船體熒光磁粉自動檢測設備的設計研究
2012-12-18 09:02:58張海寬范明琦
中國修船 2012年2期
張海寬,劉 宇,石 勇,范明琦
(海軍駐渤海造船廠軍事代表室,遼寧葫蘆島 125004)
磁粉檢測 (Magnetic Particle Testing,MT)作為一種無損檢測技術是檢查船體結(jié)構(gòu)等鐵磁性材料表面和近表面缺陷的主要手段,由于其較高的檢測靈敏度、檢測速度快、缺陷易于識別等優(yōu)勢,日益受到了機械加工領域的重視,尤其在艦艇的船體建造領域的應用要求越來越高。然而熒光磁粉檢測的效率與結(jié)果的可靠性很大程度上依賴于檢測設備,國內(nèi)外業(yè)界十分重視磁粉檢測設備的開發(fā),因為只有檢測設備的進步,才能給磁粉檢測帶來成功的應用[1]。現(xiàn)在國外磁粉檢測設備從固定式、移動式到便攜式,從半自動、全自動到專用設備,從單向磁化到多向磁化,設備已經(jīng)系列化和商品化,而國內(nèi)目前大多處于傳統(tǒng)的手工探傷階段,智能化設備尚處于研究階段。手工探傷過程中,需要人工進行焊縫磁化、噴灑磁懸液、照射紫外光、質(zhì)量查驗、缺陷標記等操作,致使檢測工作效率低、勞動強度大、人為影響大、人體防護差等缺點,而上述缺點一直以來都是該種磁粉檢測方法的瓶頸。同時對檢測過程和檢測結(jié)果進行監(jiān)控和電子化保存,方便后續(xù)復驗和抽查,也是提高船體焊接質(zhì)量管理、促使開發(fā)自動化、智能化磁粉探傷設備的動力。熒光磁粉檢測的自動化、網(wǎng)絡化、智能化發(fā)展已成為必然趨勢,實施熒光磁粉自動檢測的意義主要體現(xiàn)在如下幾點。
1)提高檢測效率。
通過集中控制系統(tǒng)連續(xù)完成磁軛的移動、磁化、噴液、照射等動作,減少了各動作之間的間隔,有效提高了檢測效率。
2)保證檢測質(zhì)量。
使用交叉磁軛一次完成待檢焊縫部位的全部磁化工作,并同步進行磁懸液的噴灑、紫外光的照射以及缺陷查驗等操作,有效減少了操作過程的人為因素影響,保證檢測質(zhì)量。
3)實現(xiàn)檢測過程的可追溯性。
通過圖像采集裝置實現(xiàn)檢測全過程跟蹤視頻保存和定點抓拍,并同時記錄探傷速度、磁場強度、光照強度等相關參數(shù),可以根據(jù)該數(shù)據(jù)實現(xiàn)檢測過程的重現(xiàn),便于焊縫的復驗、抽檢,實現(xiàn)了檢測過程的可追溯性。
4)降低勞動強度。
手工磁粉檢測的操作需要不同的操持高度多次交換檢測設備,使用自動檢測設備進行磁粉探傷時,檢測人員只需要操縱主控制臺就可完成檢測工作,減輕了人員日常檢測工作量,減少人為因素的影響,保證船體建造質(zhì)量。
1 熒光磁粉自動檢測設備的功能定位
結(jié)合我國船體建造磁粉檢測技術的發(fā)展情況,針對目前船體建造質(zhì)量檢驗的新要求,首先要對熒光磁粉檢測操作流程集成化、檢測步驟的連貫化,實現(xiàn)平直焊縫或環(huán)形焊縫的過程自動檢測,復雜結(jié)構(gòu)空間角落部位焊縫仍由人工處理。然后在此基礎上,配備相應的智能反饋控制裝置,開發(fā)功能強大的缺陷識別系統(tǒng),逐步實現(xiàn)檢測機器人自動檢測船體焊縫、自動識別焊縫表面缺陷,完成檢測數(shù)據(jù)的采集、處理、報警、存儲、回溯等磁粉檢測工作。因此,現(xiàn)階段熒光磁粉自動探傷的主要任務是實現(xiàn)焊縫磁化、磁懸液噴灑、紫光燈照射、焊縫表面查驗、缺陷標記等檢測動作的自動化,一次完成1條連續(xù)焊縫的上述檢測工作,通過攝像裝置對檢測全過程進行監(jiān)控,并對焊縫缺陷處定位、保存和記錄,同時開發(fā)相應的控制程序和圖像處理軟件完成歷史數(shù)據(jù)的統(tǒng)計和回放。產(chǎn)品的設計功能具體描述如下。
