基于Pro/E的鉆井泵曲軸結(jié)構(gòu)優(yōu)化
2012-12-08 02:25:38余青華劉寶秋劉英吉
石油礦場(chǎng)機(jī)械 2012年4期
余青華,劉寶秋,劉英吉
(河北華北石油榮盛機(jī)械制造有限公司,河北任丘062552) ①
基于Pro/E的鉆井泵曲軸結(jié)構(gòu)優(yōu)化
余青華,劉寶秋,劉英吉
(河北華北石油榮盛機(jī)械制造有限公司,河北任丘062552)①
為減少鉆井泵曲軸的偏心力矩及振動(dòng)危害,采用Pro/E建立三維模型模,分析現(xiàn)有曲軸的結(jié)構(gòu),并提出改進(jìn)措施。對(duì)結(jié)構(gòu)改進(jìn)后的曲軸進(jìn)行靜力分析和疲勞強(qiáng)度校核。結(jié)果表明:曲軸的偏心情況得以改善,整機(jī)運(yùn)行平穩(wěn),振動(dòng)及噪聲降低,壽命提高。
鉆井泵;曲軸;結(jié)構(gòu);Pro/E
高壓、大排量三缸單作用鉆井泵是石油鉆探設(shè)備中的關(guān)鍵設(shè)備[1],而曲軸則是鉆井泵的核心零件,該零件是否能夠平穩(wěn)運(yùn)轉(zhuǎn)直接關(guān)系到泵的工作性能和可靠性[2-3]。河北華北石油榮盛機(jī)械制造有限公司目前制造的曲軸為中空鑄鋼件,內(nèi)表面為非加工表面。額定轉(zhuǎn)速120r/min,設(shè)計(jì)質(zhì)量3 040kg。