對(duì)200萬(wàn)t/a柴油加氫改質(zhì)裝置等工程設(shè)備制造質(zhì)量延伸監(jiān)督檢查
2012-12-21 15:59:12羅紅斌蔡國(guó)雄
石油化工建設(shè) 2012年5期
羅紅斌 蔡國(guó)雄
石油化工工程質(zhì)量監(jiān)督總站 廣東廣州 510726
對(duì)200萬(wàn)t/a柴油加氫改質(zhì)裝置等工程設(shè)備制造質(zhì)量延伸監(jiān)督檢查
羅紅斌 蔡國(guó)雄
石油化工工程質(zhì)量監(jiān)督總站 廣東廣州 510726
針對(duì)近年發(fā)現(xiàn)設(shè)備制造質(zhì)量下滑的情況,為從源頭上確保到貨設(shè)備質(zhì)量,在設(shè)備制造過(guò)程中采取到廠進(jìn)行質(zhì)量監(jiān)督延伸檢查的方式、方法。
設(shè)備制造質(zhì)量 質(zhì)量延伸監(jiān)督 檢查
由于近年來(lái)我分公司工程建設(shè)中屢次發(fā)現(xiàn)制造廠家生產(chǎn)的壓力容器存在一些質(zhì)量問(wèn)題,從而影響了安裝工程質(zhì)量,如在140萬(wàn)t/a延遲焦化裝置中對(duì)到貨的分餾塔檢查時(shí),發(fā)現(xiàn)塔內(nèi)件多處角焊縫未焊接完畢、試壓檢查時(shí)出現(xiàn)接管角焊縫泄漏的問(wèn)題,在催化裂化裝置節(jié)能降耗及氣分改造項(xiàng)目中對(duì)到場(chǎng)的設(shè)備進(jìn)行水壓試驗(yàn)時(shí)發(fā)現(xiàn)1臺(tái)塔、2臺(tái)容器接管角焊縫和1臺(tái)容器母材出現(xiàn)泄漏,對(duì)這些設(shè)備經(jīng)刨開(kāi)焊縫檢查發(fā)現(xiàn),角焊縫均存在較嚴(yán)重的未焊透質(zhì)量隱患。建設(shè)過(guò)程中的設(shè)備制造質(zhì)量檢查,長(zhǎng)期以來(lái)主要注重到貨后的設(shè)備開(kāi)箱檢查,一旦發(fā)現(xiàn)質(zhì)量問(wèn)題在現(xiàn)場(chǎng)往往較難處理,同時(shí)也給工程進(jìn)度帶來(lái)嚴(yán)重影響,為避免此類(lèi)問(wèn)題的重復(fù)發(fā)生,受廣州石化委托,石油化工工程質(zhì)量監(jiān)督總站廣州石化分站組織專(zhuān)業(yè)人員深入設(shè)備制造廠家,對(duì)廣州石化柴油質(zhì)量升級(jí)改造工程200萬(wàn)t/a柴油加氫改質(zhì)裝置、加氫(二)B裝置等工程主要設(shè)備的制造質(zhì)量進(jìn)行了質(zhì)量監(jiān)督延伸抽查,在集團(tuán)公司內(nèi)率先將工程質(zhì)量監(jiān)督延伸至設(shè)備制造環(huán)節(jié),真正實(shí)現(xiàn)從源頭控制,嚴(yán)把設(shè)備制造質(zhì)量關(guān)。
1 認(rèn)真編寫(xiě)200萬(wàn)t/a柴油加氫改質(zhì)裝置、加氫(二)B裝置等工程設(shè)備制造到廠抽查計(jì)劃
