醋化級竹漿粕制備三醋酸纖維素的工藝研究
2012-12-29 07:22:24陳金文苗慶顯黃六蓮陳禮輝
華東紙業 2012年2期
陳金文 苗慶顯 黃六蓮 陳禮輝
(福建農林大學材料工程學院 福州市 350002)
醋化級竹漿粕制備三醋酸纖維素的工藝研究
陳金文 苗慶顯 黃六蓮 陳禮輝
(福建農林大學材料工程學院 福州市 350002)
采用自制醋化級竹漿粕制取三醋酸纖維素,探討制備過程中不同活化工藝及醋化工藝下制得三醋酸纖維素聚合度及取代度的變化情況,通過確定適合的聚合度及取代度優化制備工藝。研究表明活化過程中加大活化劑醋酸的用量對聚合度影響不大,取代度則為先隨醋酸用量增大而增大,而后反而有所下降;活化過程中溫度、時間、濃硫酸用量各因素的提高均可增加三醋酸纖維素的取代度,但均會使聚合度降低;另外在醋化反應中分別提高醋化溫度、時間、醋酸、醋酐及濃硫酸用量同樣可增加三醋酸纖維素的取代度,但也同樣會導致聚合度的降低。
高級竹漿粕 醋化 三醋酸纖維素 聚合度 取代度
醋酸纖維素是纖維素乙酰化后的產物,葡萄糖酐單元上的三個羥基全部被乙酰基取代的為三醋酸纖維素(CTA);取代度介于2和3之間的為二醋酸纖維素(CDA),可通過三醋酸纖維素水解脫乙酰化獲得。醋酸纖維素用途廣泛,其中三醋酸纖維素主要用于制作膠卷、塑料、紡織纖維、膜材料;二醋酸纖維素不僅可用以制備性能優良的醋酸纖維,還可用于制造經濟價值很高的煙用絲束,目前世界上95 %的香煙過濾嘴都采用醋酸纖維。醋酸纖維素對纖維素的來源有較高的要求,其α-纖維素含量需高于95 %,因而能夠用于制備醋酸纖維素的原料通常是棉絨和高級木溶解漿,商業上廣泛使用的是高級木溶解漿[1]。我國的木材資源特別是優質木材資源相對貧乏,現階段國內生產醋酸纖維素所用的大部分木漿還需依賴進口;另外棉短絨受到棉花產量和耕地面積的制約,數量也十分有限,兩者短缺限制了醋酸纖維素產業的發展。因此有必要開發一種新的資源來彌補原料的不足,促進產業的持續健康發展[2]。
毛竹是我國分布最為廣泛、面積最大的一種經濟竹種,具有適應性強、生長快、成材早、易成林等特點。竹材與木材化學成分相似,同樣可作為制備人造纖維漿粕原料。目前國內外對竹漿粕的制備進行了大量研究,一些文獻和專利報道了黏膠用竹溶解漿的制備工藝,得到α-纖維素含量90 %的竹漿粕。不過如前述,生產醋酸纖維素的漿粕α-纖維素含量需達95 %以上,所報道黏膠級竹漿粕與其相比還有差距,無法滿足生產要求。因此,基于毛竹的資源及速生優勢,研究利用毛竹來加工醋化用高級漿粕,制備高附加值的醋酸纖維素和醋酸纖維,開發一種適合我國國情的醋酸纖維素制備工藝對于促進我國纖維素纖維產業的發展具有重要意義。
本文以自制醋化級竹漿粕為原料制備三醋酸纖維素(CTA),探討制備過程中不同活化工藝及醋化工藝下CTA的聚合度及取代度的變化情況,優化制備工藝。
1 材料和方法
1.1 試驗材料
① 醋化級竹漿粕,自制(原料毛竹);
② 醋酐(分析純),國內某廠家產品;
③ 濃硫酸(分析純)、醋酸(分析純),乙酸鎂(分析純),國藥控股公司。
1.2 試驗方法
1.2.1 漿粕準備
精確稱取4 g醋化級漿粕,搗碎,在105 ℃下烘干4 h,裝入密封袋備用。
1.2.2 三醋酸纖維素的制備
在燒杯中倒入一定量醋酸,并加入少量濃硫酸,將準備好的醋化級漿粕投入燒杯中浸泡,進行活化。一段時間后在燒杯中加入一定量醋酐開始進行醋化反應,同時在其中加入少量濃硫酸作為催化劑。調整溫度并保持一定時間。反應完成后加入25 %乙酸鎂進行中和,直到體系呈中性,后加入蒸餾水進行沉淀,制得三醋酸纖維素(CTA)。將制得的CTA在105 ℃下烘干4 h,取出裝入密封袋保存。
1.2.3 CTA聚合度的測定
采用ASTM D-871-96標準在二氯甲烷/甲醇(90/10,w/w)溶液中測定,根據公式DP=147η1.2計算[3]。
1.2.4 CTA取代度的測定
根據ASTM D-871-63利用滴定法進行測定[4]。
2 結果與分析
2.1 活化反應各因素對三醋酸纖維素聚合度和取代度的影響
纖維素的預處理在此即指活化,竹漿天然纖維素存在分子內和分子間氫鍵,在固態下聚集形成不同的原纖結構,并以多層次盤旋的方式構成高結晶性的纖維素纖維。這種結構的存在使得大量可反應基團被封閉在結晶區內,難于被各種試劑所接觸,嚴重影響纖維素乙酰化反應的速度和均勻性,尤其在非均相反應中,這種情況更加嚴重。對半纖維素而言,它屬于非結晶性的物質,乙酰化反應較易進行。因此,活化的目的是破壞纖維素的結晶區,增加反應中羥基的可及性,從而加速整個反應的進程。本文使用單一冰醋酸作為活化劑。
2.1.1 醋酸用量的影響
本組實驗在30 ℃溫度下對漿粕進行活化,時間2 h,活化時加入1 %濃硫酸,改變醋酸用量為3份 、5份、7份、9份,研究不同醋酸用量對CTA聚合度及取代度的影響。醋化反應條件為醋酐用量5份,硫酸用量3 %,反應溫度50 ℃,時間60 min。結果如表1及圖1、2所示。
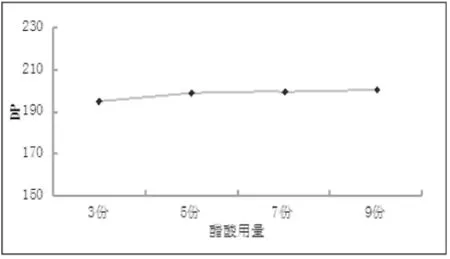
圖1 醋酸用量對聚合度的影響