由于偏心扭矩達(dá)300N·m,在運(yùn)行過程中會(huì)使整機(jī)產(chǎn)生較大的振動(dòng)及噪聲,影響鉆井泵的使用壽命,并造成噪聲污染。本文利用Pro/E建立三維模型,對(duì)結(jié)構(gòu)進(jìn)行優(yōu)化,降低了曲軸的偏心扭矩及振動(dòng),提高了疲勞壽命。
1 現(xiàn)有曲軸結(jié)構(gòu)及不足
現(xiàn)有曲軸結(jié)構(gòu)如圖1。軸頭直徑?360mm,中部3個(gè)拐直徑?667mm。3個(gè)偏心圓呈120°均布,用于安裝連桿軸承及連桿。第2拐與第3拐之間為?1 120mm法蘭盤,用于連接齒輪,接受傳動(dòng)軸的輸入扭距。
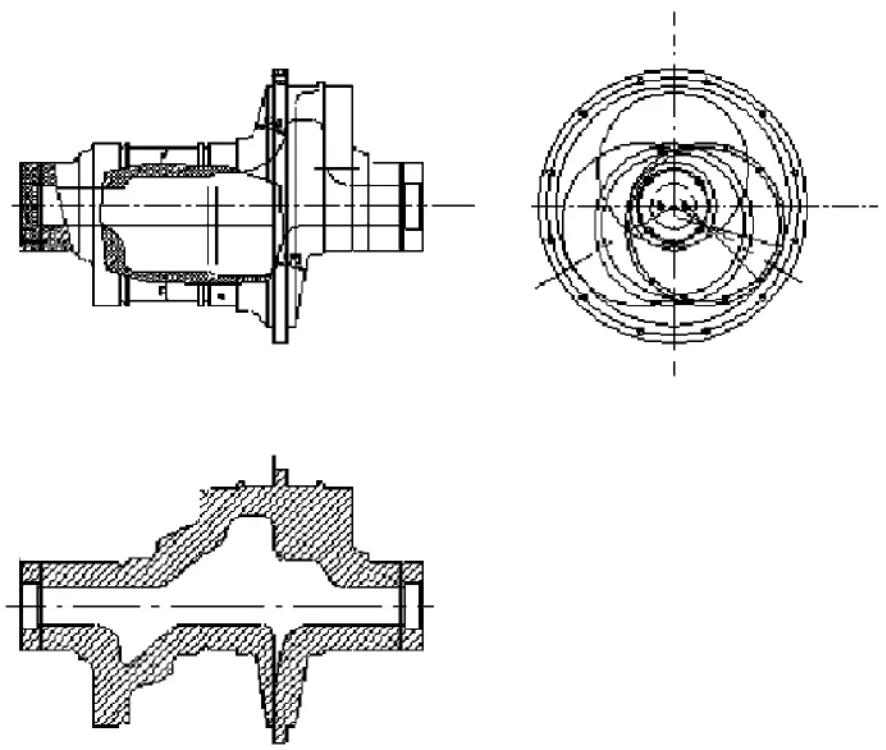
圖1 現(xiàn)有曲軸結(jié)構(gòu)
在以前的二維設(shè)計(jì)過程中,由于手工計(jì)算的局限性,不能使其回轉(zhuǎn)軸與重心重合。因此,曲軸存在200N·m偏心扭矩,只有通過1∶1木模實(shí)際檢驗(yàn),根據(jù)檢驗(yàn)結(jié)果調(diào)整模型,再根據(jù)調(diào)整好的模型進(jìn)行試生產(chǎn)。由于曲拐之間由曲面連接,曲軸內(nèi)部腔型由不規(guī)則曲面構(gòu)成,模型制作質(zhì)量只能依靠模型工的技術(shù)做保障。模型制作好以后非加工面無法進(jìn)行檢驗(yàn),造成模型制作周期和試制周期延長(zhǎng),試制成本高。