200 萬(wàn)t/a柴油加氫改質(zhì)裝置等工程中主要壓力容器有70臺(tái)(反應(yīng)器、塔器、換熱器、容器),制造廠家有多個(gè),其中200萬(wàn)t/a柴油加氫改質(zhì)裝置工程中重要設(shè)備有13臺(tái),分別為:加氫反應(yīng)器R-9101、循環(huán)氫脫硫塔T-9101、脫硫化氫汽提塔T-9201、產(chǎn)品分餾塔T-9202、低分氣脫硫塔T-9203、反應(yīng)流出物/熱混合進(jìn)料換熱器E-9101、反應(yīng)流出物蒸汽發(fā)生器E-9102、熱高分氣/冷混合進(jìn)料換熱器E-9103、熱高壓分離器V-9102、冷高壓分離器V-9103、熱低壓分離器V-9104、循環(huán)氫壓縮機(jī)入口分液V-9107、氣封氣分液罐V-9112;加氫(二)B裝置中重要設(shè)備有4臺(tái),分別為:精制反應(yīng)器R202、換熱器E203/4、5、循環(huán)氫脫硫塔T203。
為抽查本工程中的壓力容器制造質(zhì)量,廣州石化分站制定以下對(duì)廠家壓力容器制造質(zhì)量的巡檢抽查計(jì)劃。
1.1 計(jì)劃?rùn)z查單位
根據(jù)各廠家的制造情況和保證有針對(duì)性抽查,計(jì)劃?rùn)z查以下幾個(gè)單位:
(1)甲公司(壓力容器制造廠家,國(guó)企);
(2)乙公司(壓力容器制造廠家,中石化下屬企業(yè));
(3)丙公司(壓力容器制造廠家,國(guó)企改制單位);
(4)丁公司(設(shè)備監(jiān)造單位,私企)。
1.2 檢查要求
1.2.1 檢查制造廠質(zhì)量保證體系情況
質(zhì)量保證體系機(jī)構(gòu)是否健全,設(shè)置人員能否滿足生產(chǎn)要求,是否能按質(zhì)量保證手冊(cè)要求進(jìn)行正常運(yùn)轉(zhuǎn)。
1.2.2 檢查各臺(tái)壓力容器制造工藝(方案)
編制的工藝方案(包括組裝工藝和焊接)是否符合要求可操作,有無(wú)不符合圖紙或規(guī)范要求,有無(wú)符合要求的焊接工藝評(píng)定,排版圖布置是否合理,是否有對(duì)各工序的控制檢查要求。
1.2.3 檢查制造廠對(duì)入庫(kù)材料的管理
是否采購(gòu)了符合圖紙要求的材料,是否按圖紙、容規(guī)要求對(duì)入庫(kù)材料進(jìn)行必要的檢查,對(duì)材料的標(biāo)記移值執(zhí)行情況等有關(guān)記錄。
1.2.4檢查廠家組裝和焊接工藝卡執(zhí)行情況
檢查工藝卡中對(duì)每道工序的檢查情況和簽字確認(rèn)情況。
1.2.5 檢查各部門(mén)(理化、無(wú)損檢測(cè)和熱處理等)工作情況
是否持證上崗,對(duì)檢查報(bào)告的管理,設(shè)備能力,抽查射線探傷底片等。
1.2.6 對(duì)監(jiān)造單位的檢查
監(jiān)造人員是否持證上崗,是否編制了監(jiān)造計(jì)劃,監(jiān)造計(jì)劃的可操作性和合理性,停檢點(diǎn)設(shè)置是否符合要求,對(duì)停檢點(diǎn)和巡檢點(diǎn)的執(zhí)行情況、監(jiān)造日記情況,對(duì)發(fā)現(xiàn)問(wèn)題的處置情況,對(duì)無(wú)損檢測(cè)的控制情況,是否有審片等。
