自動焊技術在大型儲罐施工中的應用
2012-12-23 04:40:24金桂蓮
石油化工建設 2012年2期
金桂蓮
北京燕華工程建設有限公司 北京 102502
自動焊技術在大型儲罐施工中的應用
金桂蓮
北京燕華工程建設有限公司 北京 102502
10萬m3儲罐 高強鋼 自動焊 應用
1 前言
隨著石化行業的不斷發展以及國家原油戰略儲備庫項目的實施,儲罐的大型化趨勢已成為必然。儲罐建設的大型化趨勢致使提高焊接技術水平成為了當務之急。
大型儲罐的安裝質量好壞主要取決于焊接質量,而大型儲罐焊接合格率一直是困擾各個施工單位的一個難題。一方面,高強度低合金鋼焊接大多采用焊條電弧焊方法,力圖采用較小的焊接熱輸入,以避免焊接接頭韌性過分下降。而另一方面,效率較低的傳統焊條電弧焊方法施焊,焊材消費高,生產效率低,外觀成形差,質量難以保證,受環境及個人因素影響也比較大。因此,針對不同部位選用不同的的焊接方法成為儲罐安裝建設單位的主要研究方向。近年來隨著自動焊工藝、設備、焊材的不斷發展及完善,焊條電弧焊逐漸被效率更高的自動或半自動氣體保護焊所取代。
2007年5月,我公司承攬了國家石油儲備庫曹妃甸原油罐區4具10萬m3浮頂油罐施工。油罐內徑×罐壁高度D80000×21800mm,罐壁共九圈,第一至第六圈及罐底邊緣板采用武鋼生產的(12MnNiVR)高強度調質鋼板,第七圈至九圈為16MnR和Q235-B。
10萬m3浮頂油罐建設工程焊接量大,主要集中在壁板立縫和環縫、底板等部位。為此,我們改善焊接設備、工裝,以及通過大量的焊接試驗,在現場成功應用了多項自動焊焊接技術,如:氣電立焊、CO2氣體保護焊、埋弧自動橫焊、埋弧自動角焊以及高效的碎絲埋弧平焊等,施工質量得到了提高,并取得了較好的經濟效益。
2 罐底自動焊焊接技術
2.1 罐底邊緣板的焊接
2.1.1 焊接工藝
罐底邊緣板材質為12MnNiVR,板厚20mm。由于邊緣板焊縫長度短,焊接工作量小,且該部位受力復雜,是儲罐受力的關鍵部位,要求焊縫具有較好的力學性能。為保證及控制焊接質量,得到較小的焊接熱輸入及減小焊接變形,采用焊條電弧焊的方法焊接,焊接材料選用J607CG。
2.1.2 焊接缺陷的防止措施
邊緣板焊接常見的問題是根部未熔合。為了防止出現邊緣板未熔合的現象,在罐底板邊緣部位增加引弧板。由于焊后必須去除引弧板,且不能損壞墊板,因此我們采用在墊板上堆焊出一層與根焊同厚度的焊縫,以此為引弧板(見圖1)。等填充蓋面之后,使用氧乙炔焰切除,將墊板表面打磨平整即可。
2.1.3 焊接要點
(1)由于邊緣板采用單面V形坡口,產生的變形主要是焊接角變形,從邊緣板外端底部墊起35~40mm,進行反變形處理,組對時外部間隙小一些,一般6~7mm,內側間隙稍大,8~9mm為宜(見圖2)。

(2)焊接過程中注意坡口及層間的清理,以防止層間清理不干凈引起的焊接缺陷。
2.2 罐底中幅板的焊接
2.2.1 罐底焊接存在的問題及產生的原因
罐底中幅板的焊接存在最大的問題是焊接變形,表現在:焊縫角變形、罐底的局部焊縫翹曲、底板局部凹凸度超標,嚴重時,罐底會產生較大的波浪變形,致使罐底板幾何尺寸超標。產生變形的原因主要包括:
(1)坡口預制質量不高,容易造成坡口組對間隙不均勻,局部可能會出現間隙小于6mm,甚至可能達到15mm左右,并且在一條焊縫上不同的位置間隙也不均勻,這樣造成現場焊接在不同間隙的部位焊接熱量分布不均勻而造成變形量大。
(2)鋼板預制時,鋼板沒有經過平板處理,致使鋼板在軋制過程中存在的內應力不能釋放。另外由于運輸過程中也會造成鋼板表面不平整,局部出現波浪變形,使其組對過程中產生較大的組裝應力。
(3)焊接方法影響。傳統的焊條電弧焊打底加埋弧焊填充蓋面的方法焊接熱輸入主要被母材吸收,致使母材吸收熱量多,導致焊接應力增加,從而導致焊接變形增大。
(4)焊接順序不合理。
2.2.2 防止變形產生的措施
(1)提高裝配質量,避免強力組裝,最大限度地采取釋放焊接應力的措施,及在區域焊接完成后,一定要將其周圍的拘束應力釋放掉,然后再重新組對焊接。