2 曲軸結(jié)構(gòu)優(yōu)化設(shè)計(jì)
針對(duì)現(xiàn)有曲軸結(jié)構(gòu)的缺陷,采用三維設(shè)計(jì)方法進(jìn)行優(yōu)化,通過三維模型的建立,計(jì)算重心與旋轉(zhuǎn)中心的偏差,并且調(diào)整非加工面形狀尺寸,將旋轉(zhuǎn)重心與曲軸重心盡量重合,消除設(shè)計(jì)缺陷。通過三維模型直接進(jìn)行木模制作,將大幅度縮短試制周期和成本,提高經(jīng)濟(jì)效益。
2.1 建立三維模型
根據(jù)原始設(shè)計(jì)圖紙,對(duì)曲軸進(jìn)行三維模型輸入。三維設(shè)計(jì)軟件采用Pro/E軟件[4]。建立的三維模型如圖2。
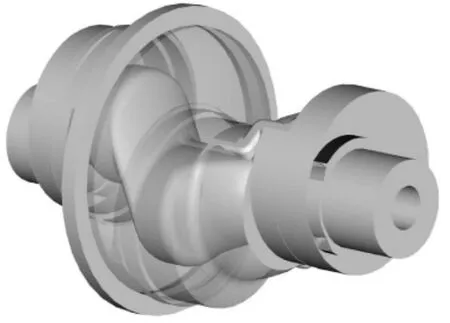
圖2 曲軸的三維模型
2.2 計(jì)算曲軸重心位置并調(diào)整質(zhì)量分布
使用Pro/E的分析特征(Analysis features)中的質(zhì)量屬性分析建立特征,利用測(cè)量功能建立的質(zhì)點(diǎn)心與回轉(zhuǎn)軸之間的垂直距離即曲軸偏心距為10.5 mm。觀察曲軸偏心位置,其重心位置偏向第2曲拐與第1曲拐連接處。內(nèi)腔最小壁厚應(yīng)≥120mm,所以采用修正各個(gè)曲拐質(zhì)量的方法來調(diào)整曲軸的重心,使曲軸的重心與旋轉(zhuǎn)軸心重合。