圖2 醋酸用量對取代度的影響
由圖1可見,當醋酸用量為5份到9份時,聚合度變化不大,說明醋酸用量未對聚合度產生影響。由圖2知,隨著醋酸用量的增加,取代度先上升后降低,這是由于醋酸用量的增加使包圍在纖維素晶區的活化液增加,有利于醋化過程醋酐對纖維素的進攻,取代度上升。但是隨著醋酸用量的增加,反應體系中醋酐濃度開始降低,在醋酐濃度較低的情況下,漿粕較難完全被醋化,反而降低取代度。
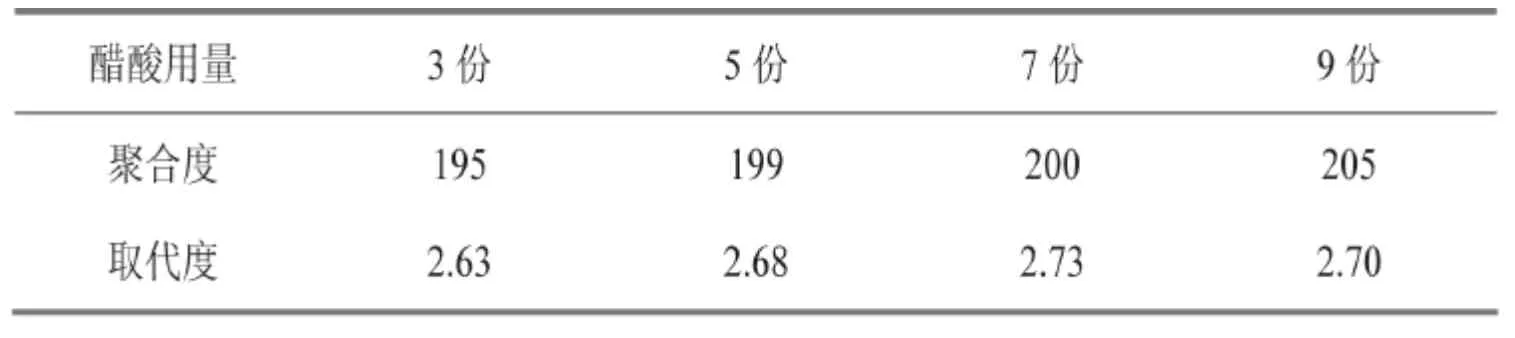
表1 醋酸用量對聚合度和取代度的影響