1)能夠?qū)崿F(xiàn)快速磁化和全面磁化操作。
人工磁化探傷方法采用的手工相互垂直磁化的方法,需要2次操作,費時費力,自動探傷設備應具備快速磁化的功能、易于操作的特點。而且還應該考慮手工方法由于漏磁或磁化強度不夠等因素造成的探傷失誤。
2)能夠?qū)崿F(xiàn)磁粉的自動噴灑。
人工方法在磁化完成后,采用手工噴槍進行磁懸液的噴灑,不但效率低,還會出現(xiàn)噴灑不均勻,甚至漏噴的情況,導致探傷不準確。因此,自動探傷設備應能實現(xiàn)自動、均勻噴灑磁懸液。
3)能夠?qū)崿F(xiàn)常規(guī)缺陷的自動識別功能。
人工方法的缺陷識別依靠人的眼睛,憑借經(jīng)驗進行判斷,由于人為原因?qū)е碌恼`判、漏判、錯判等情況時有發(fā)生。自動探傷也應具備缺陷自動識別功能,對常規(guī)缺陷應能自動評判、報警,并在缺陷處自動加以標注,以備復驗和處理。
4)能夠?qū)崿F(xiàn)檢測過程的可追溯性。
目前對熒光磁粉探傷無法完成探傷過程的重現(xiàn)或追溯,對焊接過程監(jiān)控、缺陷復驗等均不具有可追溯性,進一步會影響焊接質(zhì)量的保證。因此,研制的自動探傷設備應采用先進的計算機圖像技術實現(xiàn)探傷過程的采集、存儲和回放功能,實現(xiàn)探傷過程的可追溯性。
2 軟硬件的設計實現(xiàn)
2.1 結(jié)構(gòu)組成
熒光磁粉自動檢測設備主要有2個部分組成:主控機柜和爬行機構(gòu),其中主控機柜包括工控機、檢測控制模塊、磁化發(fā)生模塊,爬行機構(gòu)包括磁化裝置、噴液裝置、標記裝置、紫光照射裝置、圖像采集裝置及相應的爬行支撐平臺等,主控機柜的檢測控制模塊實現(xiàn)對設備爬行、對中、噴液、標記、磁化開關等檢測動作的控制,其結(jié)構(gòu)如圖1所示。
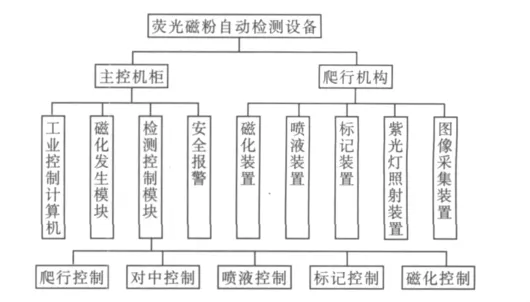
圖1 設備結(jié)構(gòu)組成圖
熒光磁粉自動檢測設備通過應用硬件、軟件和優(yōu)化控制算法設計,突破了傳統(tǒng)檢測方式的種種弊端。具有可靠性好、檢測效率高、勞動強度低、數(shù)據(jù)采集準確等特點,有效提高了船體焊接熒光磁粉探傷的準確性和過程可追溯性。
2.2 硬件設計與實現(xiàn)
1)主控機柜。
主控機柜作為自動檢測設備的控制中樞完成對磁化裝置支撐平臺的上/下行、左右對中調(diào)整等機械動作進行開關控制,觸發(fā)磁懸液噴灑、缺陷標記裝置工作,并且提供人機交互的工控機模塊。整個框架采用一體化設計思想,將檢測控制與磁化發(fā)生裝置、爬行移動信號發(fā)生端等各硬件部分有機融合到一體。通過對上述硬件部分的有機合成,提高了各部分之間的聯(lián)合操作,檢測人員在主控臺前只需要點擊不同的按鈕即可完成焊縫檢測的全過程。
為滿足現(xiàn)場生產(chǎn)環(huán)境要求,使用工業(yè)控制計算機,作為人機交互的窗口,工控機主要完成焊縫檢測實時影像顯示、操作按鈕、缺陷圖片顯示與處理、打印輸出機與其他控制端接口等功能。并且在顯示焊縫檢測過程的同時,以avi格式保存視頻文件,以bmp格式保存抓拍的缺陷圖片,以備對檢測數(shù)據(jù)進行查詢,追溯檢測過程,復驗焊縫質(zhì)量。
(1)單片機控制單元。整個控制采用工控機與單片機單元串口通訊實現(xiàn)。單片機控制過程中,上位機發(fā)送命令,控制繼電器的線圈通斷電,繼電器的常開觸點與相應的控制端相接,實現(xiàn)了通過計算機來控制相應設備的觸發(fā)動作。