2.3 確定曲軸各個(gè)旋轉(zhuǎn)位置的受力情況[5]
三缸單作用鉆井泵裝配結(jié)構(gòu)如圖3。定義機(jī)殼為基礎(chǔ),對(duì)連接軸、驅(qū)動(dòng)和載荷分別進(jìn)行定義,結(jié)果如圖4。按照定義的運(yùn)動(dòng)關(guān)系及載荷情況進(jìn)行運(yùn)動(dòng)受力分析,結(jié)果如圖5~8。
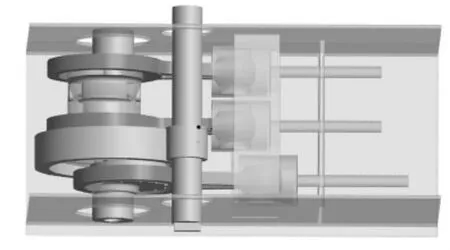
圖3 鉆井泵裝配圖
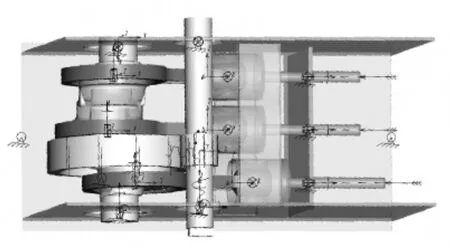
圖4 對(duì)裝配圖進(jìn)行連接軸、驅(qū)動(dòng)、載荷定義后的完成圖
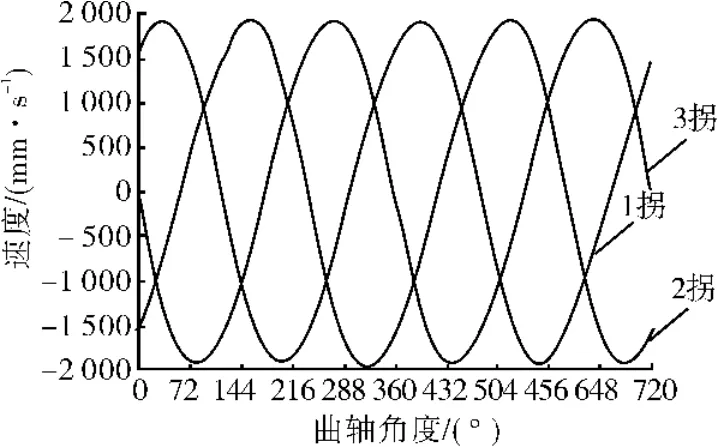
圖5 活塞介桿速度測(cè)試曲線
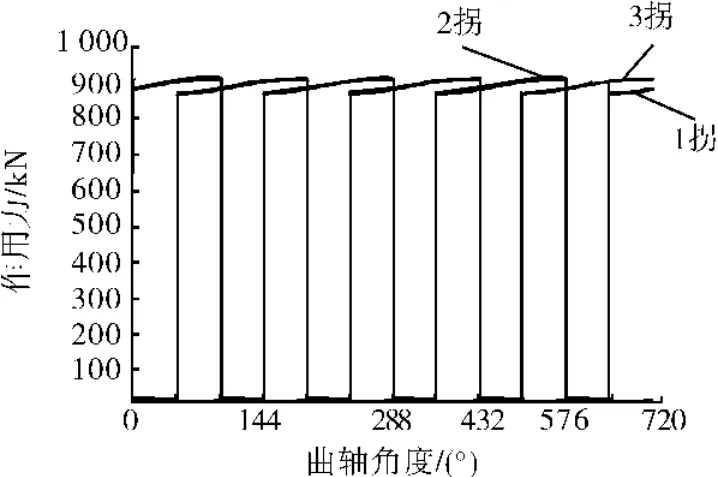
圖6 連桿對(duì)曲軸的作用力
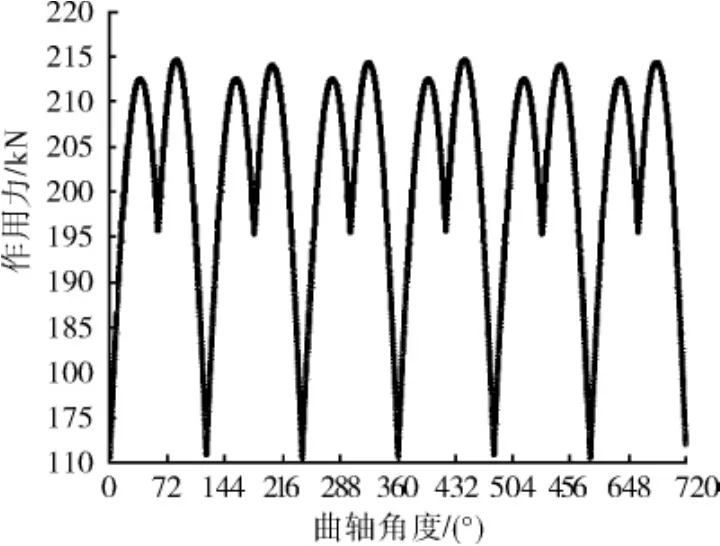
圖7 曲軸大齒輪盤受力
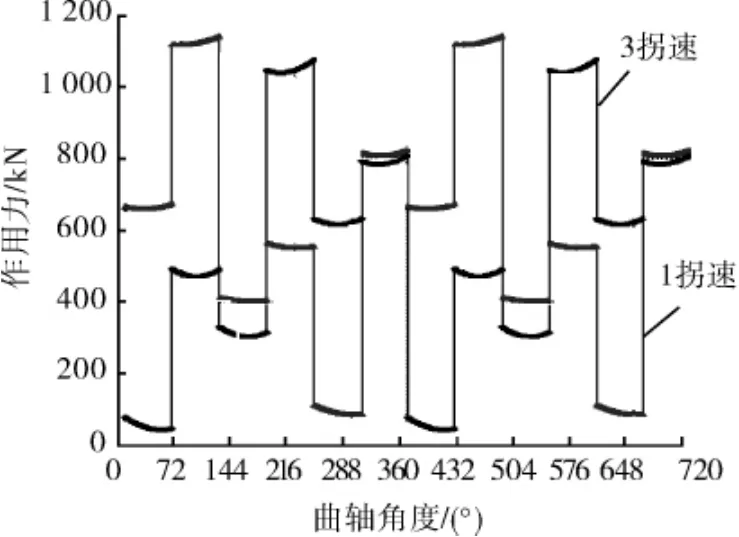
圖8 曲軸兩端主軸承受力