(2)選擇正確的焊接順序。先焊接中幅板的短縫,后點焊焊接中幅板長縫,點焊時必須由中間向兩端一次點焊完畢;焊接時按照焊接程序分區域進行對稱焊接,長縫采用分段退步焊。在采用分段退步焊時,同時考慮到自動焊的焊接工效,分段的長度為800~1000mm。
(3)焊接方法的改進。底層焊道采用熔化極氣體保護焊方法。此方法的優點是焊接變形小、抗銹能力強,焊接熱輸入小。填充蓋面采用焊接一次成形的碎絲埋弧焊方法。該方法雖然焊接電流大,但由于碎焊絲的加入,電弧的很大一部分熱量被碎焊絲吸收了,母材吸收的熱量相對便小,焊接熱量的減小導致焊接應力變小,從而焊接變形減小。
2.2.3 焊接工藝
中幅板材質為Q235-B,壁厚為11mm,焊接采用CO2氣體保護自動焊打底,提高了焊接效率,減少焊工的勞動強度。焊材選用H08Mn2Si;填充蓋面采用碎絲埋弧自動焊,焊絲H08A+碎絲,焊劑為HJ431。
3 壁板縱縫氣電立焊技術
3.1 焊接方法、焊材和設備的選擇
10萬m3浮頂油罐壁板厚度從32mm到12mm,4臺罐立縫總長度為1768.2m,焊接工作量較大。由于施工區域距海較近,空氣濕度大,因此高強鋼焊接前對坡口施焊端進行100℃預熱處理。
現場采用兩臺氣電立焊機對稱完成縱縫焊接,焊接小車為YS-EGW氣電立焊機,焊接電源為美國林肯公司生產的DC-600電源,高強鋼焊接選用大西洋生產的DWS-60G藥芯焊絲,低碳鋼和低合金鋼選用DWS-43G焊絲,保護氣體為CO2。
3.2 坡口型式及尺寸
氣電立焊適用的坡口形式為采用V型和X型,根據板厚度及焊接線能量的要求采用不同的坡口形式。厚度小于等于25mm的采用V型,厚度大于25mm的采用X型。為減小焊接角變形,X型坡口內外坡口加工尺寸采用不對稱型式(見圖3)。
坡口尺寸基本上不變,但在實際施工中,可適當改變坡口寬度,其改變范圍為±2mm,以20mm為基準,板厚大于20mm的鋼板,其坡口寬度尺寸可為17~19mm,而小于20mm的鋼板,可為15~17mm。

3.3 焊接技術要求
3.3.1 引弧及熄弧
在焊接前,在底部塞入碎焊絲,以方便焊接起弧,保證起弧段鐵水不外淌;焊縫兩側在焊縫上部設滅弧板。
3.3.2 人員配置
每臺焊機配兩名焊工,一名主焊人員負責引弧及焊接過程中對熔池的監控,另一名在壁板的另一側,負責設置銅墊板。
3.3.3 焊接規范
氣電立焊焊接工藝規范主要包括焊接電流I、電弧電壓U、焊絲桿伸長L,保護氣流量Q等。焊接規范參數范圍為:

3.3.4 焊接技術要點
3.3.4.1 保證焊接接頭裝配質量
(1)坡口加工保證平整規則
坡口加工不規則,造成坡口組對時不能達到氣電立焊焊接坡口要求,不規則的焊縫造成擋塊未在焊縫中心,致使外側焊縫單邊咬邊,內側焊縫在打磨之后形成內深外窄的焊縫,當焊接內側焊縫時,當焊絲伸到焊縫根部時,當熔敷金屬還未填滿時,熔孔已經形成,滑塊自動上移,造成內側焊縫雙側未熔合,夾渣。
(2)組對間隙均勻
坡口組對時應適當留出焊縫受熱收縮的量,組對時縱縫下部間隙稍小為4~5mm,上部間隙適當增加到5~7mm,以防止底部焊接收縮,上方間隙變小。
3.4.4.2 提高背面清根質量。
第一、二圈壁板采用的X型坡口,焊接過程,先焊接壁板大坡口面,焊接之后背面采用角向磨光機清根。清根時,保證坡口面寬度為15~17mm左右,深度不能超過17mm,盡量避免形成窄而深的焊縫,否則必會產生根部未焊透、夾渣等缺陷。
4 環縫的自動焊焊接技術
10萬m3浮頂油罐每條環縫由22張弧形壁板組成,長度總為251m,焊接工作量較大,采用自動焊將會顯示出極大地優越性。但由于全焊縫的每塊壁板的尺寸、弧度、坡口角度以及組對過程中的狀況不可能完全一樣,因而在自動焊接時難度較大,對壁板的下料精度、組對的間隙、加固措施等均提出更高的要求。
4.1 焊接工藝
為了實現在10萬m3油罐環縫焊接的自動化,采用埋弧自動橫焊新技術。該技術是利用焊接小車沿罐壁行走,焊劑由拖帶承托且自動回收,焊絲自動送進原理而實現,焊接效率大大提高。每圈環縫焊接時均布8臺專用自動焊橫焊機,焊接電源為美國林肯公司生產的DC-600電源,高強鋼焊材選用US-49焊絲和焊劑MF-33H。低碳鋼和低合金鋼采用CHW-S1焊絲和CHF-71H焊劑。
