非標斜鐵在離心機安裝中的應(yīng)用
2012-12-23 01:37:24金寶燁包中宇王向東鄭春海
純堿工業(yè) 2012年6期
金寶燁,包中宇,王向東,鄭春海
(唐山三友化工股份有限公司,河北唐山 063305)
非標斜鐵在離心機安裝中的應(yīng)用
金寶燁,包中宇,王向東,鄭春海
(唐山三友化工股份有限公司,河北唐山 063305)
由于土建預埋鐵平面度沒有達到規(guī)定標準,影響了離心機的安裝精度而增加了振動。設(shè)計制作與預埋鐵斜度相匹配的非標斜墊鐵作為離心機安裝斜鐵,通過工程實踐的檢驗,取得了良好的效果,也為今后設(shè)備安裝提供了可借鑒的經(jīng)驗。
非標斜鐵;定點測量;制作;安裝
唐山三友化工股份有限公司新增4臺離心機為德國安德魯茲公司生產(chǎn)的SZ1000/2型號離心機,該離心機長3 900mm(不包括螺旋進料器),寬2 190mm,高1 900mm,重量11 000kg。底部配重鋼板長3 600mm、寬2 600mm、高200mm。配重鋼板上部通過10條M36雙頭螺栓與離心機連接,配重鋼板下部通過特殊減震墊與4個方形減震器上部貼合在一起,減震器下部與預埋鐵表面通過斜鐵和平鐵找正并用M20地腳螺栓把緊的方法來達到配重鋼板平面度精度和設(shè)備標高尺寸。由于土建的施工誤差,使預埋鐵的平面度超差,同一塊預埋鐵最高點和最低點相差18mm,同一臺離心機基礎(chǔ)4塊預埋鐵的最高點和最低點相差達到25mm。遠遠高于國家標準HGJ203-83規(guī)定的基礎(chǔ)水平度每米不超過5mm,全長不超過10mm的要求。
1 以往安裝經(jīng)驗
以往小型設(shè)備安裝遇到預埋鐵平面度超標的情況,我們一般都會采用加單塊斜鐵和鐵板相結(jié)合、最后將斜鐵和預埋鐵點焊的方法。如果預埋鐵面積大或設(shè)備質(zhì)量大,我們還會在預埋鐵和設(shè)備底座之間加一些相適應(yīng)的鋼板條,用手捶輕輕打緊后電焊點牢。由斜鐵的單獨線接觸變成多線接觸,以提高接觸面積。采用此種方法有許多弊病:第一,由于設(shè)備底座與斜鐵是多線接觸,不是面接觸,這就加大了設(shè)備底座的接觸壓強,導致設(shè)備底座的變形,影響了設(shè)備的使用壽命;第二,設(shè)備運行一段時間后底座松動,這就需要對底座斜鐵打緊和螺栓緊固,由于斜鐵的點焊,僅靠螺栓的把緊不能完全達到設(shè)備的緊固要求,另外螺栓的過度把緊還容易導致底座的變形;第三,此種方法不適合轉(zhuǎn)速高、振動大、對平面度要求較高的轉(zhuǎn)動設(shè)備。
2 非標斜鐵制作
結(jié)合以往的設(shè)備安裝經(jīng)驗及離心機的工作特性,我們針對預埋鐵平面度超標的特點采用一種全新的斜鐵-非標斜鐵來完成離心機的安裝。非標斜鐵是通過精確測量出預埋鐵的傾斜度,根據(jù)設(shè)備標高,將斜鐵和平鐵相結(jié)合,加工出與預埋鐵傾斜度相匹配的斜鐵。具體的操作過程如下:
2.1 定點測量
首先找出土建的縱橫中心線,根據(jù)中心線測量預埋鐵的位置是否正確。如果誤差不大,我們可以通過借料找正的方法予以補救,如誤差超出設(shè)備安裝范圍,則需要土建人員重新澆筑預埋鐵。預埋鐵位置找正后,將預埋鐵上的鐵銹和毛刺全部打磨掉,露出金屬光澤,并用鋼板尺和塞尺檢查預埋鐵的平面度,其平面度允許偏差為1mm/m。如超出允許偏差要用角磨機將高處全部打磨掉,預埋鐵周圍50 mm范圍內(nèi)的基礎(chǔ)表面需要鏟平,保證其水平度允許偏差為2mm/m。然后在土建測量人員配合下,用經(jīng)緯儀和標尺測量出廠房框架標高線。以廠房框架標高線為基準,再依次測量出每個預埋鐵4個角的標高,記錄在案。在測量預埋鐵標高時,要確保測量點都在預埋鐵4個角的最高點,周圍混凝土高度不超過預埋鐵高點。
