移動式管道工廠化預制技術的實際應用
2012-12-21 15:59:14張書安
石油化工建設 2012年5期
張書安
中國化學工程第三建設有限公司 安徽淮南 232038
移動式管道工廠化預制技術的實際應用
張書安
中國化學工程第三建設有限公司 安徽淮南 232038
近年來,工藝管道的預制日趨走向工廠化,各行業施工單位的管道預制加工廠都應運而生。在工業項目建設中,工藝管道施工預制工廠化的要求越來越高,特別是涉外工程或者大型國內工程的建設,投資方以及施工總承包方都以越來越科學的方法進行施工管理,對工期、安全、質量的要求也越來越高。由于管道工程貫穿于整個生產工藝,利用管道預制可大大縮短現場安裝的工期,在工程焊接質量上也能得到保證,市場日益要求管道預制具備工廠化的條件。施工企業在發展的過程中,也意識到提高生產效率,管理水平和技術水平的重要性,建設預制工廠也日益迫切。
管道 預制工廠 預制生產線
按照集團公司打造創新型企業的規劃,中化三建公司組織推廣管道自動焊技術的應用,安裝工程四公司考慮發展自身特色專業技術需要出發,主動承擔了在施工現場推廣應用管道自動焊技術的工作。為了更好地推進這項工作,專門成立了管道預制專業隊伍。自2009年以來,先后在天津堿廠項目、內蒙古金新化工5080項目、安徽華誼一期甲醇項目、開封晉開百萬噸總氨煤氣化項目及新疆特變電硅業項目中開展了管道自動焊技術的推廣應用工作。通過不斷地摸索和改進,管道預制的工藝技術和流程達到了與國內各大型公司的管道預制專業間相比肩的水平。通過不斷地摸索和學習,在項目的管控能力上已經建立形成適合本單位使用的模式,取得了顯著地成績,得到了業主、監理認可和肯定,展示了我公司工藝管道工廠化施工水平和實力,為公司贏得了信譽,使公司的形象得到進一步地提升。
1 實施內容
在項目管理中已經完善管道預制的施工流程,理順了項目部、安裝單位和預制單位的三者之間的工作關系。通過不同階段的實施使焊接工藝達到了不同的效果。
1.1 實施程序
施工準備→單線圖繪制→材料準備→管道預制→交付安裝
