航天器電子設備焊點質量檢測技術研究
2012-12-29 04:13:14于忠喜王文正夏輝李文斌
航天器工程 2012年3期
于忠喜 王文正 夏輝 李文斌
(山東航天電子技術研究所,山東煙臺 264003)
1 引言
航天電子設備中,表露型焊點數量占到80%以上,檢測手段主要靠人工目測,受操作員經驗、疲勞程度和主觀感覺等人為因素影響,沒有統一的判別量化標準,判定結果因人而異,一致性較差,難以保證焊點的100%檢測和避免人工目測時焊點漏檢事故的發(fā)生,人工檢測對焊點形態(tài)無法記錄,無法實現航天產品質量控制可追溯的管理目標。而民用全自動光學檢測(AOI)系統雖然已經得到了比較充分的發(fā)展和應用,但是在檢測指標、工藝標準及檢測模式等方面與航天電子產品的質量需求存在較大差異,未在航天產品的生產過程中得到應用。
本文提出的航天器電子設備焊點質量檢測方法主要應用于航天電子產品焊點質量的自動化檢測,可以提高檢測效率和檢測精度,并能實現產品質量信息的記錄管理,增強了產品質量控制的可追溯性。
2 總體技術方案及其關鍵技術
對于航天器電子設備焊點質量的評價,需要考慮焊錫的爬升角、厚度、位移、旋轉、光潔度、潤濕程度等多方面的因素,并滿足國內外航天器的相關標準。為此采用了圖像識別的方法,提取焊點的圖像特征,并與焊點質量評價準則相對應,采用計算機自動識別技術進行焊點質量的判別。總體技術方案如圖1 所示,而焊點質量檢測需要在解決一系列的關鍵技術基礎上,進行檢測平臺的軟硬件方面的設計。

圖1 焊點質量檢測總體技術方案Fig.1 Overall technical project of weld quality inspection
2.1 高精度、多方位焊點圖像采集
為達到焊點質量的準確判別,首先需要采集印刷電路板(PCB)中每個焊點的高清晰度、多方位的數字圖像,從圖像中提取特征,以便進行識別。特別對于一些表貼元器件,焊盤間距只有0.3mm,需要選用高放大倍數的顯微成像系統,而一些關鍵的焊點特征如爬升角等,需要多角度獲得焊點的側面圖像,才能提取特征。另外,為了不無遺漏地對PCB中每個焊點進行判別,需要對每個焊點進行高精度的定位。因此,為了獲得高清晰、易于識別的焊點圖像,需要研究以下技術,才能夠完成焊點質量的準確識別。
1)基于三維顯微鏡的焊點圖像信息獲取技術
當前的CCD 攝像頭放大倍數有限,對于微小的表貼器件的焊盤,不能得到清晰的、能夠反映焊點真實特征的圖像,同時,要想獲得焊點的側面圖像,需要傾斜鏡頭或者旋轉印制板,在尺寸很小時,受到了限制,特別在改變旋轉角度時,使對焦發(fā)生困難。為此,文中采用了三維視頻顯微鏡,來獲得焊點側面圖像。它具有長工作距離、超大景深、圖像銳利以及高精度的分辨能力,增加旋轉適配器,可以看到樣品側面狀態(tài),并進行連續(xù)三維實時觀察,同時,顯微鏡安裝平臺上增加了Z軸運動機構,可以對顯微鏡進行自動對焦,獲得高清晰度的圖像。在進行三維實時觀察時,考慮元器件的高度不同,防止元器件遮擋焊點,可通過Z軸運動機構調整顯微鏡工作在焦距范圍內,然后調整顯微鏡鏡頭的傾斜角度,通過鏡頭傾斜角度的不同和元器件360°方向的拍攝,可以防止元器件遮擋焊點,進行不同條件下焊點的高清晰成像和側面狀態(tài)觀測。
2)全景圖像獲取及焊點正側面圖像坐標匹配技術
采用三維顯微鏡只能獲得焊點的側面圖像,否則需要手工更換鏡頭,達不到自動檢測的目的,影響檢測效率。同時,也需要獲得PCB 的全景圖像,滿足焊點在PCB上定位的要求。文中采用了CCD 攝像頭獲得PCB全景圖像以及焊點正面圖像的方法,采用了陣列環(huán)形光源,輔助獲得焊點特征,進行焊點質量的判別。同時,采用以下技術達到焊點圖像獲取的目的。
(1)全景圖像無縫拼接技術:要求PCB 的可檢范圍從25mm×25mm 變化到450mm×450mm,而且為了獲得焊點高清晰的正面圖像,攝像頭需選用較小的視場。因此,為了獲得PCB 的全景圖象,必須采用圖像拼接技術。