4.2 焊接技術要點
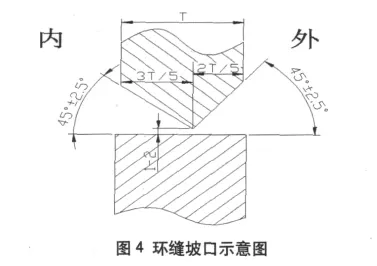
4.2.1 坡口尺寸參數
坡口形式為“K”型坡口,坡口角度為45°,鈍邊為0~1mm,采用不對稱形式,具體坡口參數(見圖4)。
4.2.2 預熱
焊接過程中,尤其是第一道環縫根據焊接工藝要求需進行預熱,預熱方法采用火焰預熱,將預熱用的火焰噴燈固定在離焊槍250mm的前方,先空車行走,預熱兩遍,焊接時再同步加熱,這樣才能保證預熱溫度。
4.2.3 定位焊
定位焊采用和正式焊接同樣的焊接工藝,每段定位焊的長度,普通碳素鋼不宜小于50mm,高強鋼不宜小于100mm。環縫的組對采用定位焊固定,定位焊焊縫長度及間距應均勻一致,并必須保證焊接質量。焊接前,應將每段定位焊的端頭打磨成斜坡形式,以方便在焊接過程中,焊接接頭良好過渡。
4.2.4 焊縫根部的處理
埋弧橫焊主要缺點是易產生夾渣和氣孔,尤其易出現在焊縫根部,為保證焊接質量,根部焊道必須清除,采用砂輪打磨的方法,打磨時應避免根部出現窄而深的形狀,坡口寬度應均勻一致。
4.3 焊接規范
嚴格按照焊接工藝指導書進行施焊,焊接電流380~420A,電弧電壓25~30V,焊接速度50~60cm/min。
5 罐底大角縫的自動焊焊接技術
5.1 焊接工藝
單臺10萬m3油罐大角縫的焊接量相當于700m3球罐的焊接量,并且由于此焊縫受力情況復雜,其焊接質量要求更高。若采用焊條電弧焊,焊工需求量大,而且焊道外觀成型不良,內側全部需要打磨成凹形,質量也難以保證。因此對于大角縫焊接采用埋弧自動角焊技術。該方法是利用專門的角焊機進行焊接,焊絲相對偏轉一定角度,以保證底板與壁板的熔合良好。該方法使焊接效率大大提高,且焊接質量容易保證。焊接材料選擇US-40(φ3.2)焊絲和焊劑 MF-300。
5.2 焊接技術要點
為了防止在根焊過程中出現大量氣孔,應采取的措施:
5.2.1 焊前清理
(1)第一圈壁板在組對前,首先將壁板下坡口面的油漆等雜質清除干凈。
(2)將坡口及壁板和底板各25mm范圍的焊接區內的水、銹、油污等雜質打磨干凈,并露出金屬光澤。
5.2.2 裝配尺寸
焊接過程中,在壁板與罐底板之間的間隙較大的部位,由于風的吹入可導致氣孔的產生。因此要嚴格按照要求裝配大角焊縫。
5.2.3 焊接規范
(1)大角縫根焊采用埋弧自動焊根焊,采用分段退步焊的方法,我們選用兩臺埋弧角焊機沿同一方向對稱焊接。
(2)先焊接完內側根焊焊縫,之后焊接外側根焊焊縫(見圖5),焊接完成之后采用滲透檢測,對缺陷進行打磨修補之后,采用焊條電弧焊修補,補焊時和正常焊接采用相同的焊接工藝措施。
(3)焊接電流在450~550A,電壓在30~35V,焊接速度30~65cm/min。

6 結論
自動焊焊接技術在曹妃甸原油罐區工程的4具10萬m3油罐的現場施工中發揮了巨大的優勢。優點主要表現在以下幾個方面:
(1)高強鋼焊接采用各種方法的自動焊技術,只要選用的焊接材料與母材配套、選擇的焊接工藝參數合理,焊縫完全滿足使用要求。
(2)采取嚴格的工藝控制措施,焊接質量極大地得到提高,平均每臺罐的焊接一次合格率達到98%以上。
(3)儲罐焊接的自動化率提高,焊接質量的提高,減少了大量優秀焊工的投入,節省了焊接材料,從而使施工成本顯著降低。
(4)自動焊的廣泛運用,加快了施工進程,縮短施工周期,改善了勞動條件,產品質量更加得到保證。
(5)多種自動焊技術在大型儲罐中成功應用,為大型設備制造提供了新的思路,具有很大的社會效益。
1孫晉坡.大型儲罐設計.上海科學技術出版社,1986.
2鋼制壓力容器.GB150-1998.
3立式原筒形鋼制焊接油罐施工及驗收規范.GB50128-2005.
4胡繩蓀.焊接自動化技術及其應用.機械工業出版社,2006.
TG47
B
1672-9323(2012)02-0060-03
2011-12-24)
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