在天津堿廠的實施中初步形成了管道預制場的雛形;在內蒙古金新化工項目上完善了厚壁管埋弧焊接工藝;在無為甲醇項目上建立了工藝管道預制廠,形成了管道預制的生產線;在開封百萬噸總氨項目上采用移動式管道預制工作站集中進行管道預制焊接,針對以往所采用的厚壁管埋弧焊接工藝進行了改進,把中壁管(δ≥14mm)焊接也納入到埋弧焊中,這樣就加大了埋弧焊的焊接范圍,有效地減少了手工焊工的投入,并且已全面覆蓋到不銹鋼管和合金鋼管,埋弧焊接比例占所有預制管道的64%。進一步細化了管道預制的施工程序和模式化管理,針對同種規格的管道進行集中下料,控制并減少了主材的浪費;在新疆特變電現場加大了生產線的投入,引進了目前國內先進的南京奧特電氣AUTO MPPS630-B型移動式“一拖二”管道預制生產線設備,合理地把自動切割坡口加工、機械化組對、自動焊接三大工序以工作站的形式組成流水線作業。特別是多功能自動焊接及其工藝方面進行了全面提升,引進了氬弧自動打底填充蓋面和CO2氣體保護焊自動打底填充蓋面焊接工藝,滿足了多種管徑和材質的薄壁管、中厚壁管、厚壁管自動焊接要求。
1.2 形成了功能全面、技術先進的“移動型”管道預制模式
移動式管道預制模式屬于“現場型準工廠化”管道預制模式,AUTO MPPS630-B型移動式一拖二管道預制生產線關鍵工序工作站有:管道高速帶鋸機切割下料和高速坡口工作站、機械化組對工作站、多功能自動焊接工作站(氬弧焊、熔化極氣體保護焊、埋弧焊三種焊接功能)。有效地提高了坡口加工和自動焊接的效率,根據裝置工藝管道的不同特點對預制范圍進行了具體細化,結合手工焊接全面實現了工藝管道工廠化預制。其主要特點如下:
(1)關鍵工序的機械設備安裝在集裝箱內,形成專業工作站;
(2)移動生產線設備轉場方便快捷,可實現快速進場并迅速形成生產能力;
(3)移動生產線可根據作業現場實際情況靈活布置,各專業工作站之間采用了物流傳輸工裝聯接,并結合吊車和叉車吊裝運輸工具進行傳送,可提高工效、節省人力;
(4)多功能自動焊可實現自動氬弧/熔化極氣體保護焊自動打底、自動氬弧焊/熔化極氣體保護焊/埋弧焊填充蓋面,全面滿足各種材質、各種管徑、各種壁厚的管道預制要求;
(5)加工效率高,一臺多功能自動焊相當于7名以上高級焊工的工作效率;
(6)加工質量好,一次焊接合格率可保持在98%以上;
(7)管理成本和生產成本可控性好。
1.3 一拖二管道預制生產線設備配置:
(1)高效切割坡口工作站1套(含改裝集裝箱和配套物流設施);
(2)機械化組對工作站2套(可組對法蘭、彎頭、三通等多種管段);
(3)多功能自動焊接工作站2套(含改裝集裝箱和配套物流設施)。