由圖7~8知,曲軸兩端主軸承及活塞的最大受力方向?yàn)椋ㄒ缘?拐位于水平位置時(shí)為0°,作為起始位置)120°、240°、360°時(shí)。
2.4 優(yōu)化設(shè)計(jì)
根據(jù)重心位置對(duì)曲軸的非加工表面進(jìn)行設(shè)計(jì)修改,使重心與旋轉(zhuǎn)中心盡量重合。
1) 調(diào)整砂芯形狀尺寸,減少零件重心與零件回轉(zhuǎn)軸線距離并保證砂芯強(qiáng)度。
2) 調(diào)整模型外形尺寸,減少零件重心與零件回轉(zhuǎn)軸線距離。
3) 將重心在小范圍內(nèi)下移,以保證澆注后重心正好在控制范圍內(nèi)。
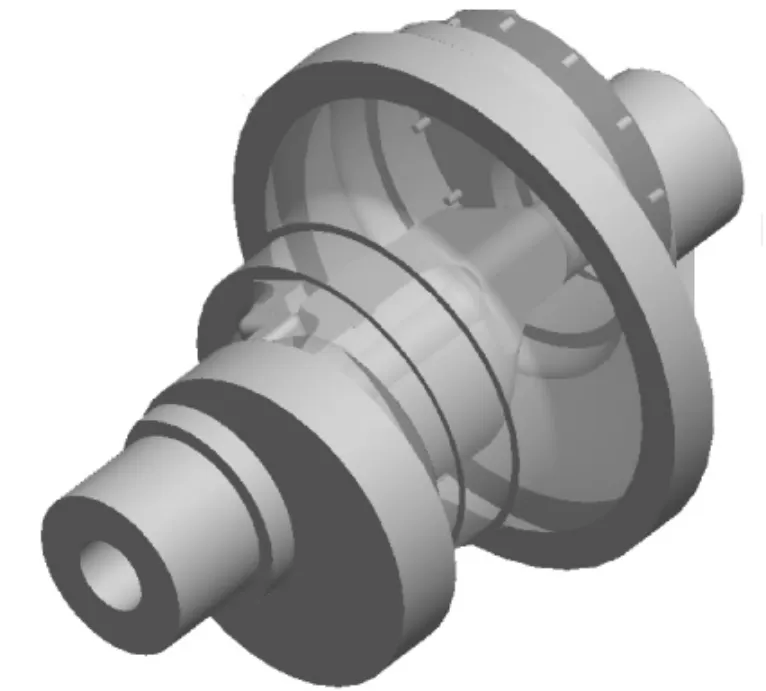
圖9 優(yōu)化后的三維模型
2.5 優(yōu)化前后應(yīng)力及疲勞強(qiáng)度對(duì)比
應(yīng)用Pro/MECHANICA Structure對(duì)曲軸各旋轉(zhuǎn)位置進(jìn)行靜力分析,并校核疲勞強(qiáng)度。圖10~12分別為120°、240°、360°位置的曲軸應(yīng)力、疲勞強(qiáng)度在優(yōu)化前后的云圖對(duì)比,發(fā)現(xiàn)曲軸的應(yīng)力和疲勞強(qiáng)度無明顯變化,說明優(yōu)化設(shè)計(jì)的曲軸結(jié)構(gòu)達(dá)到使用要求。
