TOFD檢測技術與RT檢測技術對比
2012-12-21 15:59:22李兆太王成森陳華生
石油化工建設 2012年5期
李兆太 王成森 陳華生
南京金陵檢測工程有限公司 江蘇南京 210000
TOFD檢測技術與RT檢測技術對比
李兆太 王成森 陳華生
南京金陵檢測工程有限公司 江蘇南京 210000
通過對含有多種缺陷的53塊試件進行TOFD檢測和RT檢測,將兩種檢測結果進行比對,從而得出哪種檢測方法更為有效。
TOFD檢測技術 RT檢測技術 對比
TOFD檢測(又稱衍射時差法超聲檢測)是目前較為先進的一種檢測技術,它能夠全程記錄檢測過程的參數和圖像,可存檔、可追溯,檢測靈敏度高。JB/T4730.10-2010《承壓設備無損檢測 第10部分 衍射時差法超聲檢測》標準已于2010.12.15實施,TSG R0004-2009《固定式壓力容器安全監察規程》和GB150.4-2011《壓力容器 第4部分 制造、檢驗和驗收》標準均已明確規定TOFD檢測法可以替代RT檢測法。
TOFD檢測技術是一種新的檢測方法,雖然上述標準對該方法已經認可,但該方法與RT檢測相比,其檢測能力是否有優勢,很多業主和設計人員希望有較為深入的了解。通過用大量的含有自然缺陷的焊接試件,采用這兩種方法分別進行檢測的實驗,將兩種檢測結果進行比較,得出對比結論。
1 對比驗證方案
1.1 試塊制作
制作大量多種規格的焊縫中含有裂紋、未焊透、未熔合、氣孔、夾渣等多種缺陷的試件。對比試驗共制作了8種規格(厚度分別為:12、20、22、28、33、45、65、90mm)累計 53塊焊接試件。
1.2 對比驗證方案
分別用TOFD檢測法與RT檢測法對每塊試塊進行檢測,將所得RT底片與TOFD圖譜分別進行評定,將所得結果進行對比,得出對比結論。
1.3 檢測工藝