(2)基于初始基準(MARK)點的圖像校正技術:由于PCB安裝固定時,很難做到完全的橫平豎直,攝像機的安裝也有一定的偏差,采集的焊點圖像可能產生變形,對焊點圖像的處理以及焊點的定位造成很大的影響。為此,采用了基于MARK 點的圖像校正技術,可以修正圖像的變形,并為焊點的定位提供偏差補償。
(3)焊點正面與側面圖像定位補償算法:由于采用不同的成像系統獲得焊點的正面與側面圖像,對于焊點圖像的對應性與一致性,需要采用一定的補償技術加以確保,可以采用激光標記點的匹配技術,通過激光標記點定位于待測焊點上,進行標志點的識別,達到正面與側面圖像中焊點的準確匹配,同時通過位置補償算法,獲得易于特征識別的圖像位置。不同位置的補償量是通過標定得到的,在標定的焊點上,分別旋轉顯微鏡至不同測量角度,通過手動移動CCD 攝像機和三維顯微鏡達到最利于識別的位置,記錄下移動位移作為位置補償值。自動運行檢測時,針對不同拍攝角度,利用該補償量進行位置調整,實現同一焊點在不同角度的精確測量。
(4)CCD 攝像機與三維顯微鏡的標定技術:兩種成像系統的內參數與畸變校正,相對安裝位置以及激光器的相對位置的外部參數,直接影響到焊點的正面、側面圖像的成像質量以及圖像匹配的精度,因此需要進行CCD 攝像機與三維顯微鏡標定技術和調整技術的研究,以提高成像的質量,易于焊點特征的提取。
2.2 多個焊點的高精度、快速定位
有的PCB包含幾千個待檢測的焊點,要達到每個焊點無遺漏的質量判別,需要進行每個焊點高精度、快速的定位,為此需要研究如下關鍵技術,才能確保每個焊點無遺漏檢測。
(1)PCB焊點坐標獲取:當前電子設計幾乎全部采用PCB設計軟件進行電路設計,而需要檢測的焊點特征數據可以從PCB 設計文件中獲取,如元件在PCB 上的位置坐標、PCB 的整體描述數據等。通過直接從PCB設計文件中導出相應的CAD 坐標數據,可以獲得所有焊點的坐標信息,使所有焊點都能做到無遺漏的檢測,其坐標信息作為運動系統定位的依據,通過高精度的定位算法以及坐標補償算法,控制PCB的移動,達到焊點高精度定位的目的[1-2]。
(2)運動控制系統設計:焊點圖像的高精度、快速定位,完全依賴于PCB 在X、Y方向上的運動控制。采用伺服電機驅動加光柵尺進行位置反饋。通過運動控制算法達到焊點高精度定位的目的。光柵尺具有高精度的位置檢測功能。通過一體化設計的X、Y平臺,可以確保X、Y方向安裝精度,達到二維方向上定位目的。
(3)焊點運動路徑規(guī)劃技術:焊點檢測運動的快速性除了與運動平臺驅動能力有關外,還與檢測焊點的運動路徑有關,為此需要進行焊點運動路徑的優(yōu)化設計,提高整板檢測的效率。可以采用A*算法、蟻群算法或Hope Field神經網絡優(yōu)化算法,獲得最優(yōu)規(guī)劃路徑。
2.3 焊點質量圖像識別
對于焊點質量的識別,首先需要針對國內外航天器的相關標準,對各種表露型焊點的合格判據進行定量和定性的描述,形成焊點質量評價準則,以此研究焊點質量判據與圖像特征的相互轉化關系,對于爬升角、厚度、位移等,可以采用圖像直接測量的方法,根據采集焊點的高清晰側面圖像,進行特征的計算;而焊點的旋轉、光潔度、潤濕程度等焊點判據,需要分析焊點正面圖像的紋理、輪廓、灰度等一系列圖像特征與上述判據的關系,選用能夠涵蓋焊點判據的圖像特征[3-4]。
焊點的質量判別可以采用兩種方法實現。第一種方法通過規(guī)則判別的方法檢測焊點質量,這里的判定規(guī)則基于航天領域適用的工藝指標來建立。其過程主要包含三個部分:首先,獲取焊點初始圖像(包括正交、傾斜狀態(tài));然后,進行圖像處理,去除圖像中的噪聲以及相應的形態(tài)學變換等等;最后,完成相關的工藝指標的計算。另一種檢測方法采用基于模式識別的焊點質量判別方法,主要包括圖像處理、特征提取和判別算法的設計。這種方法需要標準的焊點樣本,通過特征提取和訓練,完成質量判別模型的構建。此外,系統還將提供人機交互的焊點檢測功能,從而保證判別標準更嚴格,提高檢測準確性。為了保證過程的可控性和可追溯性,在焊點質量判別過程中,將保存被檢圖像和檢測結果,建立相應的數據庫,作為印制板質量控制的依據。