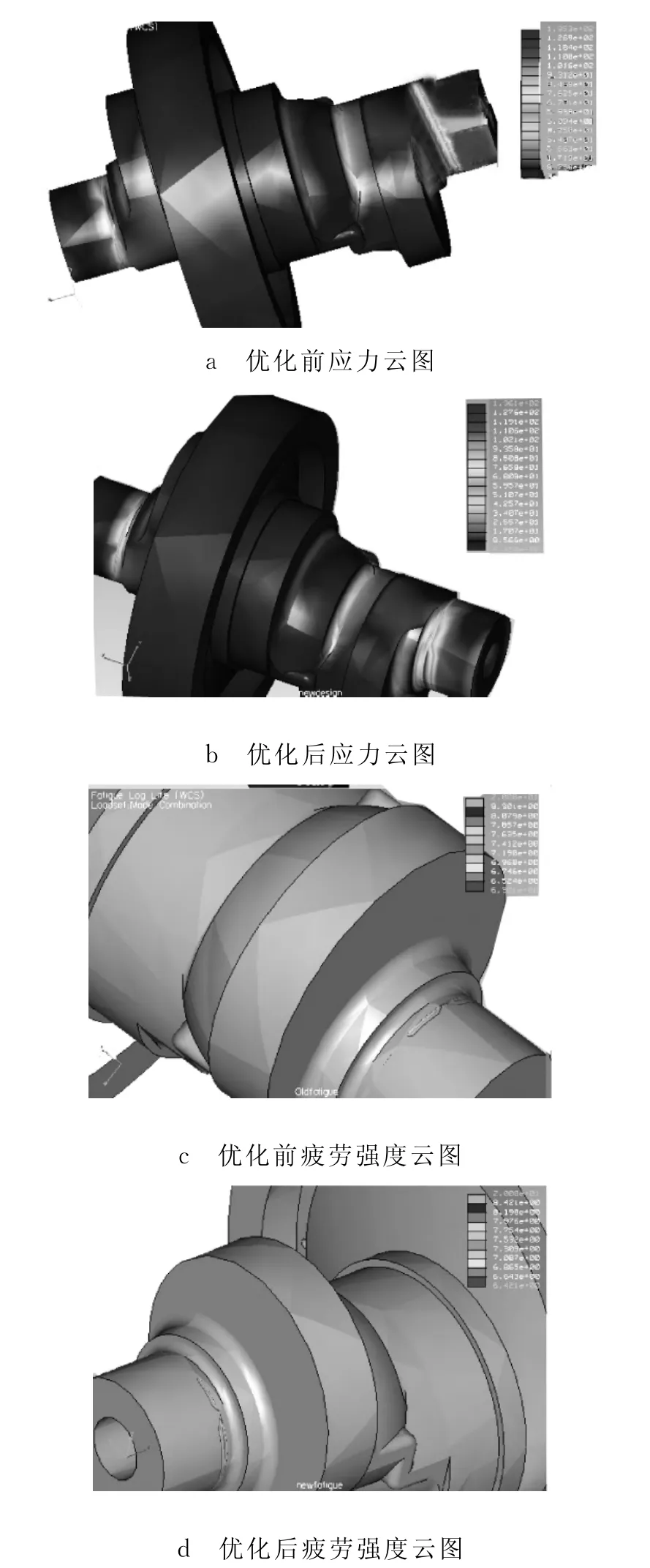
圖10 120°位置的曲軸應(yīng)力、疲勞強(qiáng)度優(yōu)化前后對(duì)比云圖
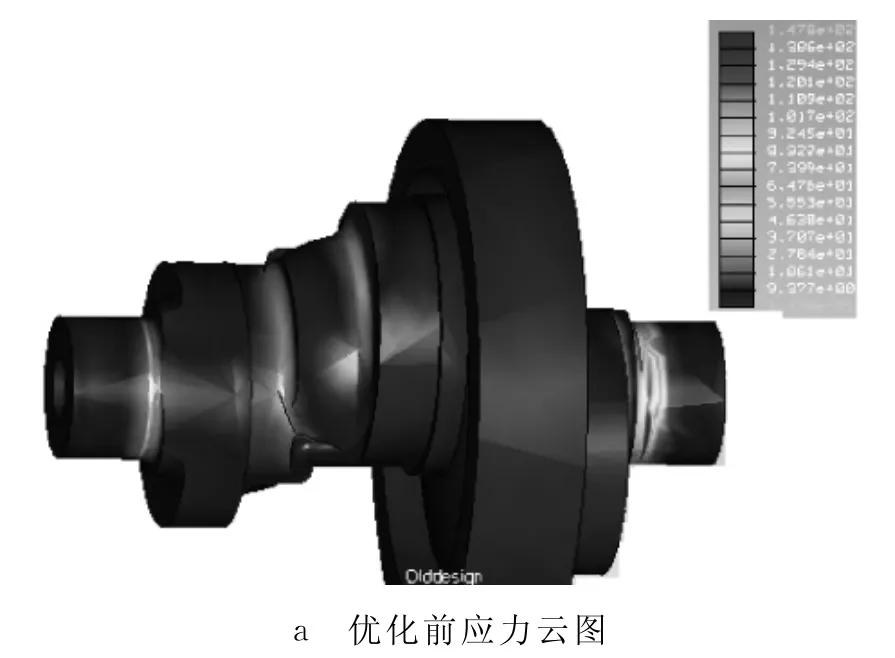
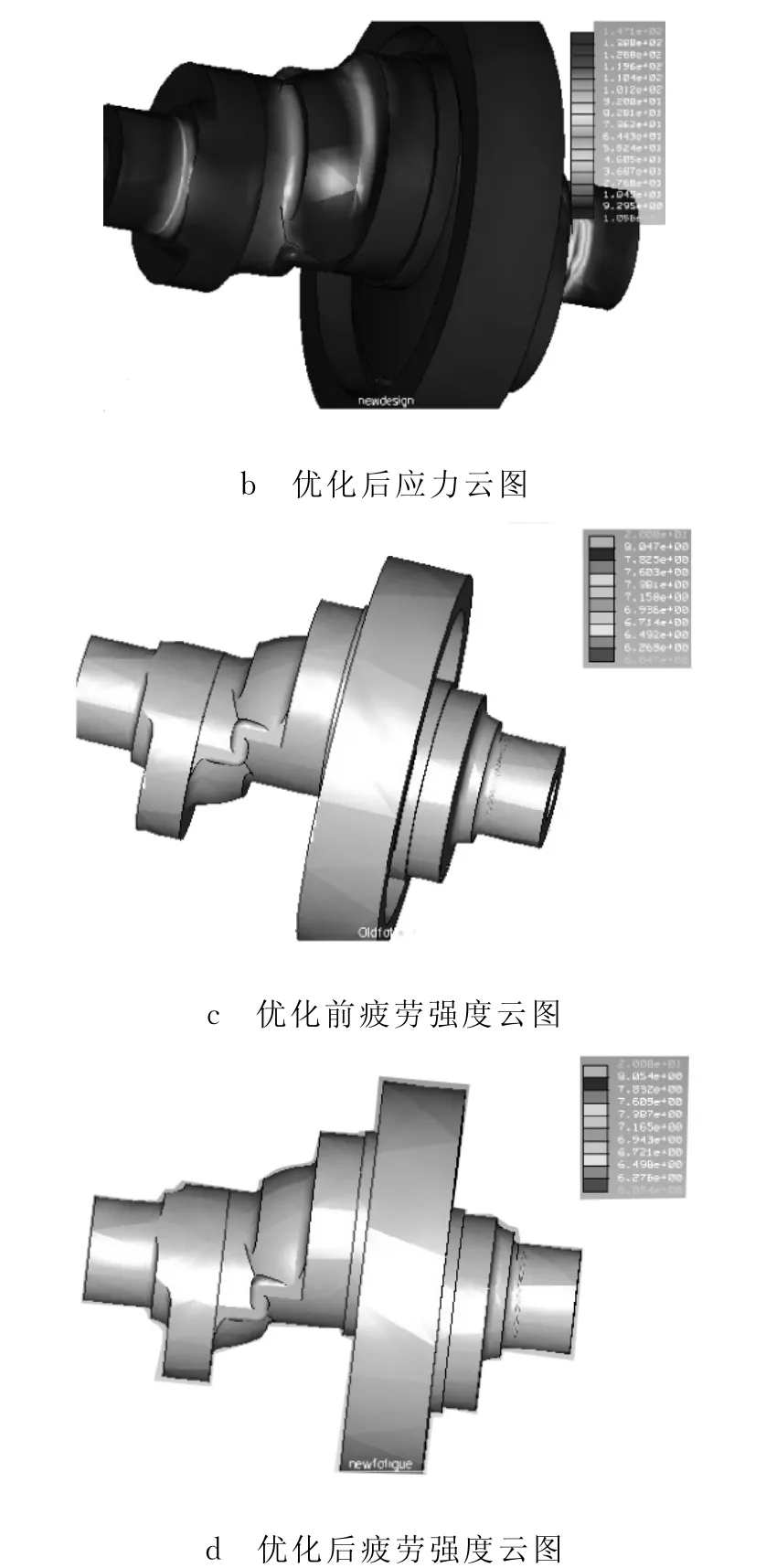
圖1 1 2 4 0°位置的曲軸應(yīng)力、疲勞強(qiáng)度優(yōu)化前后對(duì)比云圖
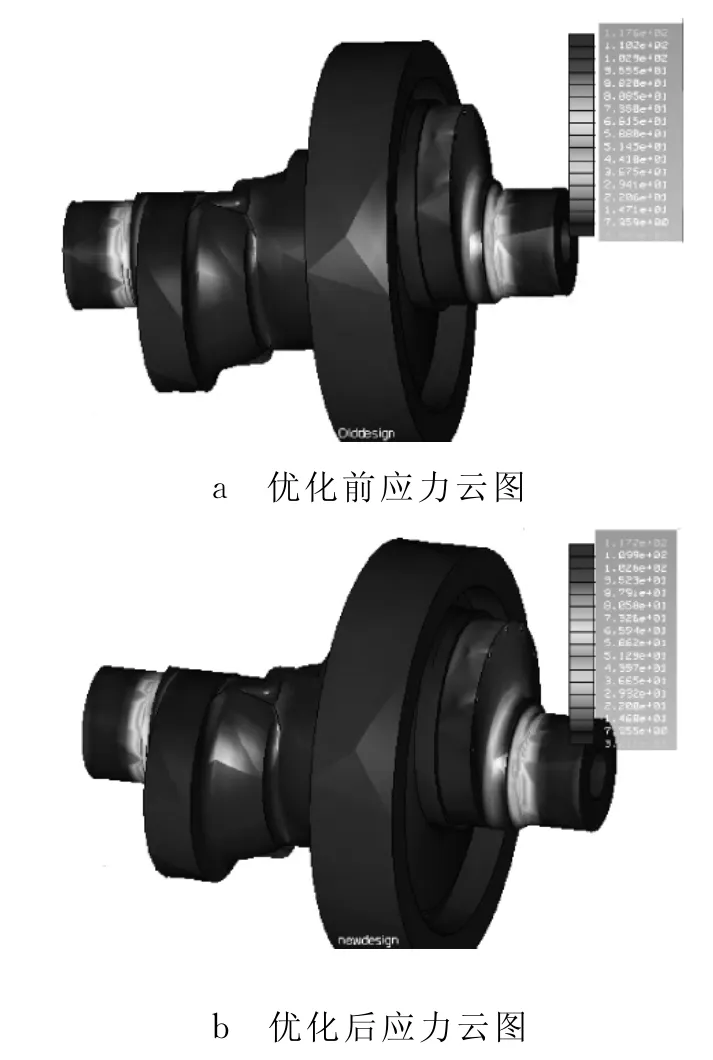
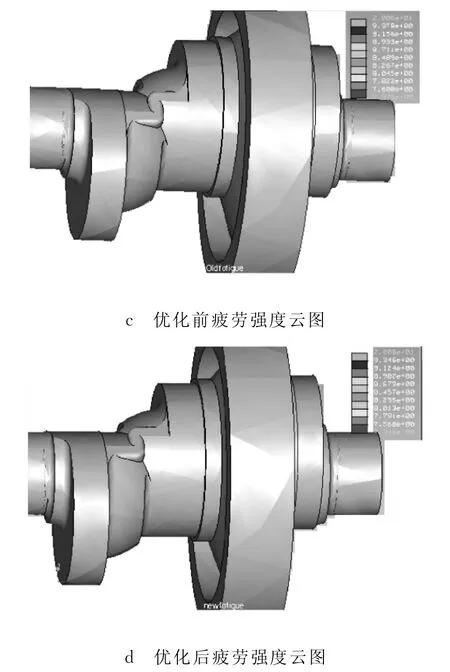
圖1 2 3 6 0°位置的曲軸應(yīng)力、疲勞強(qiáng)度優(yōu)化前后對(duì)比云圖
3 結(jié)論
1) 利用P r o/E強(qiáng)大的建模功能及運(yùn)動(dòng)模擬功能,特別是其優(yōu)化設(shè)計(jì)模塊可對(duì)鉆井泵曲軸進(jìn)行優(yōu)化設(shè)計(jì),縮短了設(shè)計(jì)周期,降低試制成本。
2) 優(yōu)化設(shè)計(jì)后,曲軸的偏心得到了大幅度的校正。
3) 現(xiàn)場(chǎng)應(yīng)用表明,優(yōu)化曲軸結(jié)構(gòu)后鉆井泵運(yùn)行更加平穩(wěn),振動(dòng)噪聲明顯降低,受到用戶好評(píng)。