1.2.7 現(xiàn)場(chǎng)檢查
抽查焊工持證上崗情況,對(duì)制造下料、組對(duì),開(kāi)孔接管開(kāi)坡口組對(duì)等工藝執(zhí)行情況進(jìn)行檢查,進(jìn)行實(shí)體外觀、部分安裝尺寸測(cè)量檢查,對(duì)無(wú)損檢測(cè)RT底片進(jìn)行抽查、設(shè)備主要焊縫的焊接質(zhì)量進(jìn)行超聲波檢測(cè)抽查等。
2 所檢查設(shè)備
由于受時(shí)間限制,本次只對(duì)200萬(wàn)t/a柴油加氫改質(zhì)裝置、加氫(二)B裝置的10臺(tái)設(shè)備進(jìn)行了檢查,具體設(shè)備(如表1)所示。
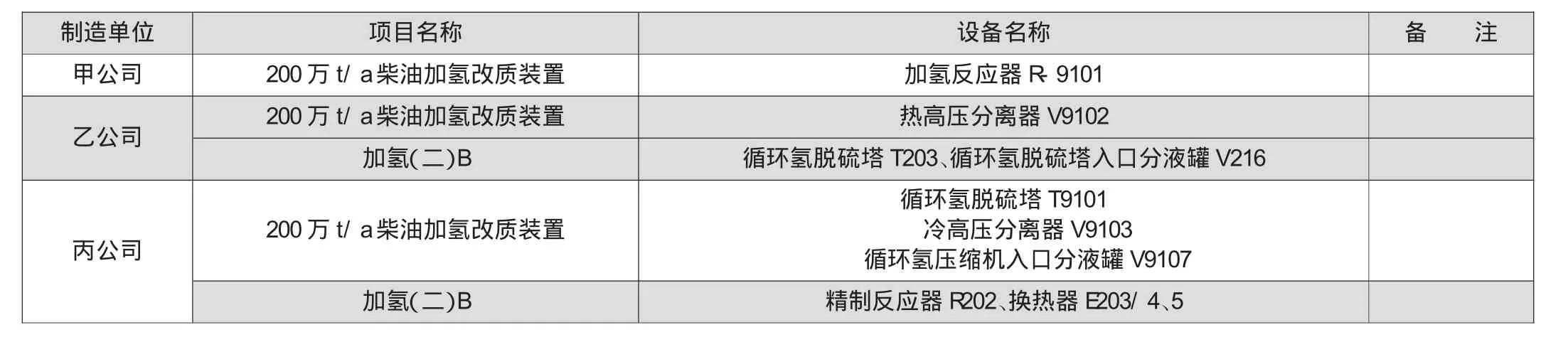
表1 200萬(wàn)t/a柴油加氫改質(zhì)裝置、加氫(二)B裝置的10臺(tái)檢查設(shè)備
3 檢查形式和過(guò)程
本次檢查,采取了檢查前一天才通知被檢單位的飛行檢查形式,被檢單位是在沒(méi)有準(zhǔn)備的情況下接受檢查的。主要檢查了制造廠質(zhì)量保證體系情況、抽查了壓力容器入庫(kù)材料管理、制造工藝(方案)、組裝和焊接工藝卡執(zhí)行情況,審查了部分理化、無(wú)損檢測(cè)和熱處理記錄或報(bào)告,也對(duì)監(jiān)造單位的監(jiān)造大綱、監(jiān)造日志、監(jiān)造周報(bào)及其執(zhí)行情況進(jìn)行了檢查,對(duì)設(shè)備實(shí)體進(jìn)行了外觀檢查、部分安裝尺寸(包括筒體厚度和堆焊層厚度)測(cè)量,對(duì)設(shè)備的主要焊縫的焊接質(zhì)量進(jìn)行了超聲波檢測(cè)抽查。
4 檢查情況概述
(1)三家制造廠的資質(zhì)及大部分有關(guān)人員的執(zhí)業(yè)任職資格等靜態(tài)質(zhì)量行為符合有關(guān)法律法規(guī)規(guī)定。
(2)三家制造廠的質(zhì)量保證體系運(yùn)轉(zhuǎn)正常,相關(guān)質(zhì)量管理制度的建立較完整。
(3)所抽查的實(shí)體質(zhì)量基本處于受控狀態(tài),沒(méi)有發(fā)現(xiàn)重大的難以處理的質(zhì)量問(wèn)題,重要和關(guān)鍵部位的整體質(zhì)量控制良好。
(4)從抽查的情況看,技術(shù)、管理及制造資料的形成、收集、整理基本符合要求,但也存在部分過(guò)程檢驗(yàn)記錄不齊全、填寫(xiě)不規(guī)范、不準(zhǔn)確甚至不真實(shí)現(xiàn)象。
(5)設(shè)備的焊接質(zhì)量控制得較好,但丙公司、乙公司的超聲波檢測(cè)工作質(zhì)量稍差,存在個(gè)別超標(biāo)缺陷漏檢的現(xiàn)象。
(6)監(jiān)造單位除個(gè)別停檢點(diǎn)監(jiān)督不到位和記錄不全外,監(jiān)造工作基本到位。
