)整,振動(dòng)仍未消除。
4月13日決定更換主減速機(jī)低速軸軸承。打開(kāi)主減速機(jī)進(jìn)行檢查,發(fā)現(xiàn)兩端軸承均跑內(nèi)圈,軸被磨小0.16~0.18mm,決定將軸進(jìn)行噴涂處理。4月16日將噴涂修復(fù)過(guò)的低速齒輪軸裝回,并進(jìn)行必要的裝配調(diào)整。決定帶料試運(yùn)行,但運(yùn)行不足10min,又發(fā)生聯(lián)軸器柱銷被剪斷故障。立即更換主電機(jī)聯(lián)軸器柱銷,并解體檢查小齒輪軸軸承座,發(fā)現(xiàn)兩端軸承跑內(nèi)、外圈,小齒輪工作面啃得也比較嚴(yán)重,經(jīng)更換新的小齒輪軸及軸承后啟動(dòng)試車,月20日檢測(cè),軸承配合松動(dòng)的頻率全部消失,振動(dòng)的特征主要是嚙合頻率,主要是由于大齒圈齒面磨損,嚙合不良造成的。
四、檢測(cè)數(shù)據(jù)分析
從振動(dòng)檢測(cè)數(shù)據(jù)表上可以看到,每一個(gè)檢測(cè)部位軸向振動(dòng)值都是最大的,尤其是主減速器兩側(cè)各小齒輪軸兩側(cè)軸向振動(dòng)最為明顯。這是因?yàn)闇p速器的大齒圈、小齒軸齒輪均是斜齒,其軸向推力大,工作時(shí)會(huì)產(chǎn)生明顯的軸向振動(dòng),其最佳的監(jiān)測(cè)位置往往在軸向。
綜上所述得出以下結(jié)論:(1)主電機(jī)與主減速器聯(lián)軸器柱銷履次被剪斷的主要原因,是低速軸軸承損壞導(dǎo)致主減速器齒輪嚙合不良產(chǎn)生軸向沖擊所致。(2)設(shè)備出現(xiàn)異常振動(dòng)沒(méi)有得到及時(shí)處理,加劇了配合件磨損,加大了設(shè)備精度修復(fù)的難度和損失。(3)只有對(duì)多種振動(dòng)因素綜合考慮,才能有效地提高故障診斷的準(zhǔn)確率。(4)對(duì)設(shè)備進(jìn)行狀態(tài)監(jiān)測(cè)和故障診斷,可以及時(shí)找出存在故障的部位和原因,科學(xué)地制定檢修決策,在最短的時(shí)間內(nèi)將設(shè)備修復(fù),其產(chǎn)生的直接和間接經(jīng)濟(jì)效益是顯而易見(jiàn)的。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
瘋狂英語(yǔ)·新讀寫(2020年3期)2020-06-06 09:05:56
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國(guó)公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