(2)磁化發(fā)生裝置。針對人工方式檢測需要兩次磁化的問題,本設備采用伸縮型交叉磁軛設備,應用連續(xù)法對工件進行復合磁化,同時周向和縱向磁化時,由于2個磁場相位差為120°,它們合成的磁場為橢圓形磁場,該磁場能檢測工件上全方位的缺陷。磁化發(fā)生裝置主回路配有開關電源,交流接觸器通電后,開關電源向外部提供24 V電壓,當由通訊總線傳遞磁化信號時,磁化變壓器磁軛通電可對工件磁化,實現(xiàn)對焊縫的磁化。
2)爬行機構(gòu)。
自動檢測設備中的爬行機構(gòu)首先作為磁軛、噴液、標記及攝像頭等子設備的支撐平臺,能夠提供上/下行、左右對中、前后距離調(diào)整等活動銜接。同時又作為一個整體可以方便拆卸作為便攜式探頭使用。因此需要進行優(yōu)化設計,兼顧各方面需求,盡量縮小體積,采用分體式設計、插入式安裝技術實現(xiàn)各功能子設備的有機組合,實現(xiàn)自動檢測爬行機構(gòu)。整個支撐平臺通過齒條與支撐框架銜接,前后和左右對中調(diào)整采用滑竿銜接,2種驅(qū)動均使用直流電機驅(qū)動,電機的動作由單片機控制單元觸發(fā)。
2.3 軟件設計
熒光磁粉自動檢測設備配套系統(tǒng)軟件由以下3個程序模塊組成。
1)數(shù)據(jù)采集模塊。
數(shù)據(jù)采集模塊通過高頻度CCD攝像頭獲取熒光照射下磁化后的焊縫視頻信號,實現(xiàn)視頻信號的采集、處理、存儲,突出顯示熒光磁粉介質(zhì)在焊縫表面的分布形式,另外通過不同的傳感器獲取磁化電流和電壓信號,經(jīng)轉(zhuǎn)換處理后存儲。
2)數(shù)據(jù)管理模塊。
用于保存產(chǎn)品、焊縫、分/總段、檢測時間、檢驗人員、肋骨位及備注等信息字段,采用MS ACCESS數(shù)據(jù)庫對數(shù)據(jù)結(jié)構(gòu)進行定義和描述,建立便捷的索引接口,可依據(jù)產(chǎn)品編碼、焊縫編號、檢測日期、分/總段編號等信息進行查詢、編輯和回溯等重復檢查等操作。
3)焊縫缺陷識別與處理模塊。
提供用戶操作子窗口,實現(xiàn)焊縫檢測數(shù)據(jù)的離線分析功能,主要包括焊接過程視頻文件的回放,缺陷圖片的平滑、銳化、邊界提取等圖像處理操作,同時提供焊接缺陷形式分析及標定、缺陷圖片標注,進一步確定缺陷種類和尺寸等要素信息。
3 結(jié)束語
針對傳統(tǒng)的人工方式進行船體焊縫熒光磁粉檢測造成的效率低、勞動強度大、不可回溯等問題,本文提出船體焊縫熒光磁粉自動探傷設備的設計方案,采用優(yōu)化設計思想集成了熒光磁粉檢測的子設備,對環(huán)形焊縫及平直焊縫可實現(xiàn)磁化、噴液、標記等探傷動作的連續(xù)作業(yè),提高了檢測效率、改善了勞動條件,并成功實現(xiàn)了檢測過程的可追溯性,為船體焊接質(zhì)量管理提供了幫助。本設備已在國內(nèi)某船廠的船體焊縫熒光磁粉檢測生產(chǎn)實際中成功應用,實現(xiàn)了焊縫熒光磁粉的自動探傷、探傷過程的可追溯性以及探傷結(jié)果的分析、復驗自動評判等功能,有效降低了探傷人員的勞動強度,提高了探傷過程的質(zhì)量控制。
[1]彭沛欣,周軍,鮑志強.熒光磁粉無損檢測自動化系統(tǒng)的實現(xiàn) [J].河海大學常州分校學報,2003,17(1):7-10.
[2]中國機械工程學會無損檢測分會.磁粉檢測 (第2版)[M].北京:機械工業(yè)出版社,2005.
[3]劉磊,劉秀蘭,俞庫.全自動熒光磁粉檢測系統(tǒng)的研究[J].機械工程與自動化,2004(6):26-32.
[4]錢其林.熒光磁粉探傷法應用技術探討[J].無損探傷,2002(6):16-18.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設計(2016年12期)2016-04-16 02:52:00