(7)從檢查情況比較看,甲公司的制造過(guò)程管理及實(shí)體質(zhì)量較好,丙公司和乙公司稍差。
5 檢查發(fā)現(xiàn)的質(zhì)量問(wèn)題
本次檢查共查出質(zhì)量問(wèn)題74項(xiàng),其中甲公司15項(xiàng),丙公司29項(xiàng),乙公司23項(xiàng),丁公司7項(xiàng)。
5.1 質(zhì)量行為方面
質(zhì)量行為方面的問(wèn)題 46項(xiàng),主要問(wèn)題歸納如下:
(1)無(wú)損檢測(cè)工藝文件編制不完善。甲公司、丙公司均未按JB/T4730-2005標(biāo)準(zhǔn)要求編制無(wú)損檢測(cè)工藝卡,不能指導(dǎo)無(wú)損檢測(cè)實(shí)際操作。
(2)過(guò)程檢驗(yàn)記錄未進(jìn)行有效的確認(rèn)。甲公司、丙公司射線檢測(cè)評(píng)片記錄無(wú)審核人員簽字;甲公司的產(chǎn)品焊接記錄、坡口檢查記錄均無(wú)檢驗(yàn)人員簽字確認(rèn),焊縫組對(duì)、外觀檢查、開(kāi)孔接管畫(huà)線檢查均沒(méi)有做記錄;乙公司V9102熱高壓分離器未做磁粉檢測(cè)記錄、部分工序驗(yàn)收停檢點(diǎn)未經(jīng)確認(rèn)就進(jìn)入下一工序。
(3)檢測(cè)配套設(shè)備性能差,影響檢測(cè)結(jié)果的準(zhǔn)確性和真實(shí)性。如:丙公司的射線底片自動(dòng)沖洗設(shè)備故障,導(dǎo)致大量底片存在嚴(yán)重影響評(píng)定的劃傷缺陷;超聲波儀器存在故障,導(dǎo)致儀器性能不穩(wěn)定,影響超聲檢測(cè)結(jié)果的準(zhǔn)確性,造成了超標(biāo)缺陷的漏檢。
(4)部分制造工藝不正確或不完善。如甲公司、乙公司的熱處理方案中,封頭熱成型試板未按圖紙要求隨產(chǎn)品進(jìn)行熱處理;丙公司制造的加氫(二)B裝置精制反應(yīng)器,用厚度為25mm的板做堆焊焊接工藝評(píng)定,并編制筒體堆焊焊接工藝不符合圖紙要求的“焊接工藝評(píng)定試板厚度應(yīng)不小于母材厚度的1/2或50mm二者的較小值”的板厚要求,鐵素體測(cè)量點(diǎn)數(shù)不符合圖紙要求(如圖紙要求對(duì)所有開(kāi)口接管內(nèi)表面均測(cè)兩處,每處測(cè)6個(gè)讀數(shù),但實(shí)際每處只測(cè)了3個(gè)讀數(shù))。
(5)存在部分焊接工藝錯(cuò)誤或無(wú)證焊接情況。如乙公司編制的單面焊雙面成型焊接工藝中選擇了帶墊板焊接的焊工是錯(cuò)誤的,應(yīng)選擇不帶墊板焊接的焊工;部分焊工沒(méi)有取得筒體對(duì)接焊接資格卻從事筒體環(huán)縫對(duì)接焊接(如H 153的焊工沒(méi)有取得Ⅱ類(lèi)鋼的手工電弧焊焊接資格),屬于無(wú)證作業(yè),這些問(wèn)題均不符合國(guó)質(zhì)檢鍋[2002]109號(hào)《鍋爐壓力容器壓力管道焊工考試與管理規(guī)則》要求。