表2 活化溫度對聚合度和取代度的影響
綜合考慮,7 份醋酸為適合的活化劑用量。
2.1.2 活化溫度的影響
本組實驗活化時間2 h,加入7 份醋酸及1 %濃硫酸,改變活化溫度為30 ℃、40 ℃、50 ℃、60℃,研究不同活化溫度對CTA聚合度及取代度的影響。醋化反應條件為醋酐用量5 份,硫酸用量3 %,反應溫度50 ℃,時間60 min。結果如表2及圖3、4所示。
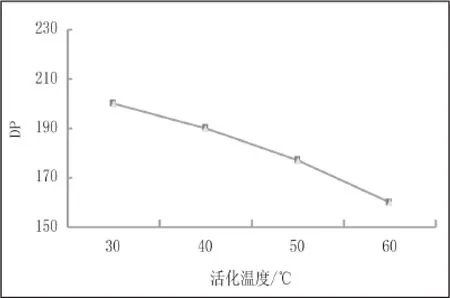
圖3 活化溫度對聚合度的影響

圖4 活化溫度對取代度的影響
由圖3可見,聚合度隨活化溫度增加而降低,低溫下影響較小,高溫下劇烈下降。這是由于纖維素大分子中葡萄糖基環之間β—1,4—苷鍵是一種縮醛鍵,對酸特別敏感,容易在高溫酸溶液發生降解。由圖4可知,取代度隨著溫度的升高而緩慢升高。這是因為活化溫度升高,活化劑即醋酸向纖維素內部擴散的速率加快,其滲入纖維素的結晶區使大分子間距離增大,部分分子鏈無規排列,轉化成無定型區,進而在醋化反應時,有更多醋酐與纖維素上的羥基發生取代,即提高了CTA取代度。
為保持CTA的聚合度,選擇30 ℃作為醋化反應溫度。
2.1.3 活化時間的影響
本組實驗選取活化溫度30 ℃,加入7 份醋酸及1 %濃硫酸,改變活化時間為30 min、60 min、120 min、180 min,研究不同活化時間對CTA聚合度及取代度的影響。醋化反應條件為醋酐用量5 份,硫酸用量3 %,反應溫度50 ℃,時間60 min。結果如表3及圖5、6所示。
由圖5可見,聚合度隨活化時間增加而明顯降低,活化120 min后,下降速度減緩。其原因為活化開始時,活化液攻擊易降解的鏈段,使不穩定的鏈段迅速分解。同時,由于纖維素的結晶結構,活化液先進入無定型區域,而相對穩定的結晶區域難以進入,造成了后期降解緩慢。由圖6可知,時間為30 min~60 min時,纖維的取代度基本不變,隨著時間的推移取代度逐漸升高,到180 min時,取代度已經達到了2.78。這是因為活化時間越長,纖維素結晶區被破壞地越厲害,醋化反應就越容易進行。

表3 活化時間對聚合度和取代度的影響

圖5 活化時間對聚合度的影響

圖6 活化時間對取代度的影響
綜合考慮,活化時間選擇120 min。
2.1.4 濃硫酸的影響
本組實驗選取活化溫度30 ℃,時間2 h,加入7 份醋酸,改變濃硫酸用量為0、1 %、2 %、3%,研究不同濃硫酸用量對CTA聚合度及取代度的影響。醋化反應條件為醋酐用量5 份,硫酸用量3 %,反應溫度50 ℃,時間60 min。結果如表4及圖7、8所示。