2.2 制作
根據(jù)測量出的預埋鐵高度,結(jié)合設(shè)備安裝標高線和廠房框架標高線,計算出預埋鐵各點與設(shè)備安裝標高尺寸差值。此時的尺寸差值就是非標斜鐵的尺寸值,并根據(jù)尺寸差值繪出非標斜鐵的圖紙。如果非標斜鐵的厚度超出普通鋼板的厚度,可酌情在非標斜鐵上面加平鐵。平鐵須經(jīng)過機加工,平面度、平行度精度達到≤0.05mm要求,以保證設(shè)備標高與圖紙相符。
非標斜鐵全部制作完成后,具體形狀尺寸見圖1。

圖1 非標斜鐵
3 安裝
3.1 找平
將非標斜鐵按標記放到指定預埋鐵旁邊,檢查非標斜鐵有無磕碰造成的高點,如有則應(yīng)用角磨機打磨掉。檢查預埋鐵上的地腳螺栓是否垂直,如果不垂直則用氣焊將地腳螺栓根部烤紅,頂部帶上螺母,用手錘輕輕敲打至垂直。小心將非標斜鐵穿過地腳螺栓并放置在預埋鐵上,用手錘輕輕磕實。如邊角有縫隙則需要用薄鐵皮或銅皮塞實,用精度為0.02mm/m的條式水平儀測量非標斜鐵平面的水平度,水平度≤0.04mm為合格。依次將4塊預埋鐵找平后聯(lián)系土建測量人員,用經(jīng)緯儀和標尺逐一測量非標斜鐵的設(shè)備標高。測量點應(yīng)為預埋鐵的中心,以確保測量位置的統(tǒng)一性和減少測量誤差。將測量過的非標斜鐵標高尺寸通過廠房框架標高線與設(shè)備圖紙要求的標高做比較,以非標斜鐵標高尺寸最小值為最高點,依次計算出其余3塊非標斜鐵與設(shè)備圖紙所要求的標高差值。標高差值≤1mm為合格,如超出1mm則要通過加銅皮來調(diào)整非標斜鐵的標高。
3.2 緊固斜鐵
調(diào)整完的非標斜鐵用地腳螺栓全部把緊,擰緊力矩為140N/mm2,對稱把緊。把緊后的非標斜鐵重新用水平儀和經(jīng)緯儀測量,以確保非標斜鐵的水平度和4塊非標斜鐵在同一平面內(nèi)的平面度。用0.05mm塞尺檢查墊鐵和預埋鐵的間隙,以墊鐵同一斷面兩側(cè)塞入的總長度不超過墊鐵的寬度的1/3。找正完成后將地腳螺栓松開,把減震器按標記放在非標斜鐵上。標記為82.4kN的兩個減震器放在離心機頭部,標記為64.8kN的兩個減震器放在離心機尾部。用地腳螺栓將全部減震器對角把緊,擰緊力矩為140N/mm2。把緊后的離心機頭部減震器高度要高出尾部3mm左右,這是因為頭部減震器承受的靜態(tài)載荷為82.4kN,遠遠高于尾部減震器承受的64.8kN靜態(tài)載荷。減震器的安裝也標志著離心機找正工作的完成。
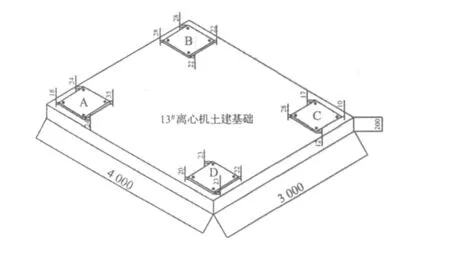
圖2 離心機找正后基礎(chǔ)
非標斜鐵在離心機找正上的應(yīng)用,解決了以往安裝找正時的許多弊端。首先,縮短了設(shè)備安裝找正的時間;其次,改善了傳統(tǒng)找正時底座由于加裝單個斜鐵而產(chǎn)生的受力不均現(xiàn)象,避免變形的產(chǎn)生。
[1] GB50231—98機械設(shè)備安裝工程施工及驗收通用規(guī)范[S]
[2] 張麥秋.化工機械制造安裝修理[M].北京:化學工業(yè)出版社,2001
[3] 趙興仁,黃學峰,何思源,等.機械設(shè)備安裝工藝學[M].重慶:科學技術(shù)文獻出版社,1985
TQ 114.15
B
1005-8370(2012)06-38-02
2012-06-13
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