3 焊點質量檢測平臺設計方案
航天器電子設備的焊點質量檢測,主要通過設計焊點質量檢測平臺來實現,檢測平臺由機械平臺、控制系統、系統軟件等組成,如圖2所示。
3.1 焊點質量檢測平臺主機結構方案設計
機械平臺由支撐平臺,X、Y、Z軸運動機構,PCB裝夾機構等幾部分組成,如圖3所示。

圖2 焊點質量檢測平臺構成圖Fig.2 System structure of the weld quality inspection platform
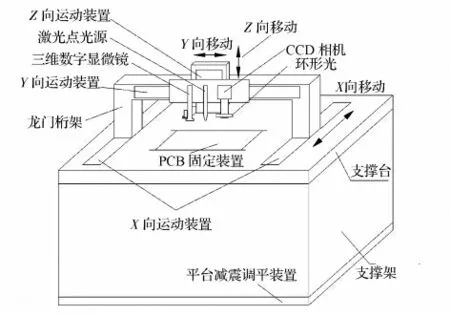
圖3 焊點質量檢測機械平臺結構圖Fig.3 Mechanical structure of the weld quality inspection platform
三維顯微鏡安裝在運動機構上,通過驅動三維顯微鏡在X、Y平面內運動,達到對每個焊點的高精度定位,通過Z軸運動機構,可以對顯微鏡進行對焦,獲得高清晰度的圖像。通過PCB 裝夾機構,可以完成不同大小、帶不同圍框形式的PCB 的固定。同時,機械平臺上裝有CCD 相機,通過X、Y橫向運動機構的運動,獲得多幅圖像,采用圖像拼接技術[5-6],可得到PCB的全景視圖,達到不同規(guī)格PCB全景圖像存儲目的。
3.2 焊點質量檢測平臺控制系統方案設計
控制系統由運動控制單元、圖像采集單元、供電模塊等組成,如圖4 所示。控制系統中的運動控制單元能夠驅動伺服電機、滾珠絲杠系統,使三維顯微鏡在X、Y、Z三個自由度方向運動,通過高精度光柵尺對位置信號進行反饋,以及使用插補算法、運動控制算法,達到每個焊點高精度定位目的,同時三維顯微鏡旋轉運動控制系統,能夠控制三維顯微鏡在不同角度的旋轉,通過位置檢測部件達到獲取不同角度焊點圖像的能力。圖像采集單元能夠將三維顯微鏡、CCD 相機的圖像信息進行模擬量與數字量間轉換(A/D),形成固定格式的圖像信息,送入系統軟件,以方便信息處理。而供電模塊除了進行交流電與直流電轉換(AC/DC),產生所需的直流電壓外,還采用了UPS不間斷電源,便于進行斷電后的保護,不至于對設備以及航天電子產品造成損壞。
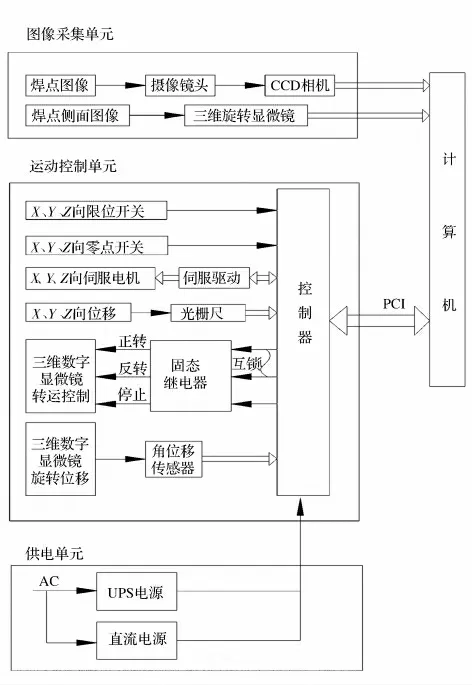
圖4 焊點質量檢測平臺控制系統構成圖Fig.4 Control system configuration of the weld quality inspection platform
3.3 焊點質量檢測平臺系統軟件方案設計
系統軟件主要由軟件界面、初始設定、安全保護、人機交互、運動控制、圖像采集、焊點識別和數據庫管理等功能模塊組成,如圖5和圖6所示。其中,運動控制模塊可以進行待檢測焊點的路徑規(guī)劃,從而優(yōu)化路徑,提高檢測效率,并且通過調用運動控制算法可達到每個焊點的高精度定位;圖像采集模塊采用CCD 圖像采集、三維顯微鏡圖像采集和全景圖像拼接算法完成PCB圖中焊點信息的獲取;焊點識別模塊采用圖像處理算法提取焊點特征,進行圖像識別,完成焊點質量準確判別;通過數據庫管理模塊可以儲存焊點的圖像信息和檢測信息,達到焊點質量管理的可追溯要求[7-9]。
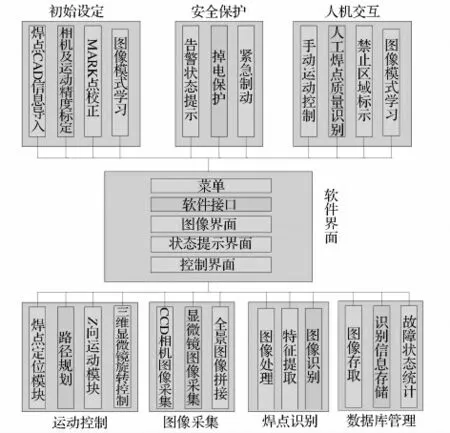
圖5 焊點質量檢測平臺系統軟件功能框圖Fig.5 Systemic software functional frame of the weld quality inspection platform