圖7 活化濃硫酸用量對聚合度的影響

圖8 活化濃硫酸用量對取代度的影響
由圖7、8可知,在活化過程中隨著濃硫酸用量的增加,聚合度逐漸降低,而取代度上升。說明在活化反應中,濃硫酸對纖維產生降解,結晶區被破壞,有利于后續的醋化反應。另在用量為3 %時,反應后的CTA呈現糊狀,不能很好進行沉淀,不進行取代度及聚合度測定。
綜合考慮,選取濃硫酸用量為1 %。
2.2 醋化反應各因素對三醋酸纖維素聚合度和取代度的影響
醋化反應以醋酸為溶劑,硫酸為催化劑,醋酐作為醋化劑,其屬于一種由異相到均相,由部分到全部的化學反應過程。反應從纖維素無定形區開始,然后進入結晶區。起始為多相,經歷纖維素纖維的逐層反應-溶解-裸露新的纖維表面-繼續反應,直至最后成為單一均相。因此,醋化反應實際上是從多相逐漸過渡到均相的反應。
2.2.1 醋酐用量的影響
本組實驗在30 ℃溫度下對漿粕進行活化,時間2 h,活化時加入7份醋酸及1 %濃硫酸。醋化時濃硫酸用量3 %,反應溫度50 ℃,時間60 min,改變醋酐用量為3份 、4份、5份、6份,研究不同醋酐用量對CTA聚合度及取代度的影響,結果如表5及圖9、10所示。

表4 活化濃硫酸用量對聚合度和取代度的影響

表5 醋酐用量對聚合度和取代度的影響
由圖9、10可知,隨著醋酐用量的增加,聚合度逐步降低,而取代度則逐漸增加,說明醋酐用量增加提高了反應性,同時對纖維素產生了更多破壞,降低了聚合度。
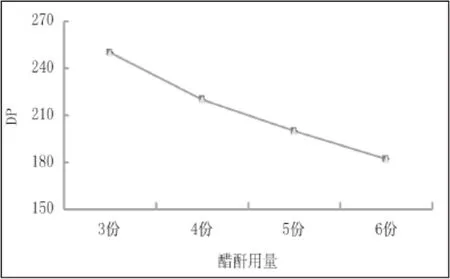
圖9 醋酐用量對聚合度的影響

圖10 醋酐用量對聚合度的影響
綜合考慮,醋酐用量選取5 份。
2.2.2 反應溫度的影響
活化工藝同上。醋化時濃硫酸用量3 %,醋酐用量5 份,時間60 min,改變反應溫度為30 ℃、40℃、50 ℃、60 ℃,研究不同醋化溫度對CTA聚合度及取代度的影響,結果如表6及圖11、12所示。
由圖11可見,反應溫度提高后,聚合度逐步降低,到50 ℃后降低幅度增大,說明溫度提高加大了纖維素在醋化體系中的降解。另由圖12得知取代度隨溫度提高而提高,且提高的幅度增大,這是由于溫度升高后,醋酐向纖維素內部擴散的速率加快。同時醋酐滲入到纖維素的結晶區增大大分子間距離,使部分分子鏈由結晶區轉化成無定型區,增加了反應性,最終提高取代度。