根據JB/T4730.10-2010標準,對8種規格的試件,編制了TOFD檢測工藝,主要工藝參數(見表1)。
根據JB/T4730.2-2005標準,對8種規格的試件,編制了RT檢測工藝,主要工藝參數(見表2)。
2 檢測結果對比
將RT底片和TOFD檢測圖譜進行比對和評定,比對結果(見表 3)。
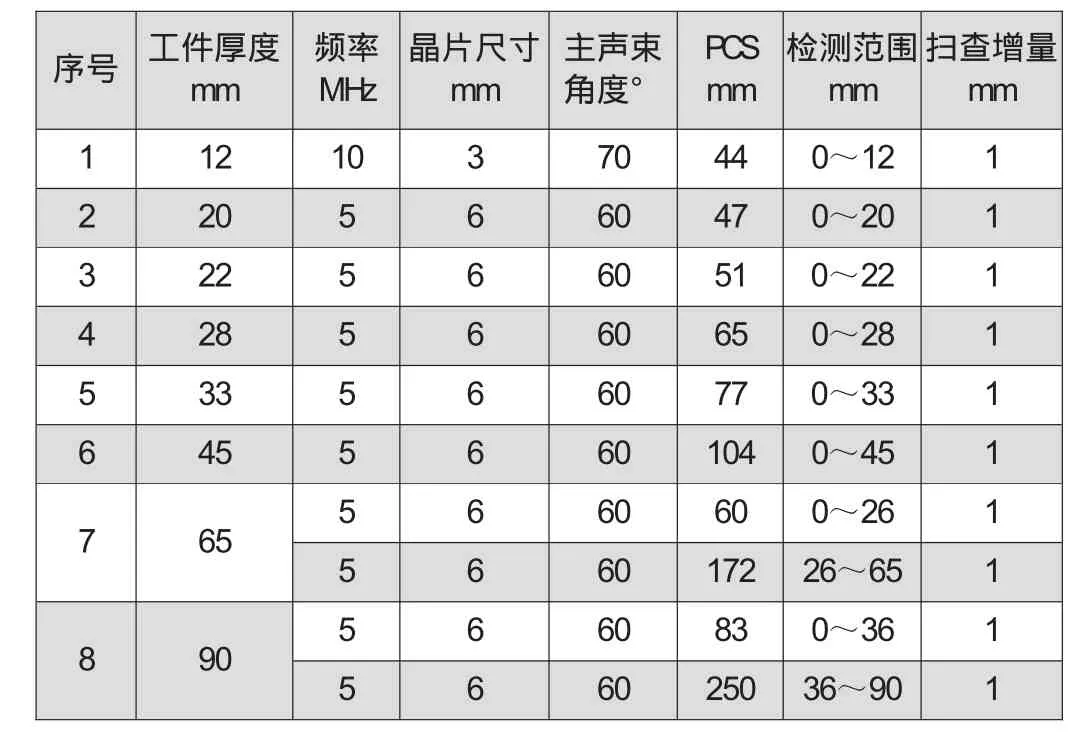
表1 TOFD檢測主要參數

表2 RT檢測主要工藝參數
3 對比結果分析
通過53塊焊接試件的TFOD與RT檢測結果對比,得出如下結果:
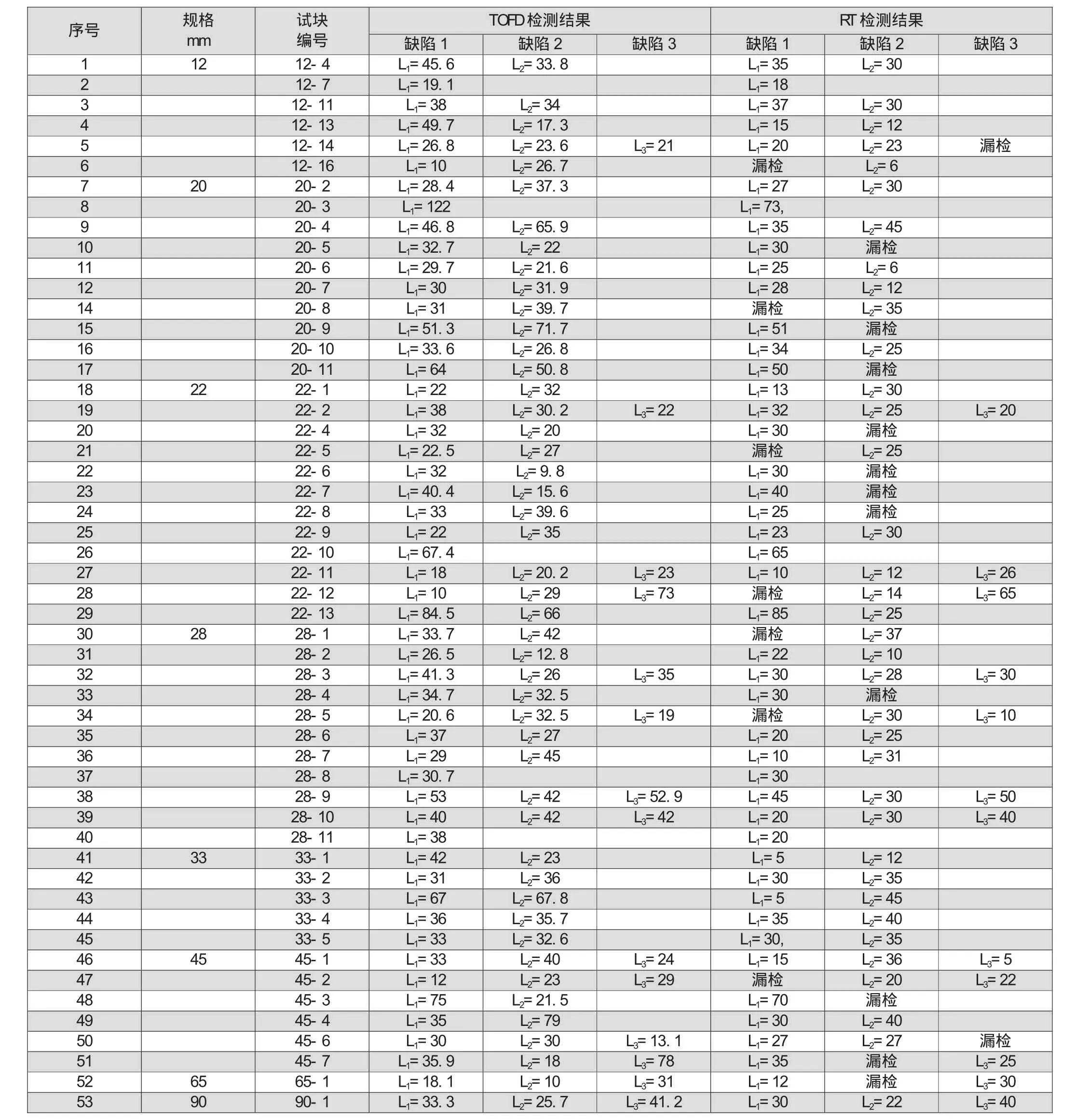
表3 RT檢測結果與TOFD檢測結果比對表(單位:mm)
(1)缺陷檢出率
在比對的53塊焊接試件中TOFD檢測出115處缺陷,RT檢測出95處缺陷,相對于TOFD檢測結果,RT檢測有20處缺陷漏檢。
(2)缺陷長度
兩種檢測方法都發現的95處缺陷中,有68處缺陷兩者的測量結果相差小于10mm,但是,一般來看,TOFD較RT檢測結果略長;有27處缺陷TOFD檢測的長度較RT檢測的長度大于10mm以上;
原因分析:RT漏檢缺陷20處和對缺陷長度的測量短于TOFD法,這是RT檢測技術的靈敏度所決定的,對于開口很小的裂紋缺陷,射線檢測法的靈敏度是無法達到的;對于裂紋尖端,因其開口較小,射線檢測的靈敏度也不能達到,因此其測量長度較TOFD會短。
4 結論
通過TOFD與RT檢測結果對比,表明TOFD檢測法的靈敏度和缺陷檢出率高于射線檢測法。
TE682
B
1672-9323(2012)05-0088-02
2012-07-20)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56