圖6 焊點質量檢測平臺系統軟件界面Fig.6 Systemic software interface of the weld quality inspection platform
3.4 焊點質量檢測平臺工作流程
焊點質量檢測平臺工作流程如圖7所示,首先完成PCB的裝夾固定以及軟件的初始化工作[10],包括三維攝像機、CCD 的焦距調整,確保獲得清晰的圖像,進行運動參數的設定,確保定位精度等。然后調入PCB的CAD 信息,導入各個焊點的坐標,驅動CCD 相機在X、Y方向進行全方位運動,獲得多個PCB局部圖像,通過圖像拼接技術,得到PCB的全景視圖。
在進行每個焊點檢測前,首先進行路徑規(guī)劃,獲得最佳運動路徑,然后調用運動控制算法對每個焊點精確定位。當焊點定位后,對單個焊點進行多方位圖像采集并完成圖像的存取。而圖像處理軟件對多方位的圖像進行處理,提取焊點的圖像特征,然后調用分類算法,完成焊點質量的識別。
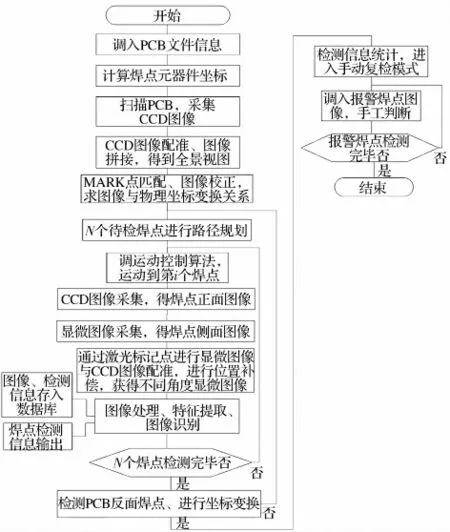
圖7 焊點質量檢測平臺工作流程圖Fig.7 Work flow chart of the weld quality inspection platform
4 結論
通過焊點檢測技術的研究,可達到如下的效果:
(1)采用三維顯微鏡和CCD 成像技術,可以獲得焊點的多角度、高清晰的圖像,便于提取焊點的特征信息,滿足航天電子產品焊點質量判別的準則,同時通過獲取PCB 信息,可以確保焊點漏檢率0%,滿足航天產品應用的需求。
(2)采用X、Y、Z三軸高精度運動控制系統,重復性定位精度小于10μm,可滿足PCB上最小0201(20mil×10mil)元件焊點定位需求,同時移動速度可達500mm/s,最大加速度1gn,可滿足高效率的焊點檢測要求。
(3)設計專用的裝夾機構,可以裝夾50 mm×50mm~450mm×450mm 的PCB,運動平臺最大行程850mm,可以對不同尺寸的PCB進行檢測,增加了檢測平臺的適應性。
(4)采用焊點特征測量與圖像模式識別相融合的方法,提取焊點的多種特征并進行識別,使焊點的分類符合航天電子產品的焊點質量判別標準。采用圖像拼接等技術,獲得多角度的焊點圖像并進行存儲,達到焊點質量的可追溯目的。
焊點質量檢測平臺已經進入試驗調試階段,其作為實用、創(chuàng)新型產品,可以應用在航天電子設備的焊點質量檢測上,能夠滿足航天電子產品的焊點質量判別標準,有效提高航天電子產品的質量,具有廣泛的應用前景。
(References)
[1]李薇.PCB自動光學檢測系統[J].工業(yè)控制計算機,2009,22(1):44-45
Li Wei.Automated optical inspection system of PCB[J].Industrial Control Computer,2009,22(1):44-45(in Chinese)
[2]范小淘,夏雨人.一種基于圖像處理的PCB檢測算法研究[J].計算機工程與應用,2004,40(13):91-92
Fan Xiaotao,Xia Yuren.The algorithmic research of digital image process in detection of PCB[J].Computer Engineering and Applications,2004,40(13):91-92(in Chinese)
[3]何偉,李薇,張玲,等.基于計算機圖像處理的電路印刷版缺陷檢測[J].計算機測量與控制,2007,15(10):1295-1297
He Wei,Li Wei,Zhang Ling,et al.Research on defect detecting method of printed circuit borad[J].Computer Measurement &Control,2007,15,(10):1295-1297(in Chinese)