圖11 反應溫度對聚合度的影響

圖12 反應溫度對取代度的影響
綜合考慮,選取50 ℃作為醋化溫度。

表6 反應溫度對聚合度和取代度的影響

表7 反應時間對聚合度和取代度的影響
2.2.3 反應時間的影響
活化工藝同上。醋化時濃硫酸用量3 %,醋酐用量5份,溫度50 ℃,改變反應時間為30 min、60 min、90 min、120 min,研究不同醋化時間對CTA聚合度及取代度的影響,結果如表7及圖13、14所示。
由圖13可知,反應時間增加后,聚合度逐步降低,且降低幅度隨時間延長而加大,說明時間增加加大了纖維素在醋化體系中的降解。另由圖14知,取代度隨時間延長逐步提高,90 min后提高幅度減緩。這是由于醋化時間的長短影響醋酐對纖維素的潤脹程度,時間越長,纖維素結晶區被破壞地越厲害,醋化反應就越容易進行。90 min時結晶區接近完全破壞,此時再延長時間,取代度提高幅度放緩。
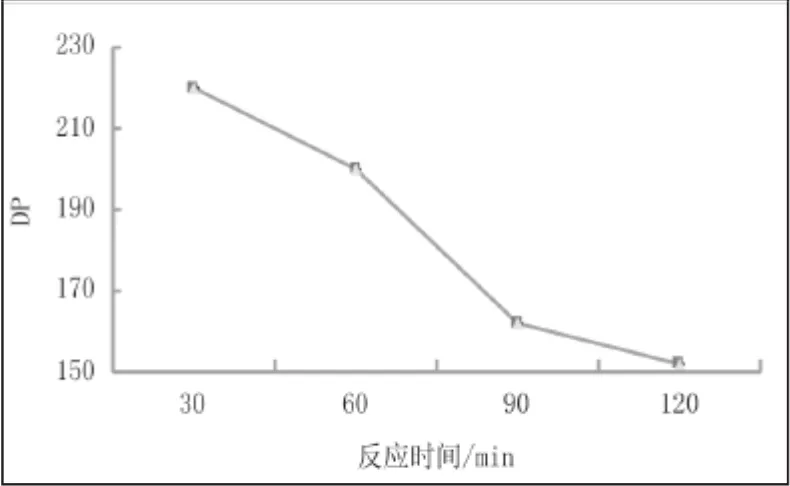
圖13 反應時間對聚合度的影響
綜合考慮,醋化時間選擇60 min。
2.2.4 催化劑用量對取代度和聚合度的影響
活化工藝同上。醋化時醋酐用量5份,溫度50 ℃,反應時間60 min,改變催化劑濃硫酸用量為1 %、3 %、5 %、7 %,研究不同催化劑用量對CTA聚合度及取代度的影響,結果如表8及圖15、16所示。
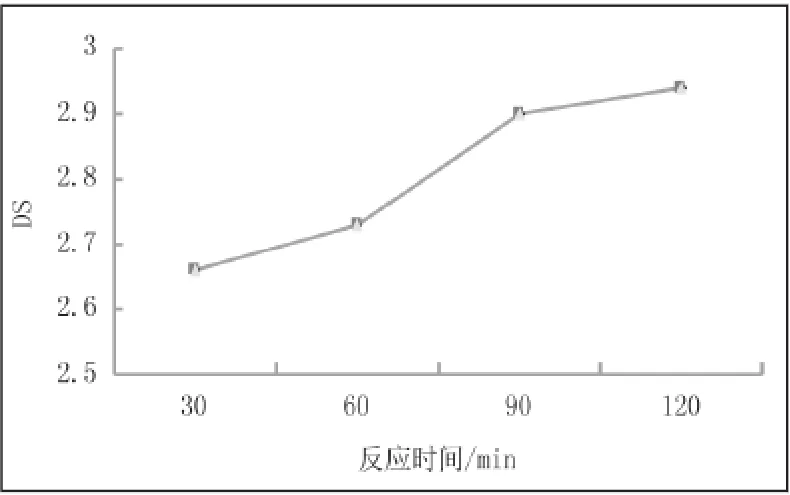
圖14 反應時間對取代度的影響
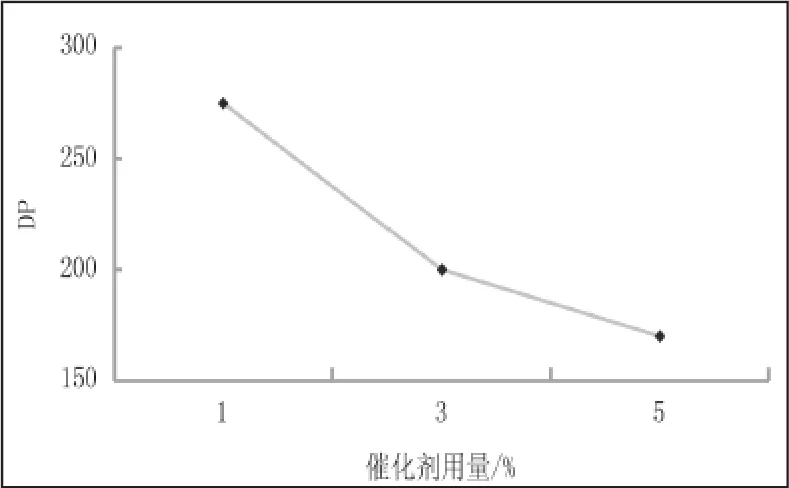
圖15 催化劑用量對聚合度的影響
由圖15可知,醋化過程中隨著濃硫酸用量的增加,聚合度逐漸降低,而取代度上升。說明在活化反應中,濃硫酸對纖維產生降解,結晶區被破壞,導致聚合度下降。由圖16知,取代度隨催化劑用量的增加而迅速提高。表明催化劑用量對醋化反應起著促進的作用。另在用量為7 %時,反應后的CTA呈現糊狀,不能很好進行沉淀,不進行取代度及聚合度測定。