(6)部分原材料缺做檢查,如加氫(二)B精制反應(yīng)器鍛件材質(zhì)書(shū)中缺少鍛件的回火脆化傾向性評(píng)定試驗(yàn)報(bào)告,不符合圖紙中“對(duì)鍛件進(jìn)行力學(xué)性能試驗(yàn)、回火脆化傾向性評(píng)定試驗(yàn)”的要求。
(7)監(jiān)造人員編制的監(jiān)造細(xì)則均沒(méi)按要求經(jīng)過(guò)監(jiān)造單位審核、審批,監(jiān)造人員未對(duì)制造廠進(jìn)行監(jiān)造細(xì)則交底,丙公司監(jiān)造人員存在對(duì)所設(shè)停檢點(diǎn)監(jiān)督不到位或監(jiān)造日記記錄不全的現(xiàn)象。
5.2 實(shí)體質(zhì)量方面
實(shí)體質(zhì)量方面的問(wèn)題 10項(xiàng),主要的問(wèn)題歸納如下:
(1)甲公司制造的R-9101加氫反應(yīng)器,部分法蘭硬度值為160HB,不符合圖紙要求的法蘭硬度HB≥180,但未進(jìn)行處理。
(2)甲公司制造的R-9101加氫反應(yīng)器,存在局部堆焊層厚度不符合圖紙要求。圖紙要求過(guò)渡層TP.309L+復(fù)層TP.347堆焊層總厚度≥6.5mm,但超聲波測(cè)厚抽查發(fā)現(xiàn)部分筒體處總厚度為191~192mm,基層(鋼板)厚度為186mm以上,說(shuō)明部分堆焊層厚度低于6.5mm。
(3)射線底片審查發(fā)現(xiàn),丙公司制造的R202反應(yīng)器筒體焊縫A 4-7底片存在30mm長(zhǎng)的線性超標(biāo)缺陷漏評(píng),缺陷必須返修處理。
(4)丙公司制造的加氫(二)B精制反應(yīng)器循環(huán)氫脫硫塔B2環(huán)焊縫的焊縫余高達(dá)5mm(規(guī)范GB150-1998中要求0~3mm)、筒體內(nèi)外存在多處電弧坑及母材凹坑、個(gè)別平臺(tái)預(yù)焊墊板透氣孔方向相反、部分降液板連接板安裝尺寸(螺孔距)誤差較大(已超出規(guī)范要求的±3mm)。
(5)焊縫超聲波檢測(cè)抽查,發(fā)現(xiàn)乙公司制造的V216循環(huán)氫脫硫塔分液罐J20A 1接管焊縫存在一處嚴(yán)重超標(biāo)缺陷漏檢,缺陷必須返修處理。
5.3 記錄資料方面
記錄資料方面的問(wèn)題18項(xiàng):
記錄資料方面的問(wèn)題主要是工藝文件、檢測(cè)記錄簽字不規(guī)范或無(wú)人簽字、個(gè)別記錄的信息不全、個(gè)別數(shù)據(jù)填寫(xiě)錯(cuò)誤等。
以上是本次設(shè)備制造質(zhì)量延伸監(jiān)督抽查查出的主要問(wèn)題,廣州石化分站已把所有問(wèn)題以書(shū)面形式告知相關(guān)制造單位,要求各制造單位限期整改,并書(shū)面回復(fù)。
6 問(wèn)題整改情況