[4]祝凌云.基于圖像處理技術的焊點缺陷提取和自動識別[D].哈爾濱:哈爾濱工業(yè)大學,2006
Zhu Lingyun.Research on digital image process in distilling and self-reacting of welding defect[D].Harbin:Harbin Institute of Technology,2006(in Chinese)
[5]李穎,譚立新,李斌.基于機器視覺的PCB 在線檢測設備的圖像采集系統[J].儀表技術與傳感器,2007(7):43-45
Li Ying,Tan Lixin,Li Bin.Image acquisition system of on-line inspecting device of PCB[J].Instrument Technique and Sensor,2007(7):43-45(in Chinese)
[6]朱巖,段哲民.應用機器視覺技術檢測電路板焊點[J].科學技術與工程,2007(6):1045-1047
Zhu Yan,Duan Zhemin.Application of machine vision technique in the identification for welding spots of printed circuit board (PCB)[J].Science Technology and Engineering,2007(6):1045-1047(in Chinese)
[7]宋斌,鄭建生,代永紅.基于區(qū)域填充算法的PCB 網絡提取[J].計算機工程與設計,2006,27(4):672-675
Song Bin,Zheng Jiansheng,Dai Yonghong.Obtaining nets of PCB based on area filling algorithm [J].Computer Engineering Design,2006,27(4):672-675 (in Chinese)
[8]謝霄鵬,陳亮.高速SMT 生產線自動視覺檢測系統[J].組合機床與自動化加工技術,2003(1):51-53
Xie Xiaopeng,Chen Liang.Automated visual inspection system for high-speed SMT assembly[J].Modular Machine Tool and Automatic Manufacturing Technique,2003(1):51-53(in Chinese)
[9]Park T,Kim H J.Path planning of automatic optical inspection machines for PCB assembly systems[C]//2005 IEEE International Symposium on Computational Intelligence in Robotics and Automation.Los Alamitos:lEEE Computer Society Press,2005:249-254
[10]Charette C,Park S,Williams R,et al.Development and integration of a microcomputer based analysis system for automatic PCB inspection[C]//1988 IEEE Computer Integrated Manufacturing.New York:IEEE,1988:129-135
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