1.4 一拖二管道預制生產線平面布置

1.5 一拖二管道預制生產人員配置
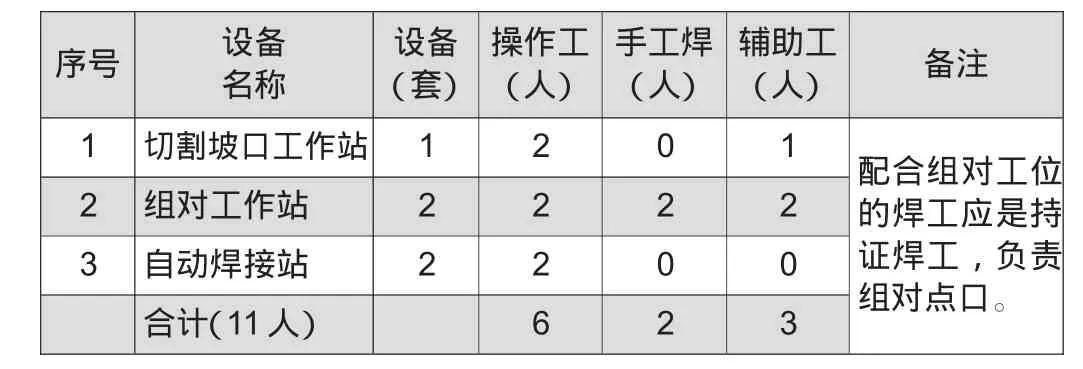
表1 一拖二管道預制生產人員配置表
1.6 一拖二管道預制生產線作業流程
高速切割下料→高速加工坡口→高效物流轉運→高效機械組對→高效自動焊接→成品檢驗保護。
1.7 一拖二管道預制生產線設備主要技術指標
1.8 一拖二管道預制生產線加工效率
(1)切割坡口加工效率:1000~1200寸徑/班;
(2)機械化組對效率:600~800寸徑/班;
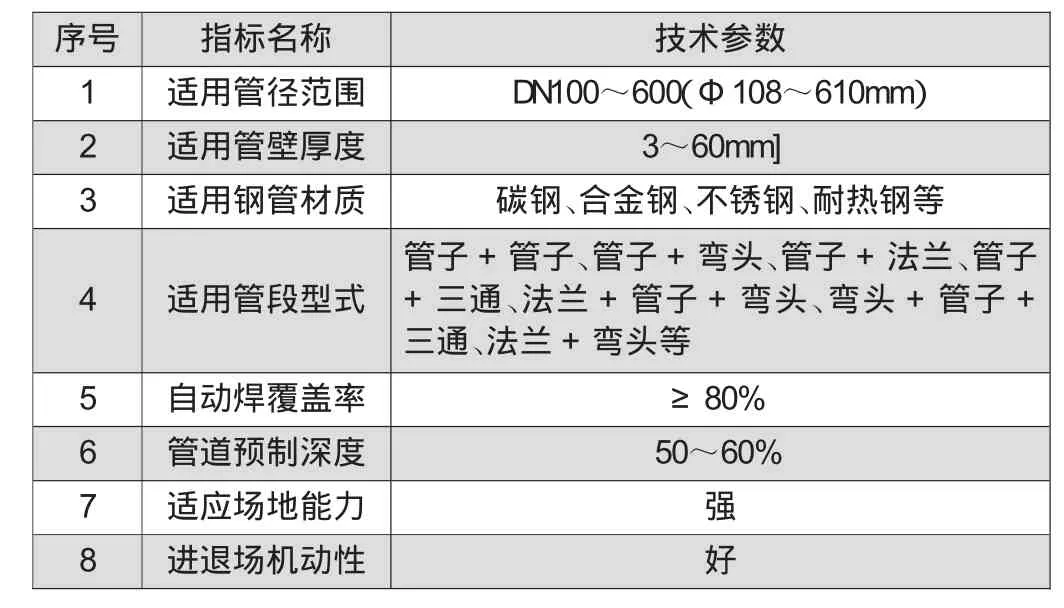
表2 一拖二管道預制生產線設備主要技術指標
(3)自動焊接效率:450~650寸徑/班。
根據現場實測數據整理的熔化極氣體保護焊自動焊接效率統計表(見表3)。
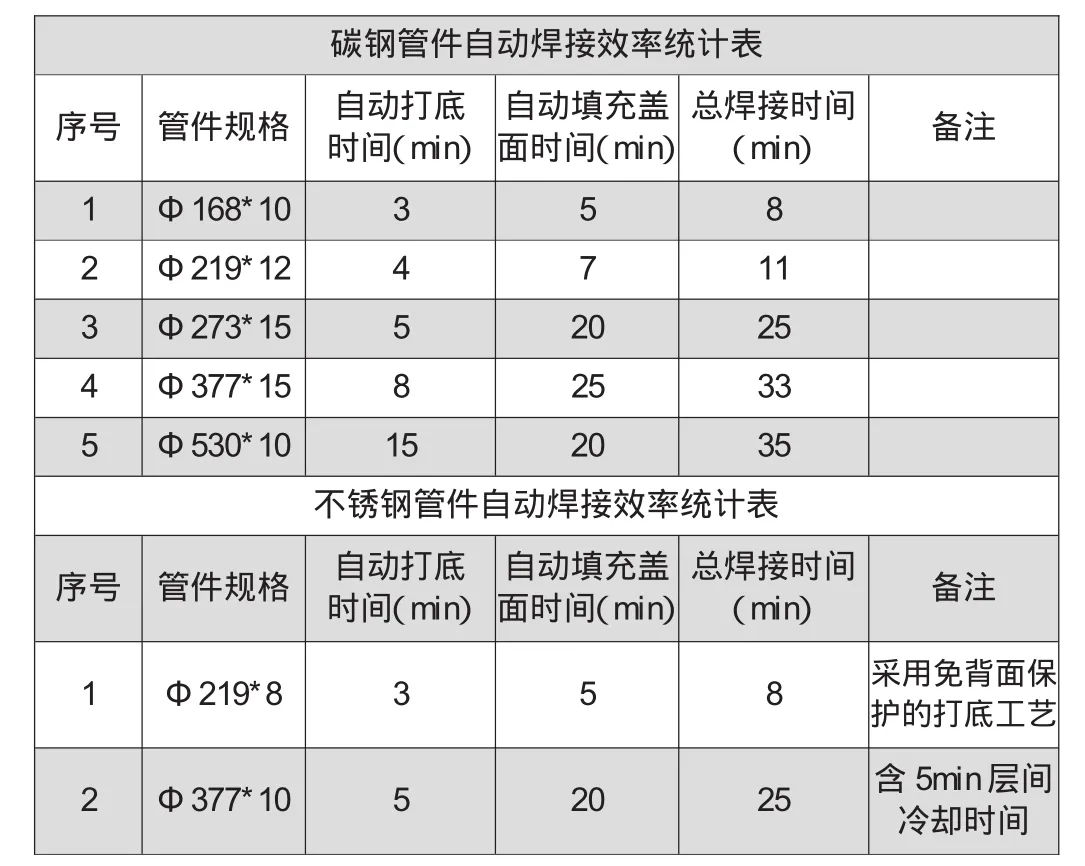
表3 自動焊接效率統計表
2 實施效果
通過施工現場的實施和實際應用,其作用不僅在于可大大提高工效、獲得較高的一次焊接合格率,而且施工人員生產狀況也得以改善,減少了施工人員高空攀爬和停留作業時間,有效地減少了安全事故的發生,大大降低對專業技術工人的依賴性,特別是現在人員流動很大的環境背景下,此優勢更為突出。能夠滿足業主對工程進度的要求,為工程的后期施工贏得時間和空間。
在中化三建公司的《基本管理制度》和《程序文件》指導下,安裝工程四公司圍繞管道預制制定了《專業公司管道預制管理辦法》,針對項目施工重點,加強對施工作業人員的管理。主要的質量管理措施有:
(1)對進入施工現場的作業人員進行嚴格的管理,做到三不進廠,即:未進行質量意識教育不進廠,電焊工無有效期內合格證件不進廠,電焊工不經實際技能考試合格不進廠。
(2)對設備材料的管理。設專人定期對機具、設備進行維護保養。
(3)加強預制過程的控制,以“統一管理,分區預制,流水預制,四不出廠”的要求進行管道預制管理。
(4)嚴格實行焊接質量獎懲制度,有效地把控施工質量。
3 需完善提升事項
在項目的管控過程中我們感到與相關同行間存在著差距,希望通過不斷地努力學習和摸索能在今后的工作中不斷地改進。需完善提升事項如下:
(1)引入管道預制信息化管理系統。在管道工廠化預制中引進包括ISO Builder管道圖紙轉換及預制設計軟件、AUTO RAMP&DCS生產組織管理系統軟件、P&S System生產過程信息管理傳輸系統在內的信息化管理系統。建立管道預制的技術管理、質量管理、探傷管理、進度管理和成品管理數據庫,實現技術、質量、材料、探傷、進度等管理的信息化,使管道預制過程中的每個區域、每條管線、每條管段、每道焊縫、每名焊工等均處于有效管控之中。
(2)完善管道預制成本核算標準。目前,管道預制工作的收入執行公司《內部委托管道預制統一收入標準》,整體標準偏低,導致現場實施成本壓力較大。
(3)管道預制作業的班組建設需加強。從專業公司自身做起,加大對管道預制管理力量的充實和投入,更需要公司對管道預制專業技術人員的扶持,提高管理力度形成良性、健康地發展。合理地對作業班組的組織,調動作業人員的積極性,形成比學趕幫超的和諧氛圍,打造更具戰斗力的班組,使管道預制工作在項目的運作中順利地進行。
4 結束語
隨著行業間對管道預制重要性及各種優勢的深入了解,加大管道工廠化預制硬件和軟件方面的投入已成發展趨勢。移動式一拖二管道預制生產線可迅速提高管道預制自動化、機械化施工水平,有效地降低手工焊接的勞動強度,緩解包括高級焊工在內的技術工人日益短缺的局面,是提升企業管道施工板塊競爭能力的有效途徑。
1 GB 50235-2010 工業金屬管道工程施工規范.
2 GB 50236-2011 現場設備、工業管道焊接工程施工規范.
3 SH 3501-2011 石油化工有毒、可燃介質鋼制管道施工及驗收規范.
4 化工部 全國化工安裝工程統一勞動定額 1990.
TE973
B
1672-9323(2012)05-0072-03
2012-08-27)
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
建材發展導向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:48
雜文月刊(2016年1期)2016-02-11 10:35:51
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年8期)2015-02-28 18:54:47
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54