表8 催化劑用量對聚合度和取代度的影響
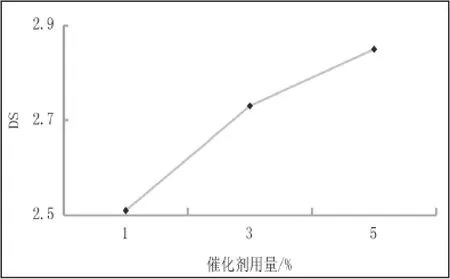
圖16 催化劑用量對取代度的影響
綜合考慮,選取催化劑濃硫酸用量為3 %。
4 結論
4.1 活化工藝研究表明,CTA取代度分別隨活化溫度、濃硫酸濃度的提高而提高,聚合度則隨兩者提高而有所下降;時間延長對取代度提高有利,但對聚合度不利;活化劑醋酸用量對聚合度影響不大,其用量提高可增加取代度,但過高的用量會導致取代度降低。研究得出優化的活化工藝為:溫度為30 ℃,時間為120 min,,醋酸用量7份,濃硫酸用量1 %。
4.2 醋化工藝研究表明,隨著醋化溫度以及醋酐、催化劑用量的提高,取代度均隨之提高,聚合度則分別下降;另外時間延長對取代度提高有利,對聚合度不利。適合的醋化反應工藝為:溫度為50 ℃,時間為60 min,醋酐用量5份,催化劑濃硫酸用量3 %。
[1]何建新.高級竹溶解漿粕的制備及其用于合成醋酸纖維素的研究,2007:1.
[2]江夏.醋酸纖維發展前景分析[J].人造纖維,1998.
[3]王海云.木漿乙酰化產物的制備、表征及其性能研究,2007:14.
[4]漆小華.以桉木為原料制備醋酸纖維的研究,2009:47.
Study on the Acetylization of High Grade Dissolving Pulp from Bamboo
Chen Jinwen Miao Qingxian Huang Liulian Chen Lihui
(College of Material Engineering, Fujian University of Agriculture and Forestry, Fuzhou, 350002)
Cellulose triacetate (CTA) was prepared from high grade dissolving pulp from bamboo. Influences of different activation and acetylization processes on degree of polymerization (DP) and substitution degree (DS) of CTA were investigated, with aim to optimize the whole preparation process. The results showed that in activation process, DP was slightly influenced by acetic acid, while DS first increased and then decreased by increasing concentration of acetic acid. It was also showed that DS could be enhanced dramatically by increasing activation temperature, time and the concentration of H2SO4respectively, DP however was quite opposite. Furthermore,in acetylization process, DS increased with temperature, time, concentration of acetic acid, acetic anhydride and H2SO4increasing respectively, while DP was opposite.
dissolving pulp; acetylization; cellulose triacetate; degree of polymerization; substitution degree