甲公司、丙公司和乙公司均已對(duì)所查出的問(wèn)題進(jìn)行了整改并回復(fù)。但對(duì)設(shè)備內(nèi)件未按設(shè)備內(nèi)件圖紙技術(shù)要求進(jìn)行預(yù)組裝的問(wèn)題,三個(gè)制造廠均表示:雖然圖紙技術(shù)要求中明確規(guī)定“所有內(nèi)構(gòu)件均應(yīng)在制造廠預(yù)組裝,每種規(guī)格至少組裝一套”,但該要求是設(shè)備內(nèi)件圖紙的技術(shù)要求,設(shè)備制造廠沒(méi)有此圖紙,而且廣州石化與設(shè)備制造廠簽訂的設(shè)備制造合同中也無(wú)預(yù)組裝要求。本次檢查發(fā)現(xiàn)此問(wèn)題時(shí),設(shè)備內(nèi)的焊接件已全部完成,設(shè)備交貨期限也即將到期,所以無(wú)法再進(jìn)行內(nèi)件預(yù)組裝。
設(shè)備和設(shè)備內(nèi)件是由不同的廠家制作的,而且兩者的制作都不可避免地存在偏差。為避免因設(shè)備制造偏差、設(shè)備內(nèi)件制作偏差共同導(dǎo)致產(chǎn)品到達(dá)現(xiàn)場(chǎng)后出現(xiàn)設(shè)備內(nèi)件無(wú)法安裝的問(wèn)題,建議在以后工程的設(shè)備制造合同中明確提出設(shè)備內(nèi)件預(yù)組裝的要求。
7 檢查效果總結(jié)
本次設(shè)備制造質(zhì)量檢查是廣州石化開(kāi)展的首次工程質(zhì)量監(jiān)督延伸抽查。
通過(guò)這次檢查,及時(shí)查出了上述兩個(gè)項(xiàng)目的主要設(shè)備在制造過(guò)程中存在的一些質(zhì)量問(wèn)題。
通過(guò)這次檢查,向設(shè)備制造廠傳遞了廣州石化不僅重視設(shè)備出廠前的質(zhì)量驗(yàn)收,同樣也重視設(shè)備制造過(guò)程的質(zhì)量監(jiān)督的信息。
通過(guò)這次檢查,強(qiáng)化了設(shè)備制造廠的質(zhì)量意識(shí),有效地促進(jìn)了設(shè)備制造廠質(zhì)量保證體系的進(jìn)一步完善。
通過(guò)這次檢查,我們積累了設(shè)備制造質(zhì)量監(jiān)督檢查的經(jīng)驗(yàn),為今后更好地開(kāi)展設(shè)備制造質(zhì)量延伸監(jiān)督打下了基礎(chǔ),真正做到從源頭把好設(shè)備制造質(zhì)量關(guān)。
這10臺(tái)設(shè)備在進(jìn)場(chǎng)檢驗(yàn)、安裝、開(kāi)車(chē)使用過(guò)程中至今未出現(xiàn)嚴(yán)重制造質(zhì)量問(wèn)題,設(shè)備制造質(zhì)量得到有效控制。
1 楊承先等,機(jī)械裝備生產(chǎn)過(guò)程質(zhì)量控制理論與技術(shù)[M]國(guó)防工業(yè)出版社,2007。
2 程國(guó)平,質(zhì)量管理學(xué)[M]武漢理工大學(xué)出版社,2004。
TE687
B
1672-9323(2012)05-0049-03
2012-08-25)
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
汽車(chē)實(shí)用技術(shù)(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03