[1] 劉濟(jì)寧,曹麗平,杜志妍.石油鉆井用鉆井泵的新發(fā)展[J].石油礦場(chǎng)機(jī)械,2 0 0 6,3 5(4):4 9-5 1.
[2] 沈?qū)W海.鉆井往復(fù)泵原理與設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1 9 9 0.
[3] 蘇愛民,王麗萍.鉆井泵制造工藝的改進(jìn)[J].石油礦場(chǎng)機(jī)械,2 0 0 6,3 5(5):1 0 3-1 0 5.
[4] 劉筱路.P r o\E NG I N E E R曲面造型技術(shù)詳解[M].北京:人民郵電出版社,2 0 0 5.
[5] 高秀華,李炎亮,鄧洪超,等 .機(jī)械三維動(dòng)態(tài)設(shè)計(jì)仿真技術(shù)[M].北京:化學(xué)工業(yè)出版社,2 0 0 3.
Structure Optimization of Drill Pump′s Crank Shaft Based on Pro-Engineering
YU Qing-h(huán)ua,LIU Bao-qiu,LIU Ying-ji
(Rongsheng Machinery Manufacture Ltd.of Huabei Oilfield,Renqiu062552,China)
In order to reduce the harm of eccentricity and vibration of drill pump,we analyze the structure of drill pump's hollow crank shaft and deal with the eccentricity of the shaft with Pro/E,and bring out the improving measures.With static analyzing and fatigue collating on the shaft which were adjusted,we found that the eccentricity of the shaft was improved;the machine runs steadily,vibration and noise declines and the life of shaft were increased greatly.
drill pump;crank shaft;structure;Pro/E
1001-3482(2012)04-0076-04
TE926
B
2011-10-20
余青華(1976-),男,陜西戶縣人,工程師,主要從事鑄造工藝設(shè)計(jì)工作,E-mail:yqh1108@163.com。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01